
一种带细长盲孔熔模铸件型壳的制备方法.pdf

听云****君哇


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种带细长盲孔熔模铸件型壳的制备方法.pdf
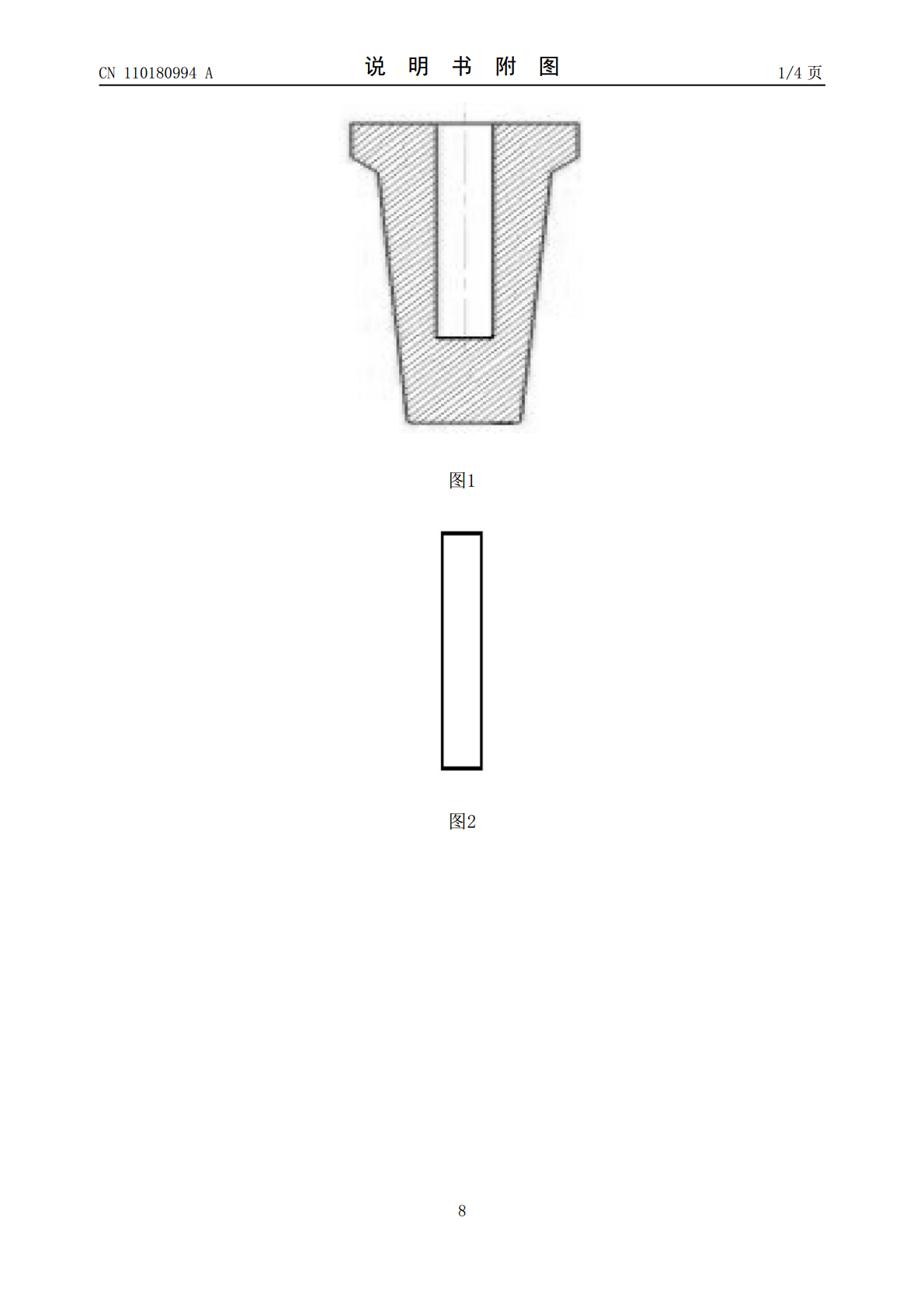
本发明公开了一种带细长盲孔熔模铸件型壳的制备方法,包括以下步骤;1.制作蜡模细棒和本体铸件的蜡模,蜡模细棒直径小于本体铸件盲孔直径,长度大于本体铸件盲孔长度;2.对蜡模细棒涂挂型壳;3.将涂挂了型壳的蜡模细棒插入本体蜡模的盲孔中,在盲孔和蜡模细棒的间隙中注入耐火浆料;4.待耐火浆料自然干燥后,进行整体型壳涂挂;5.整体型壳涂挂完成后,将伸出盲孔部分的蜡模细棒部分磨开,露出内部蜡模,再将整体蜡模及蜡模细棒进行脱蜡;6.将脱完蜡的整体型壳进行焙烧,得到熔模铸件型壳。解决了铸件带有细长盲孔熔模铸件的型壳制备问题

一种降低熔模铸件盲孔的复合型壳制备工艺.pdf
本发明公开了一种降低熔模铸件盲孔的复合型壳制备工艺,具体制备过程为:取固体松香熔化后,立即将石膏模芯放置于松香液中慢慢旋转至石膏模芯表面包裹一层松香液,然后取出模芯在常温下放置至松香凝固形成一层松香隔离膜;然后在凝固的松香表面刷涂一层防火涂料,烘干的模芯放置于粘性胶体中,待模芯表面包裹一层粘性胶体后在芯模表面撒一层石英砂;然后将模芯放置于石膏浆料中得到型模,将型模置于加热炉中加热除去松香。本发明通过在石膏模芯的表面包裹一层松香液,松香液凝固后有较高的强度,在外力作用下不易变形,并且形成的隔离膜表面光滑,使
一种用于铸件细长盲孔的成型方法.pdf
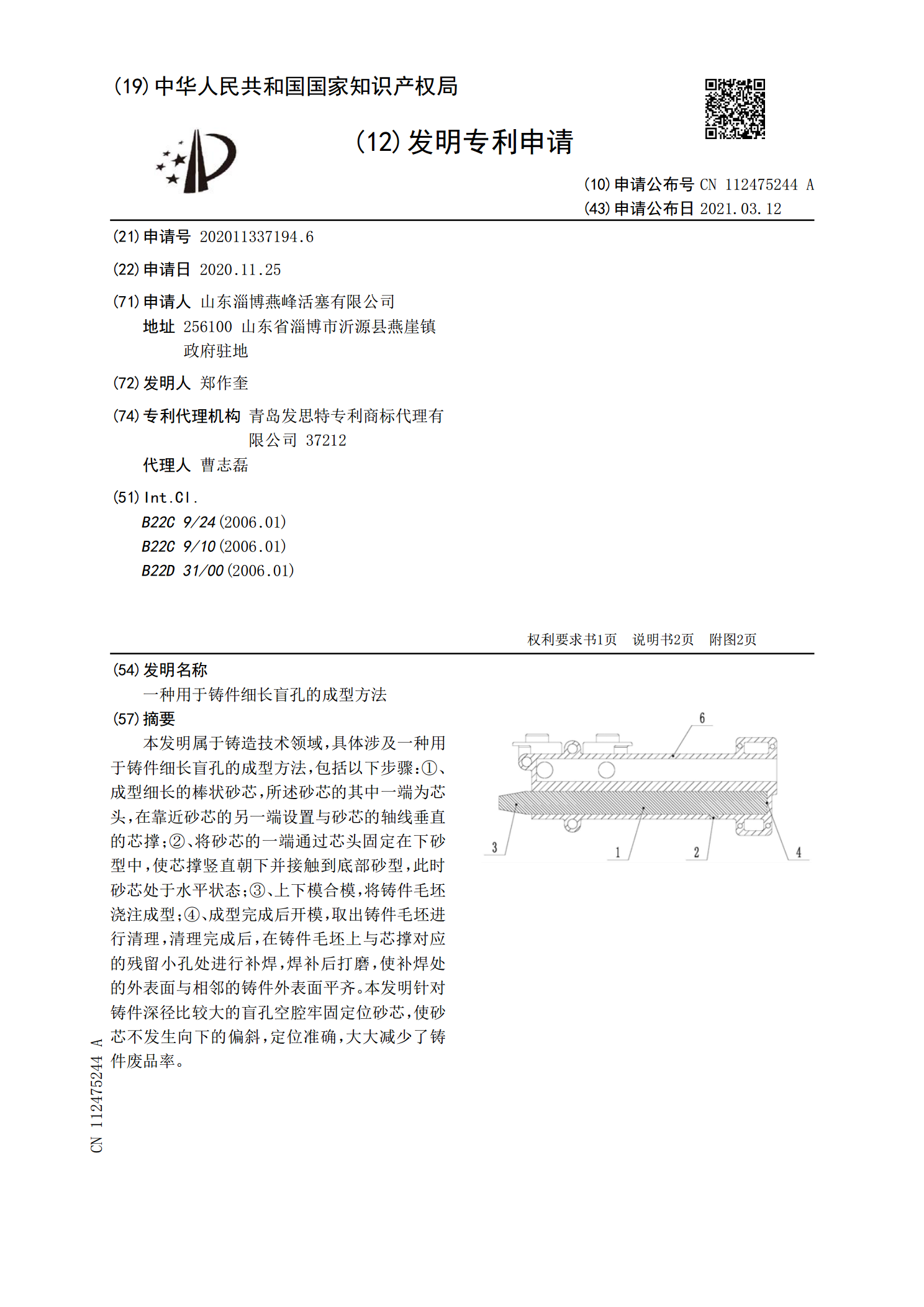
本发明属于铸造技术领域,具体涉及一种用于铸件细长盲孔的成型方法,包括以下步骤:①、成型细长的棒状砂芯,所述砂芯的其中一端为芯头,在靠近砂芯的另一端设置与砂芯的轴线垂直的芯撑;②、将砂芯的一端通过芯头固定在下砂型中,使芯撑竖直朝下并接触到底部砂型,此时砂芯处于水平状态;③、上下模合模,将铸件毛坯浇注成型;④、成型完成后开模,取出铸件毛坯进行清理,清理完成后,在铸件毛坯上与芯撑对应的残留小孔处进行补焊,焊补后打磨,使补焊处的外表面与相邻的铸件外表面平齐。本发明针对铸件深径比较大的盲孔空腔牢固定位砂芯,使砂芯不

精密铸件深盲孔的制壳方法.pdf
本发明公开了一种精密铸件深盲孔的制壳方法,包括以下步骤:制作蜡模模组,在模组上涂料制壳,按面层、过渡层、三层、四层顺序涂料,涂料三层或四层后,风干至型壳完全干燥,取硅溶胶锆英粉浆料加莫来石砂按照质量比4∶6-6.5的比例搅拌至糊状制成馅料,将馅料灌入铸件深盲孔的位置,然后将铸件深盲孔对着风机鼓风干燥至铸件深盲孔完全干燥,再根据铸件大小继续加固至型壳所需层数,脱蜡得到相应的型壳。本发明精密铸件深盲孔的制壳方法,操作简单、方便,有效地解决精密铸件型壳深盲孔的制壳难度,提高了深盲孔处型壳的强度,大大减少了深盲孔
一种基于复合蜡模的熔模齿轮座型壳制备工艺.pdf
本发明公开了一种基于复合蜡模的熔模齿轮座型壳制备工艺,具体制备过程为:将低温石蜡倒入压蜡机的熔蜡装置中,加热后向熔蜡装置中加入硬脂酸、表面活性剂、纳米二氧化钛和纳米二氧化硅,高速搅拌混合均匀,得到复合蜡料;将复合蜡料通过压蜡机注入压蜡模具中,进行施压,然后进行脱模,得到蜡模。本发明在蜡模制备过程中加入表面活性剂可以改变介质之间的张力和渗透性,使得纳米二氧化钛和纳米二氧化硅能够很好的与石蜡结合,进而提高蜡模的强度。