
一种深盲孔内花键轴及其加工方法.pdf

是立****92

1/9

2/9

3/9
4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种深盲孔内花键轴及其加工方法.pdf
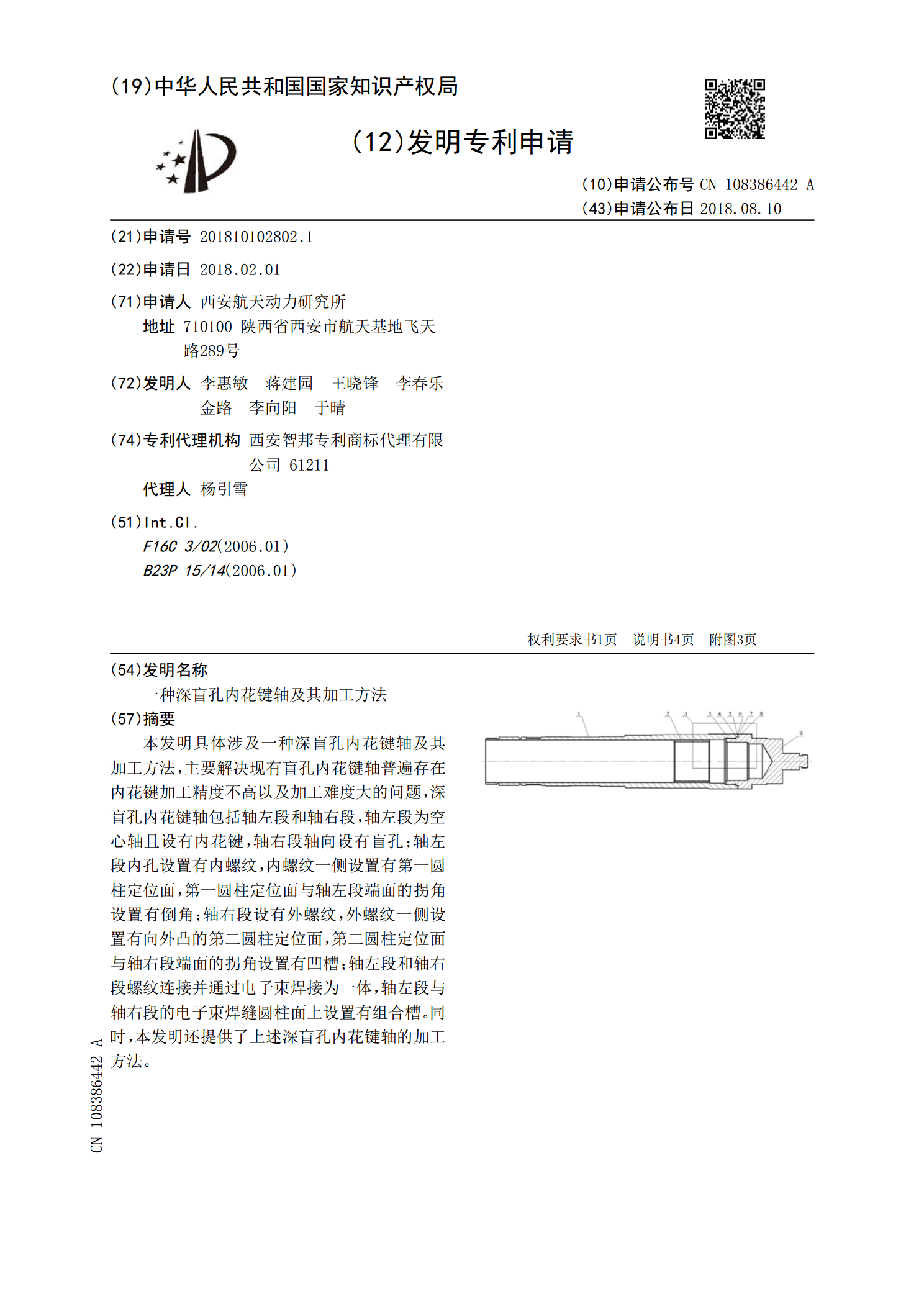
本发明具体涉及一种深盲孔内花键轴及其加工方法,主要解决现有盲孔内花键轴普遍存在内花键加工精度不高以及加工难度大的问题,深盲孔内花键轴包括轴左段和轴右段,轴左段为空心轴且设有内花键,轴右段轴向设有盲孔;轴左段内孔设置有内螺纹,内螺纹一侧设置有第一圆柱定位面,第一圆柱定位面与轴左段端面的拐角设置有倒角;轴右段设有外螺纹,外螺纹一侧设置有向外凸的第二圆柱定位面,第二圆柱定位面与轴右段端面的拐角设置有凹槽;轴左段和轴右段螺纹连接并通过电子束焊接为一体,轴左段与轴右段的电子束焊缝圆柱面上设置有组合槽。同时,本发明还
一种深盲孔内花键轴及其加工方法.pdf
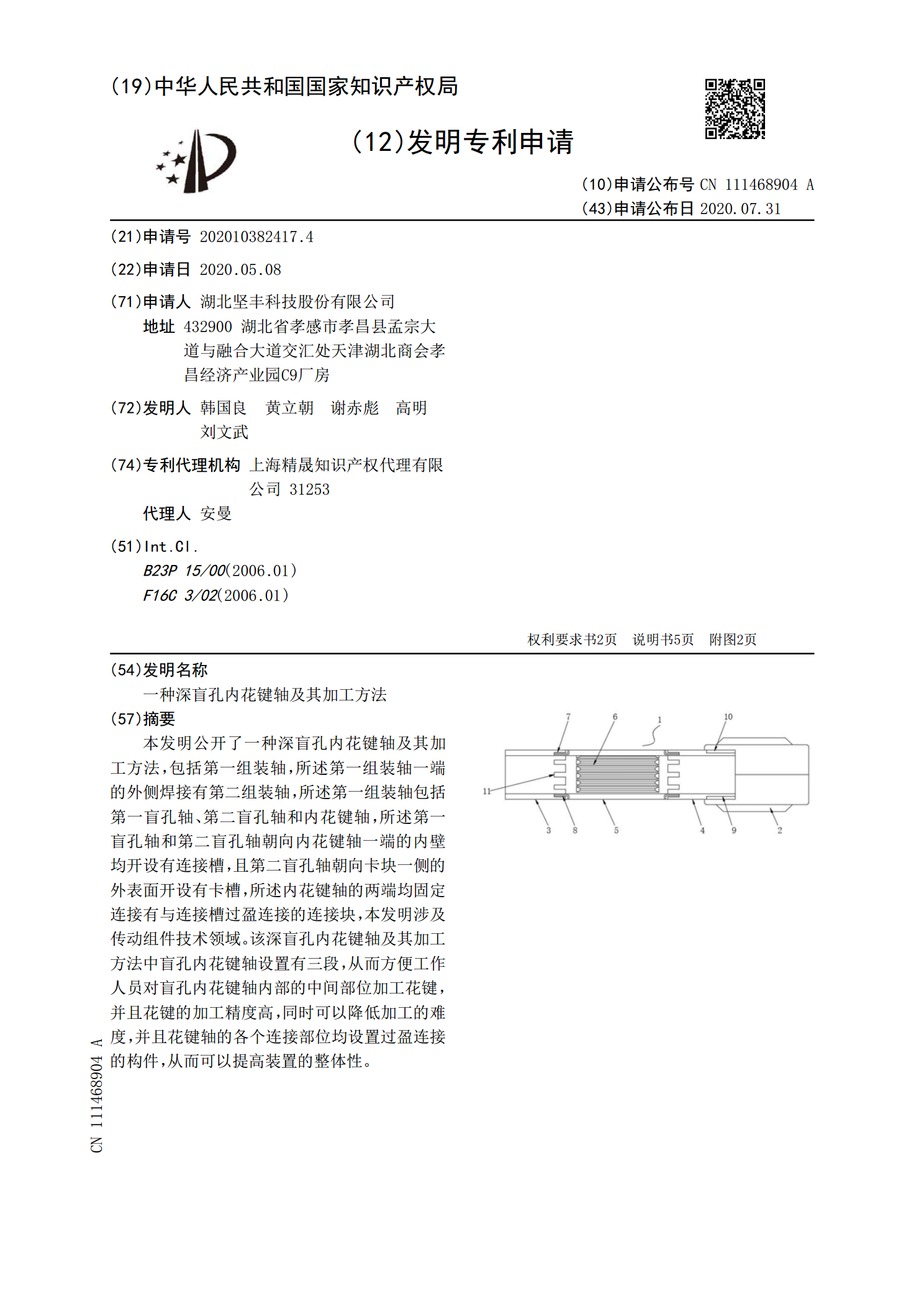
本发明公开了一种深盲孔内花键轴及其加工方法,包括第一组装轴,所述第一组装轴一端的外侧焊接有第二组装轴,所述第一组装轴包括第一盲孔轴、第二盲孔轴和内花键轴,所述第一盲孔轴和第二盲孔轴朝向内花键轴一端的内壁均开设有连接槽,且第二盲孔轴朝向卡块一侧的外表面开设有卡槽,所述内花键轴的两端均固定连接有与连接槽过盈连接的连接块,本发明涉及传动组件技术领域。该深盲孔内花键轴及其加工方法中盲孔内花键轴设置有三段,从而方便工作人员对盲孔内花键轴内部的中间部位加工花键,并且花键的加工精度高,同时可以降低加工的难度,并且花键轴
一种深盲孔长轴内键槽的快捷加工方法.pdf
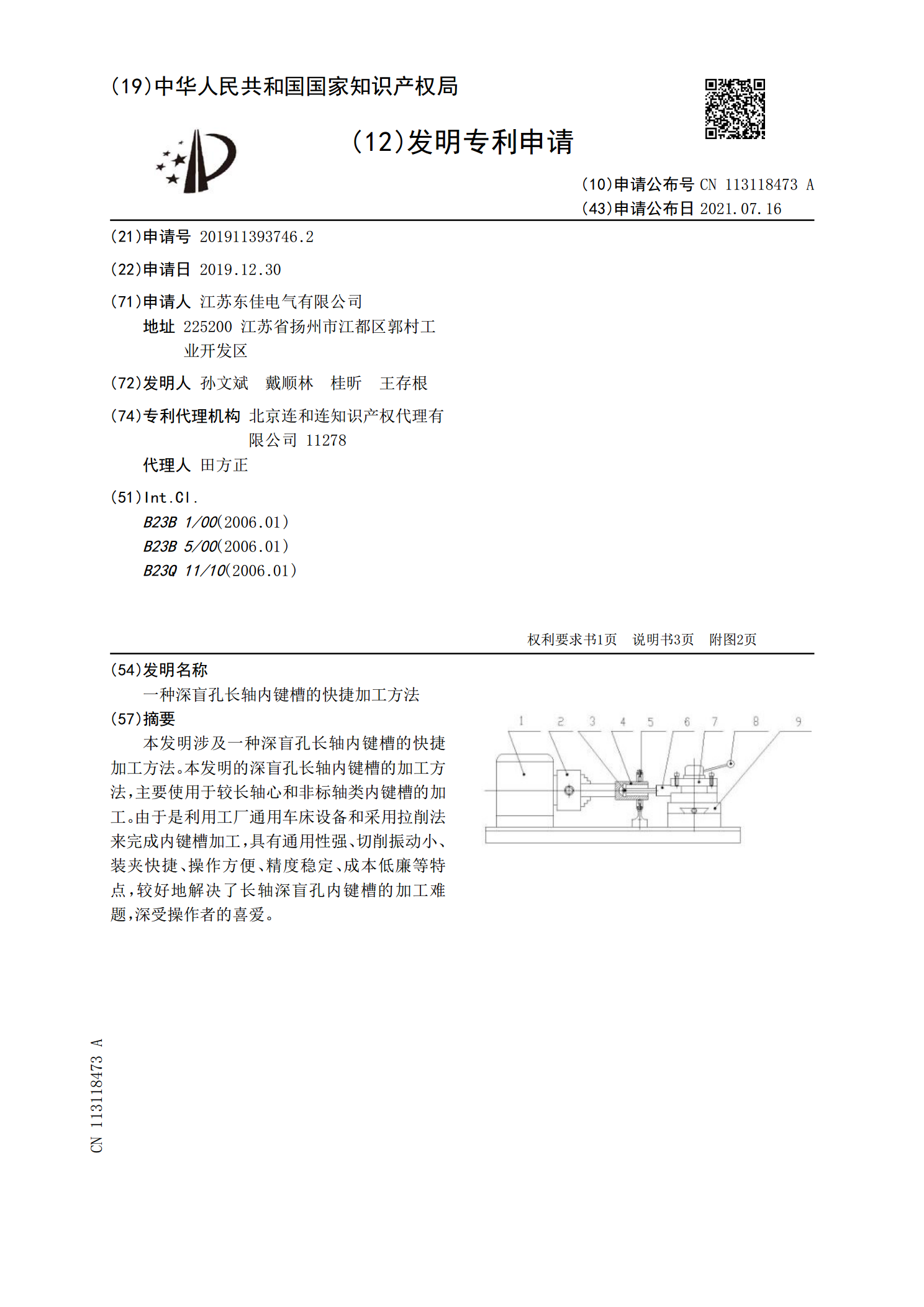
本发明涉及一种深盲孔长轴内键槽的快捷加工方法。本发明的深盲孔长轴内键槽的加工方法,主要使用于较长轴心和非标轴类内键槽的加工。由于是利用工厂通用车床设备和采用拉削法来完成内键槽加工,具有通用性强、切削振动小、装夹快捷、操作方便、精度稳定、成本低廉等特点,较好地解决了长轴深盲孔内键槽的加工难题,深受操作者的喜爱。
深盲孔的加工方法.pdf
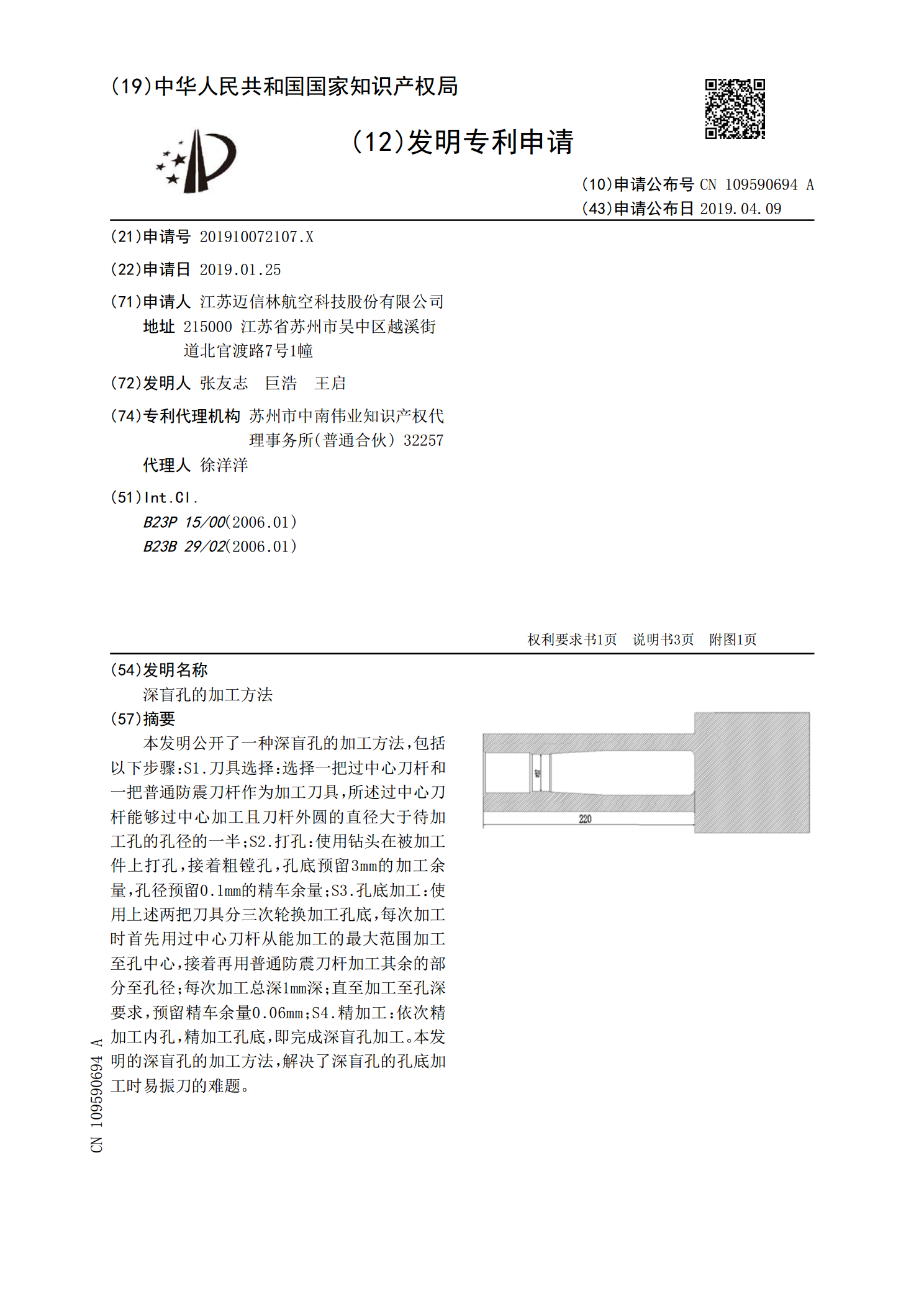
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;

一种用于加工深盲孔内沟槽的装置.pdf
一种用于加工深盲孔内沟槽的装置,解决了背景技术的不足,即刀杆刚性不足时会产生振刀现象,加工出的沟槽尺寸及表面粗糙度难以保证。其特征在于:刀杆6通过光杆螺栓7和螺母8与夹持杆9连接在一起;专用关节轴承3套装在刀杆6上;导管5穿过专用关节轴承3的外环,压装在刀杆6的导管槽内;刀头1安装在刀杆6的头部凹槽内,由两个方头螺钉2固定。其优点是:可以对各种深盲孔内沟槽进行加工,消除了振刀现象。加工出的内沟槽尺寸及表面粗糙度容易保证。对在普通车床上加工大尺寸的深盲孔内沟槽,如越程槽、退刀槽等极为适用。其使用方法简单,组