
一种输出轴冷挤压坯的制造方法.pdf

Ch****75

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种输出轴冷挤压坯的制造方法.pdf
本发明提供一种输出轴冷挤压坯的制造方法,所述制备方法包括有以下步骤:通过剪切将原材料切成预定长度工件;正挤压成预定长度的柱形工件,以便形成杆部和头部,挤压杆部形成缩小杆;进一步挤压形成缩小杆,同时工件进行表面除毛刺处理;反挤压头部,以在头部上远离杆部的一端形成台阶,头部预定形成圆锥形状;初步形成整形导向台阶盲孔,杆部正挤压形成缩小杆,终成形在同一个模腔里,四节杆部和大扁头一步整形到位。本发明具有加工效率高,产品制造成本低,无切削产生,材料无损耗,锻造模具磨损缓慢,产品尺寸精度易于保证,产品金属流线连续,疲
一种电子节气门输出轴组件及制造方法.pdf
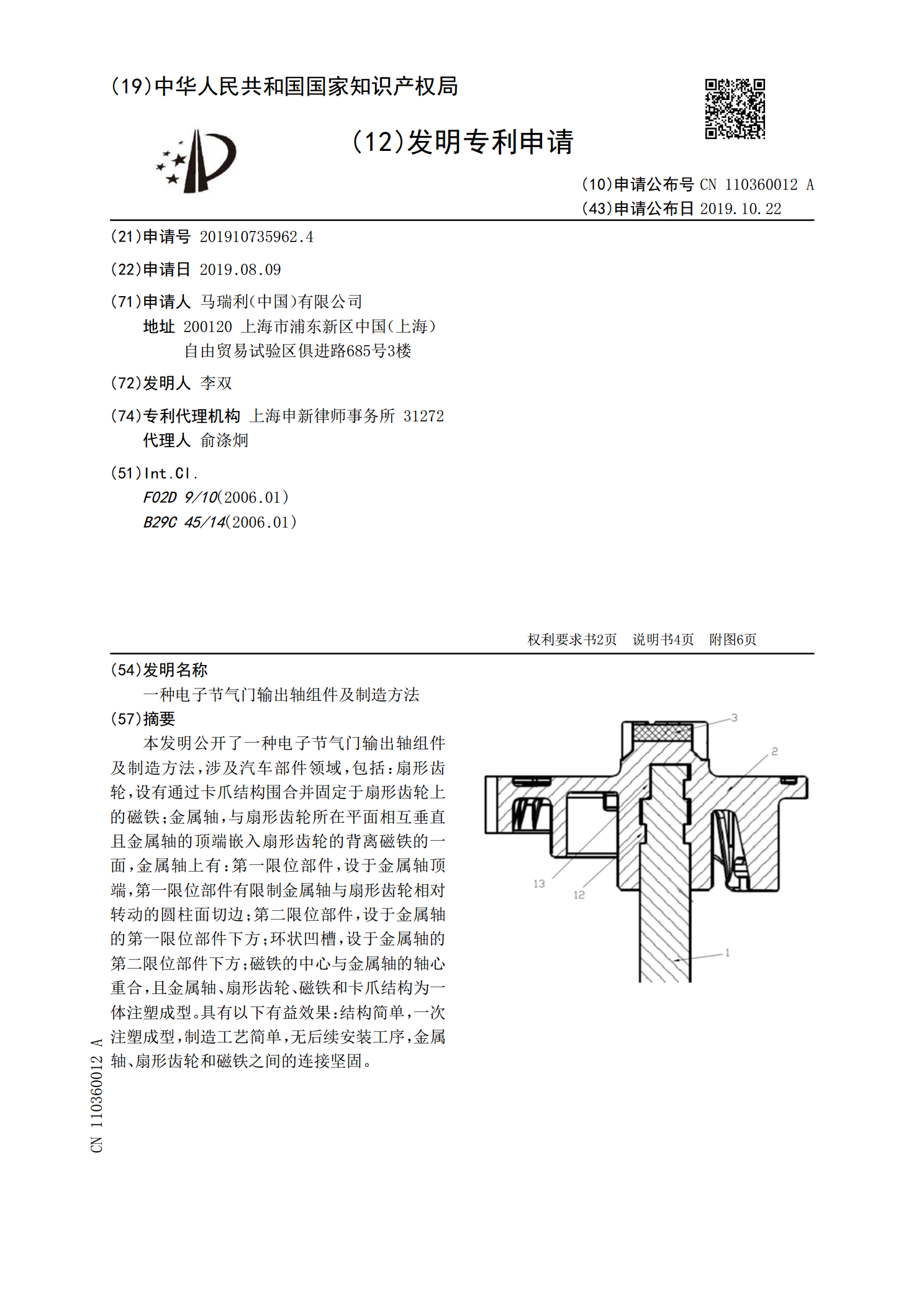
本发明公开了一种电子节气门输出轴组件及制造方法,涉及汽车部件领域,包括:扇形齿轮,设有通过卡爪结构围合并固定于扇形齿轮上的磁铁;金属轴,与扇形齿轮所在平面相互垂直且金属轴的顶端嵌入扇形齿轮的背离磁铁的一面,金属轴上有:第一限位部件,设于金属轴顶端,第一限位部件有限制金属轴与扇形齿轮相对转动的圆柱面切边;第二限位部件,设于金属轴的第一限位部件下方;环状凹槽,设于金属轴的第二限位部件下方;磁铁的中心与金属轴的轴心重合,且金属轴、扇形齿轮、磁铁和卡爪结构为一体注塑成型。具有以下有益效果:结构简单,一次注塑成型,

一种冷挤压圆钢及其制造方法.pdf
本发明公开了一种冷挤压圆钢,其除了Fe以外还含有质量百分比如下的下述化学元素:C:0.30~0.45%、Si:0.10~0.50%、Mn:1.0~1.60%、S:0.005~0.030%、Al:0.01~0.06%。此外本发明还公开了上述冷挤压圆钢的制造方法,其包括步骤:(1)冶炼和浇铸;(2)加热;(3)锻造或轧制;(4)正火:正火温度为850~900℃,然后空冷;(5)球化退火:加热至740‑760℃保温一段时间,然后以5‑20℃/h的冷速冷却至690‑710℃保温一段时间,接着以2‑15℃/h的冷速

一种输出轴组件的加工方法.pdf
一种输出轴组件的加工方法,包括输出轴的加工及齿轮轴、含油轴承与所述输出轴的组装,所述输出轴的加工工艺流程包括坯料准备、制坯、机械加工、特种加工及辅助处理,其特征在于,所述制坯包括采用冷挤压成形技术预制坯和制坯。本发明采用冷挤压成形技术制坯,采用冷滚轧成形技术加工渐开线螺旋花键,采用数控车床进行机械加工,采用专用的冲孔模具和铆挤装配模具进行冲孔和组装,并采用特有的加工步骤和方法,不仅提高了输出轴组件的制造精度和加工效率,提高了产品综合质量和成品率,而且降低了原材料和能源消耗,减少了环境污染。?

冷挤压成形轴齿毛坯制造性能研究.docx
冷挤压成形轴齿毛坯制造性能研究内容较多,我将为您提供简要的论文框架和重点思路,供您参考。论文框架:1.引言2.冷挤压成形工艺的基本原理3.冷挤压成形轴齿毛坯的制造工艺4.冷挤压成形对轴齿毛坯性能的影响4.1机械性能4.2工艺性能4.3微观组织性能5.冷挤压成形与其他工艺方法的比较分析6.研究结果和讨论7.结论与展望重点思路:1.引言部分可以介绍冷挤压成形工艺的背景和意义,以及轴齿毛坯在机械制造中的应用。还可以提出研究目标和意义,明确研究内容和方法。2.在冷挤压成形工艺的基本原理部分,可以介绍冷挤压成形的概