
机械控深盲孔加工工艺.pdf

论文****可爱

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
机械控深盲孔加工工艺.pdf
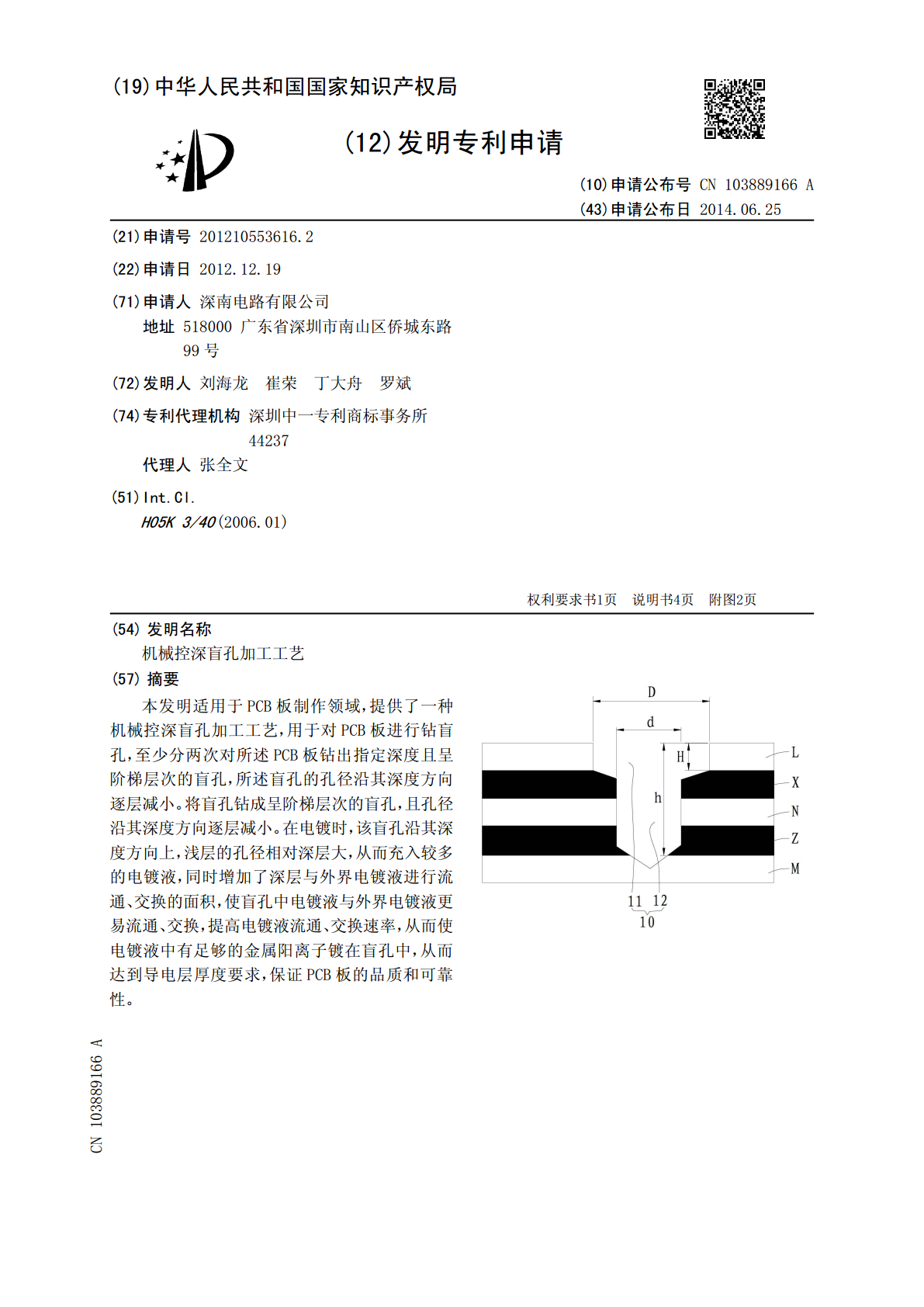
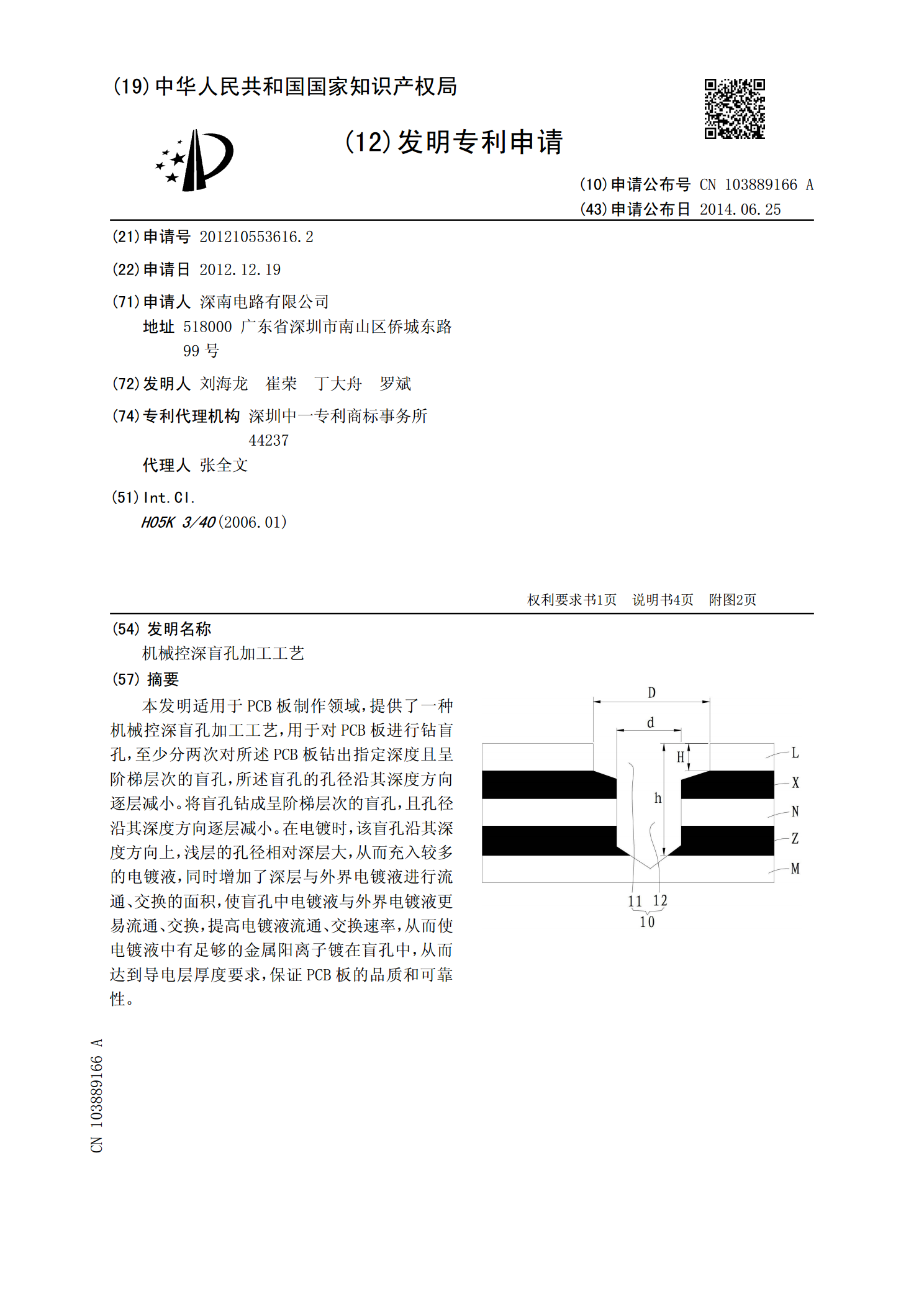
本发明适用于PCB板制作领域,提供了一种机械控深盲孔加工工艺,用于对PCB板进行钻盲孔,至少分两次对所述PCB板钻出指定深度且呈阶梯层次的盲孔,所述盲孔的孔径沿其深度方向逐层减小。将盲孔钻成呈阶梯层次的盲孔,且孔径沿其深度方向逐层减小。在电镀时,该盲孔沿其深度方向上,浅层的孔径相对深层大,从而充入较多的电镀液,同时增加了深层与外界电镀液进行流通、交换的面积,使盲孔中电镀液与外界电镀液更易流通、交换,提高电镀液流通、交换速率,从而使电镀液中有足够的金属阳离子镀在盲孔中,从而达到导电层厚度要求,保证PCB板的
控深盲孔加工工艺.pdf
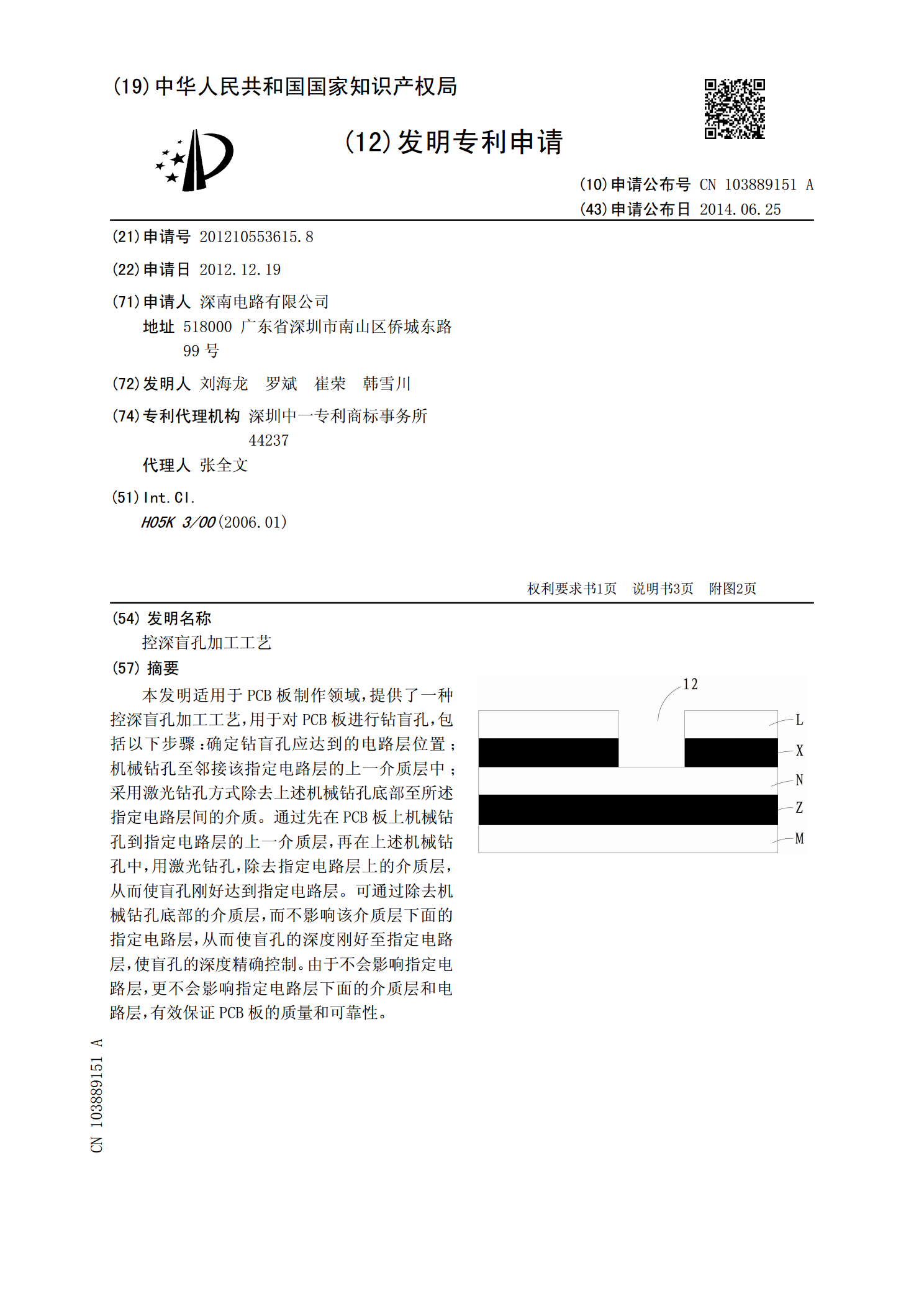
本发明适用于PCB板制作领域,提供了一种控深盲孔加工工艺,用于对PCB板进行钻盲孔,包括以下步骤:确定钻盲孔应达到的电路层位置;机械钻孔至邻接该指定电路层的上一介质层中;采用激光钻孔方式除去上述机械钻孔底部至所述指定电路层间的介质。通过先在PCB板上机械钻孔到指定电路层的上一介质层,再在上述机械钻孔中,用激光钻孔,除去指定电路层上的介质层,从而使盲孔刚好达到指定电路层。可通过除去机械钻孔底部的介质层,而不影响该介质层下面的指定电路层,从而使盲孔的深度刚好至指定电路层,使盲孔的深度精确控制。由于不会影响指定
机械控深钻盲孔的工艺方法.pdf
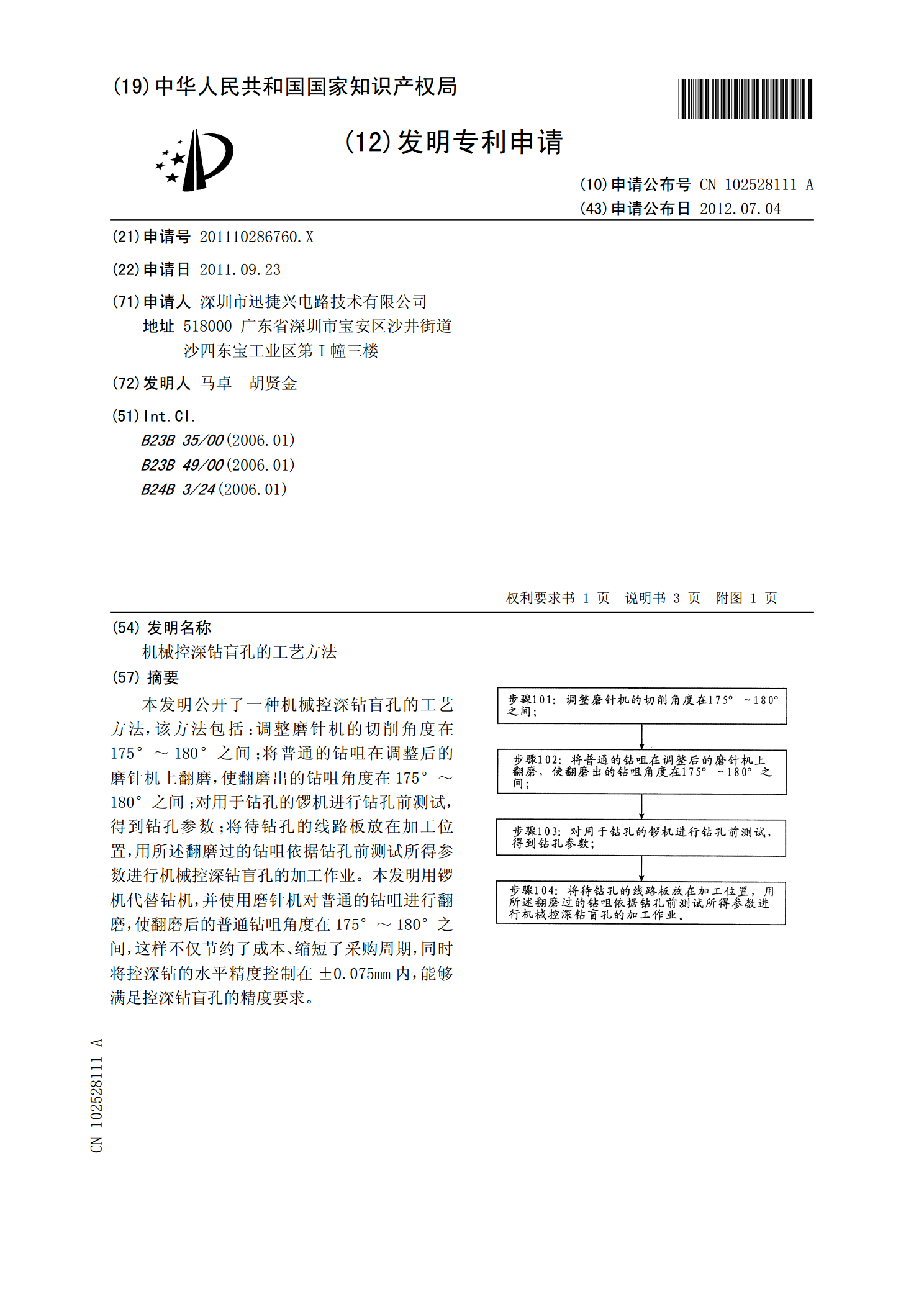
本发明公开了一种机械控深钻盲孔的工艺方法,该方法包括:调整磨针机的切削角度在175°~180°之间;将普通的钻咀在调整后的磨针机上翻磨,使翻磨出的钻咀角度在175°~180°之间;对用于钻孔的锣机进行钻孔前测试,得到钻孔参数;将待钻孔的线路板放在加工位置,用所述翻磨过的钻咀依据钻孔前测试所得参数进行机械控深钻盲孔的加工作业。本发明用锣机代替钻机,并使用磨针机对普通的钻咀进行翻磨,使翻磨后的普通钻咀角度在175°~180°之间,这样不仅节约了成本、缩短了采购周期,同时将控深钻的水平精度控制在±0.075mm
一种深孔、盲孔的加工工艺.pdf
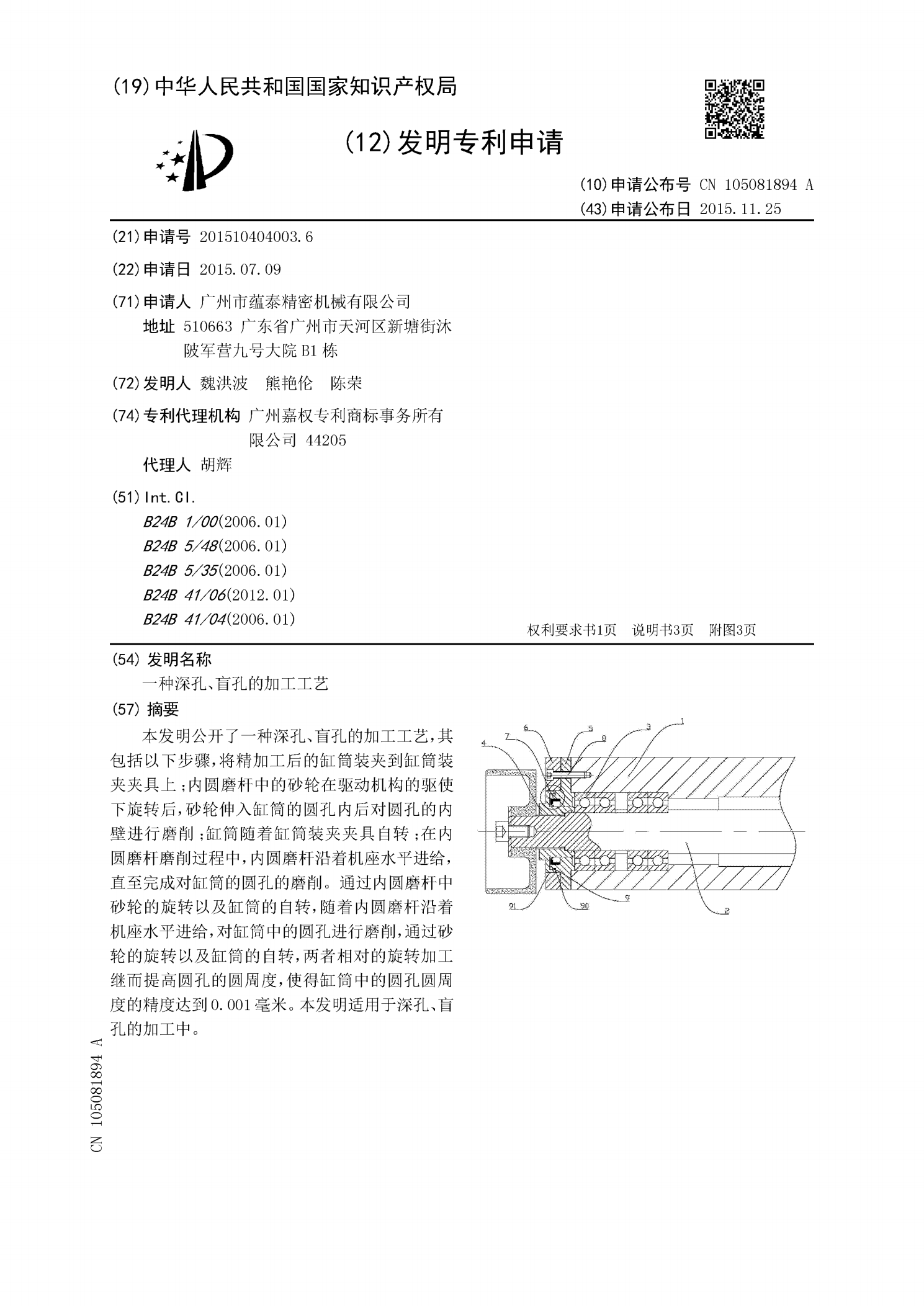
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、
阀芯高精度深盲孔加工工艺.pdf
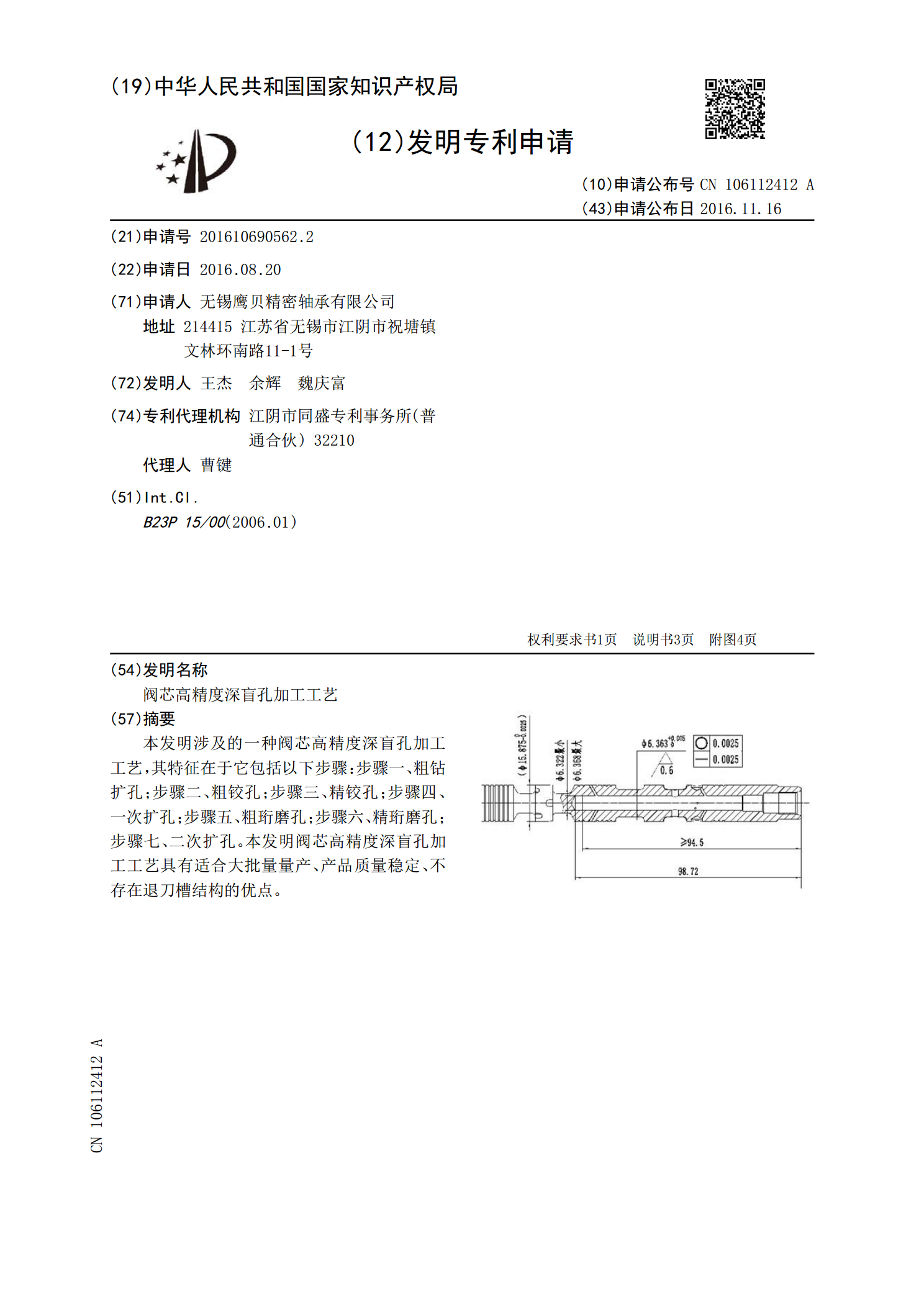
本发明涉及的一种阀芯高精度深盲孔加工工艺,其特征在于它包括以下步骤:步骤一、粗钻扩孔;步骤二、粗铰孔;步骤三、精铰孔;步骤四、一次扩孔;步骤五、粗珩磨孔;步骤六、精珩磨孔;步骤七、二次扩孔。本发明阀芯高精度深盲孔加工工艺具有适合大批量量产、产品质量稳定、不存在退刀槽结构的优点。