
一种细盲孔加工工艺.pdf

猫巷****奕声


1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细盲孔加工工艺.pdf
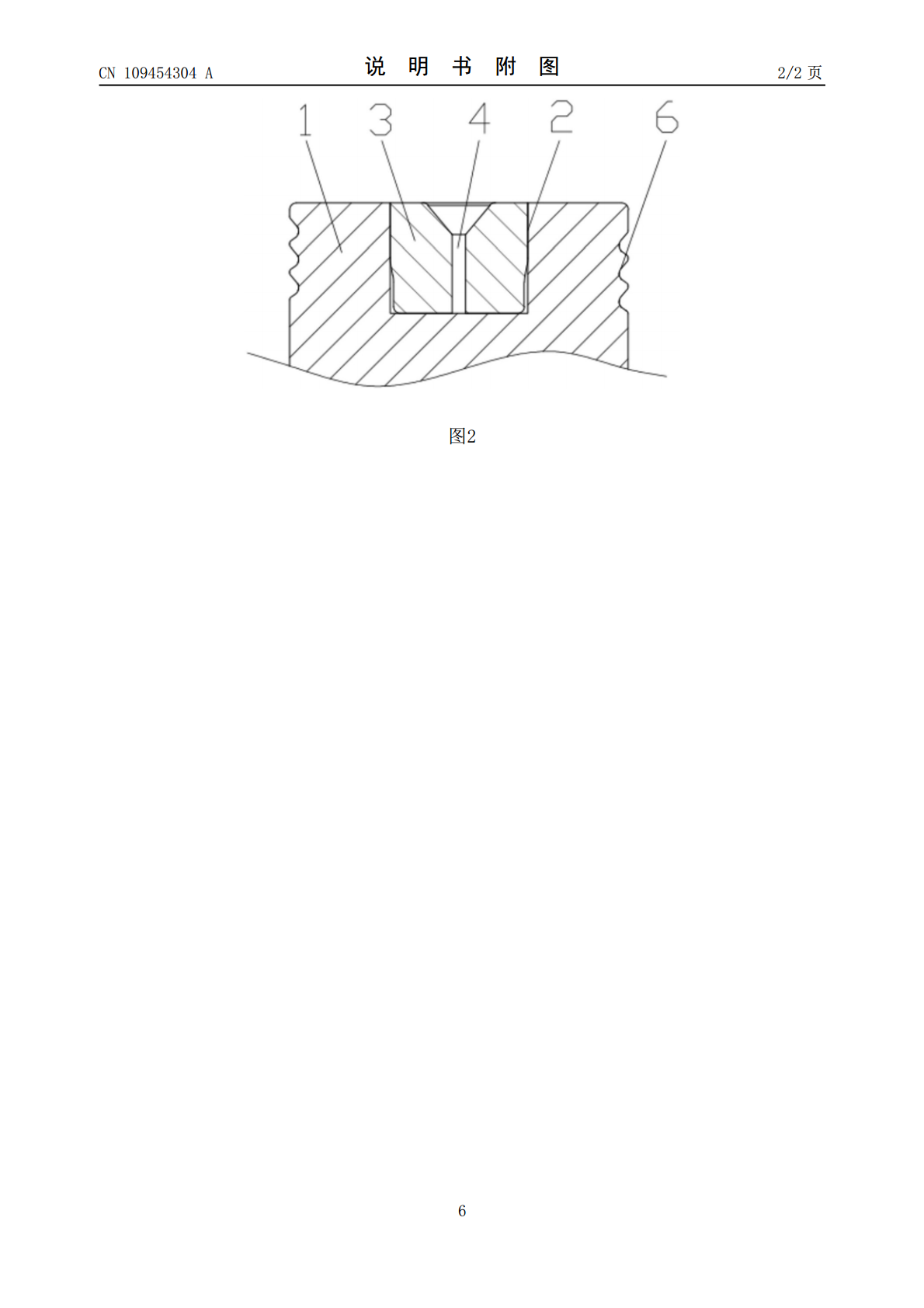
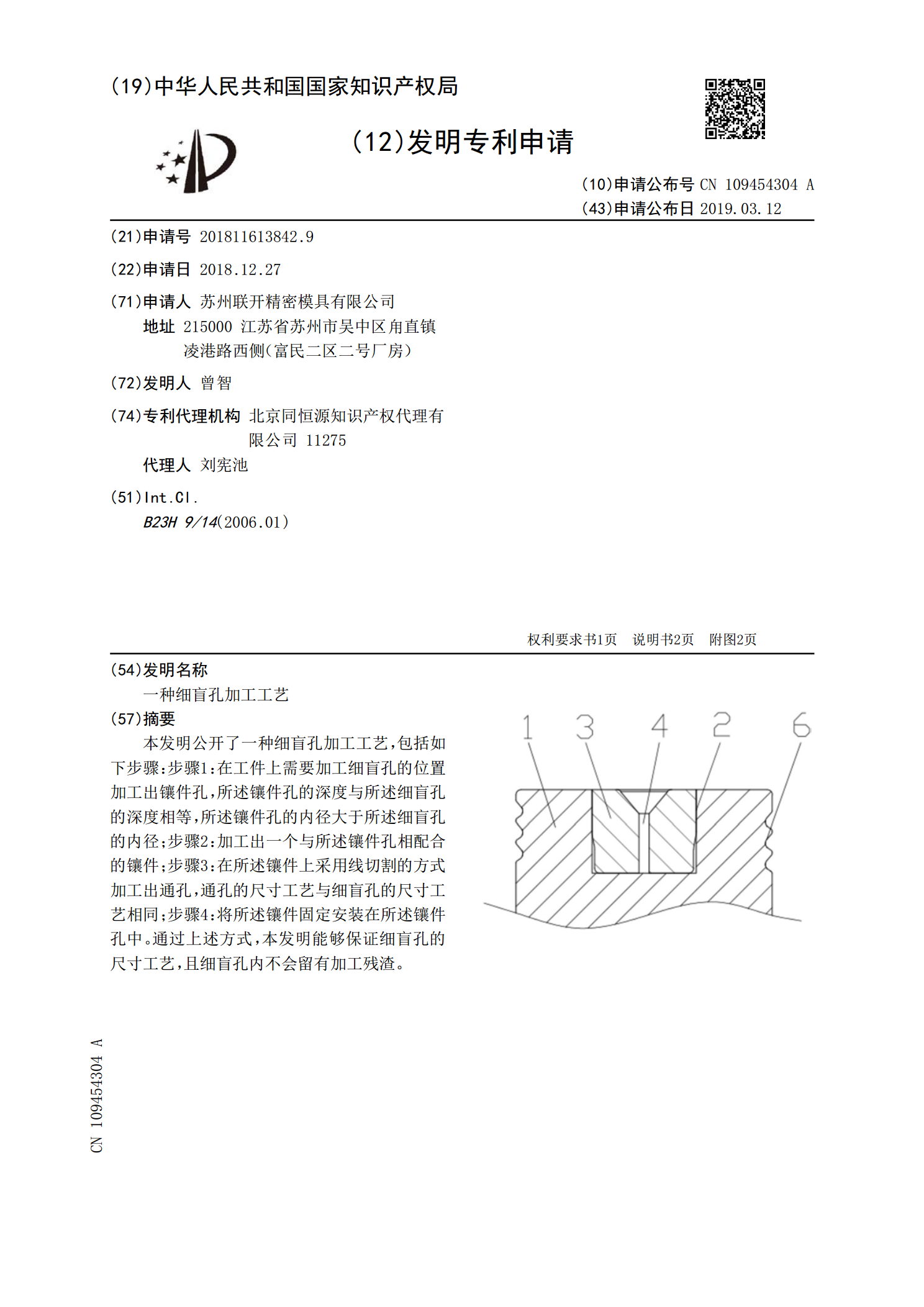
本发明公开了一种细盲孔加工工艺,包括如下步骤:步骤1:在工件上需要加工细盲孔的位置加工出镶件孔,所述镶件孔的深度与所述细盲孔的深度相等,所述镶件孔的内径大于所述细盲孔的内径;步骤2:加工出一个与所述镶件孔相配合的镶件;步骤3:在所述镶件上采用线切割的方式加工出通孔,通孔的尺寸工艺与细盲孔的尺寸工艺相同;步骤4:将所述镶件固定安装在所述镶件孔中。通过上述方式,本发明能够保证细盲孔的尺寸工艺,且细盲孔内不会留有加工残渣。
一种深孔、盲孔的加工工艺.pdf
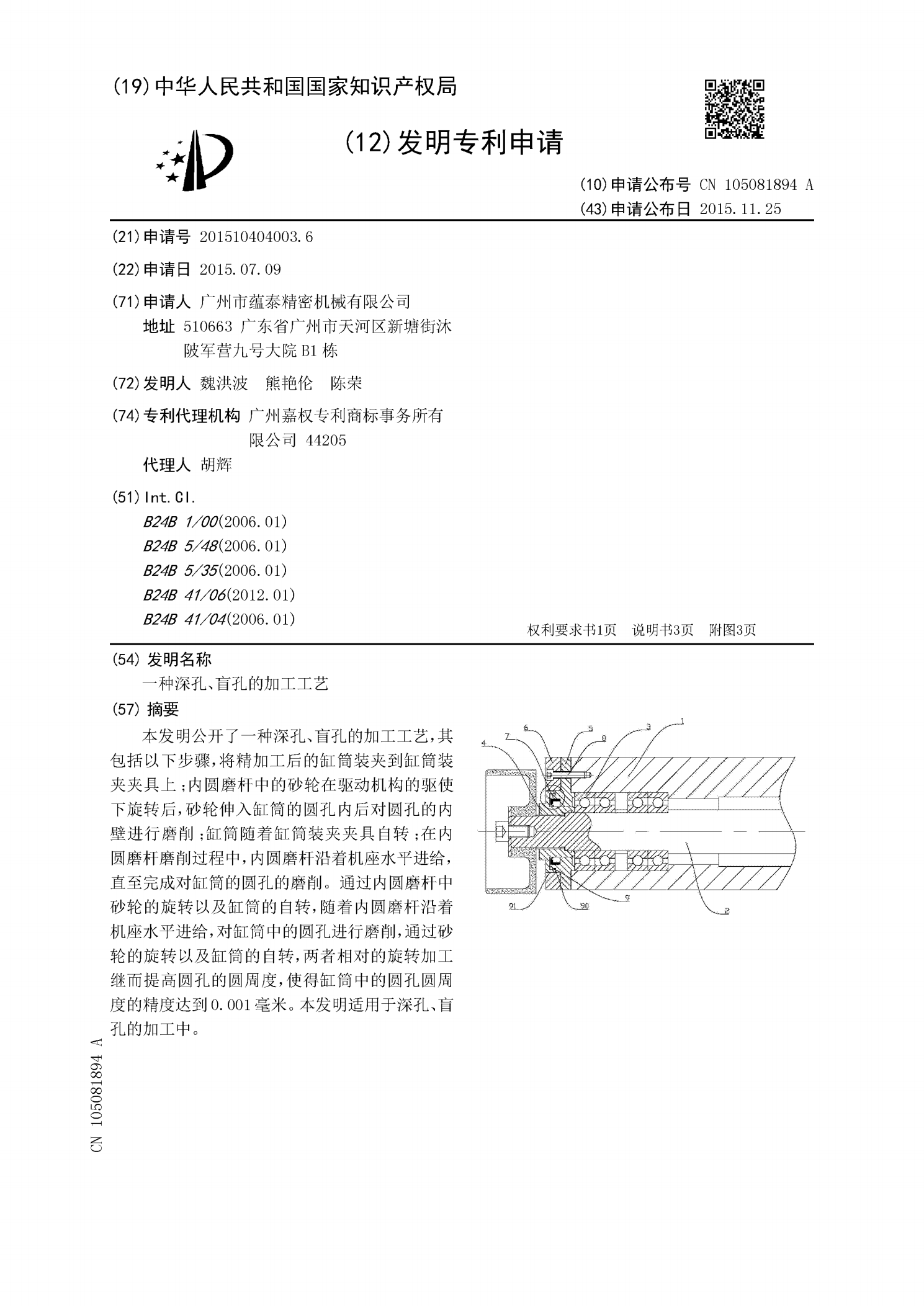
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、

盲孔加工工艺.pdf
本发明属于机械加工技术领域,具体涉及一种盲孔加工工艺;包括以下步骤:步骤一,准备:准备一个钻刀和一个带电磁铁的机架,钻刀内滑动连接有能利用电磁铁自动吸附木屑的吸屑管;步骤二,钻孔:将工件固定在电磁铁上,使钻刀和吸屑管在转动的同时,不断向下移动,形成盲孔,钻刀转速为1150~1300r/min,钻刀落速为15~20mm/min;步骤三,吸屑:启动电磁铁,将吸屑管固定住,同时让钻刀在向上移动的过程中,吸屑管自动吸附盲孔中的木屑,电磁铁的工作电流为1000~1300A;步骤四,下料:关闭电磁铁,吸屑管自动上移,
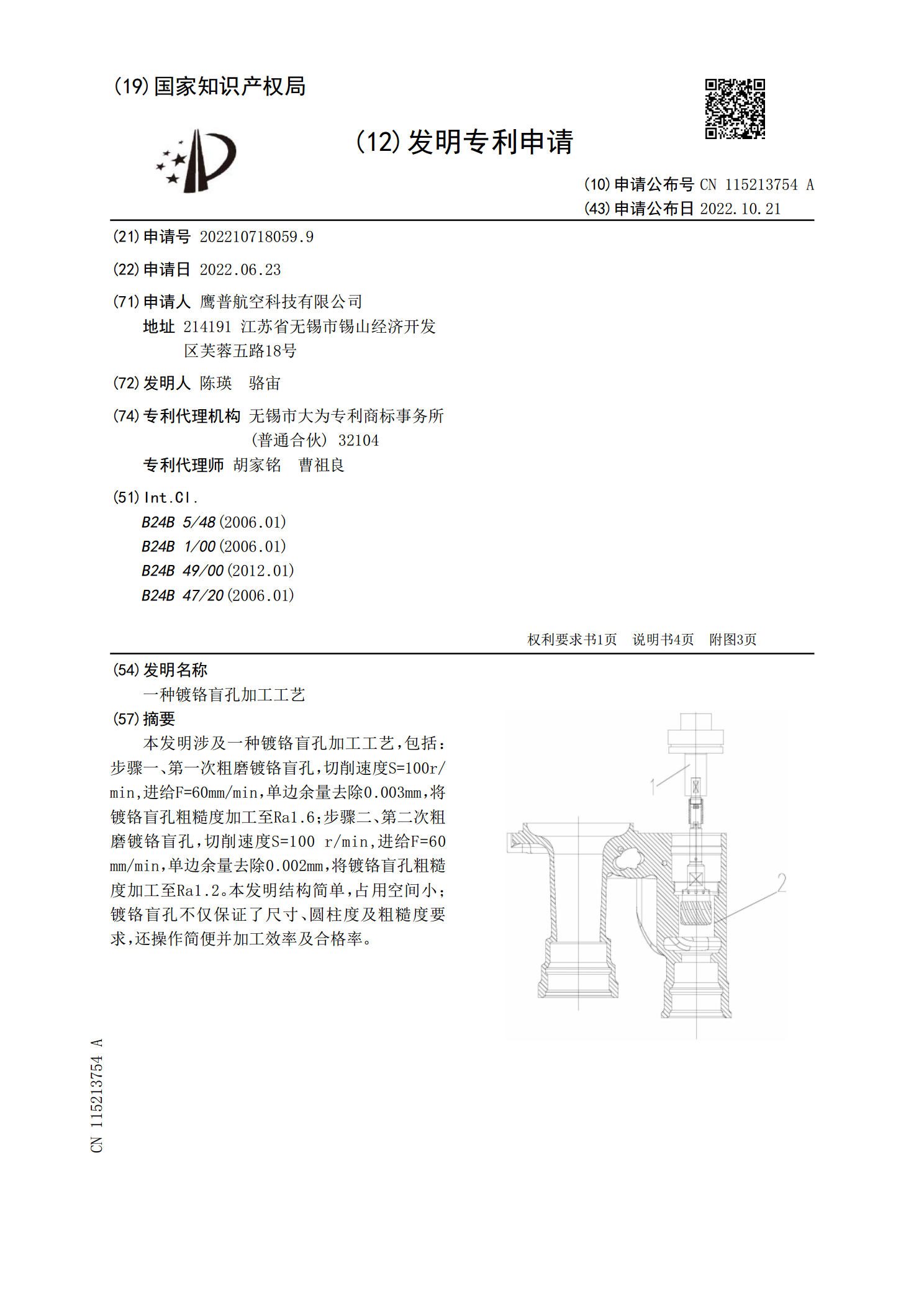
一种镀铬盲孔加工工艺.pdf
本发明涉及一种镀铬盲孔加工工艺,包括:步骤一、第一次粗磨镀铬盲孔,切削速度S=100r/min,进给F=60mm/min,单边余量去除0.003mm,将镀铬盲孔粗糙度加工至Ra1.6;步骤二、第二次粗磨镀铬盲孔,切削速度S=100r/min,进给F=60mm/min,单边余量去除0.002mm,将镀铬盲孔粗糙度加工至Ra1.2。本发明结构简单,占用空间小;镀铬盲孔不仅保证了尺寸、圆柱度及粗糙度要求,还操作简便并加工效率及合格率。
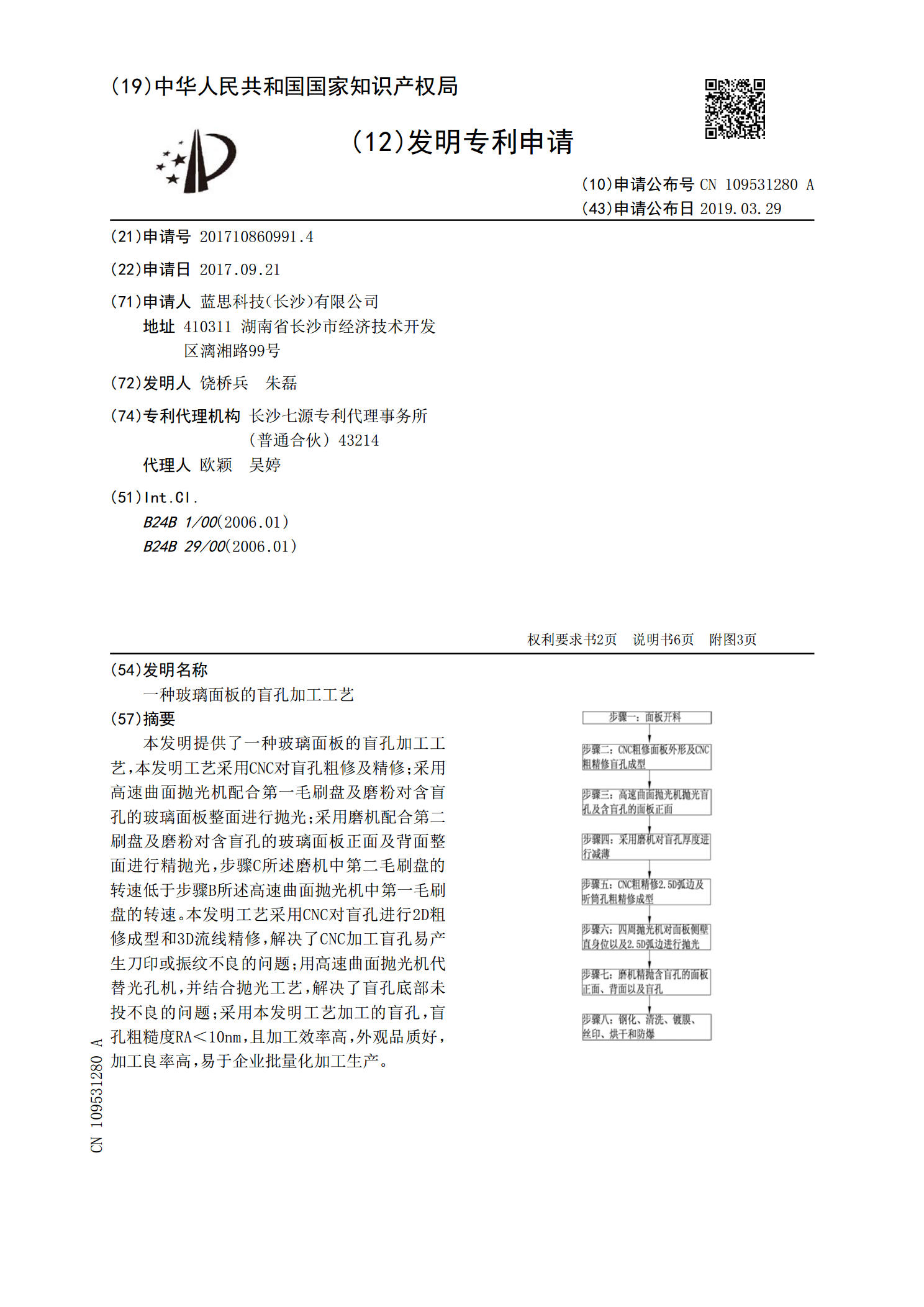
一种玻璃面板的盲孔加工工艺.pdf
本发明提供了一种玻璃面板的盲孔加工工艺,本发明工艺采用CNC对盲孔粗修及精修;采用高速曲面抛光机配合第一毛刷盘及磨粉对含盲孔的玻璃面板整面进行抛光;采用磨机配合第二刷盘及磨粉对含盲孔的玻璃面板正面及背面整面进行精抛光,步骤C所述磨机中第二毛刷盘的转速低于步骤B所述高速曲面抛光机中第一毛刷盘的转速。本发明工艺采用CNC对盲孔进行2D粗修成型和3D流线精修,解决了CNC加工盲孔易产生刀印或振纹不良的问题;用高速曲面抛光机代替光孔机,并结合抛光工艺,解决了盲孔底部未投不良的问题;采用本发明工艺加工的盲孔,盲孔粗