
一种输出轴组件的加工方法.pdf

文宣****66


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种输出轴组件的加工方法.pdf
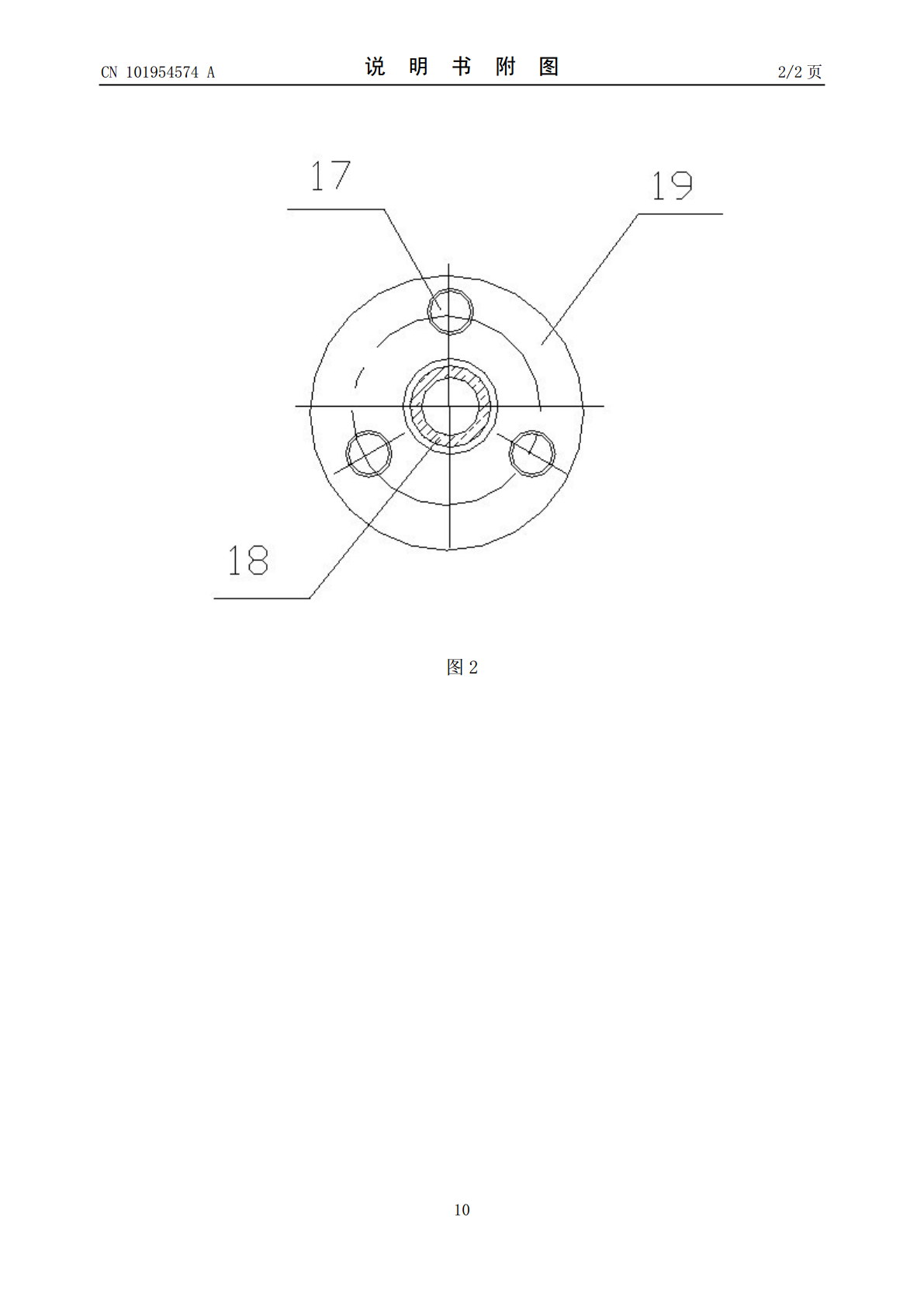
一种输出轴组件的加工方法,包括输出轴的加工及齿轮轴、含油轴承与所述输出轴的组装,所述输出轴的加工工艺流程包括坯料准备、制坯、机械加工、特种加工及辅助处理,其特征在于,所述制坯包括采用冷挤压成形技术预制坯和制坯。本发明采用冷挤压成形技术制坯,采用冷滚轧成形技术加工渐开线螺旋花键,采用数控车床进行机械加工,采用专用的冲孔模具和铆挤装配模具进行冲孔和组装,并采用特有的加工步骤和方法,不仅提高了输出轴组件的制造精度和加工效率,提高了产品综合质量和成品率,而且降低了原材料和能源消耗,减少了环境污染。?
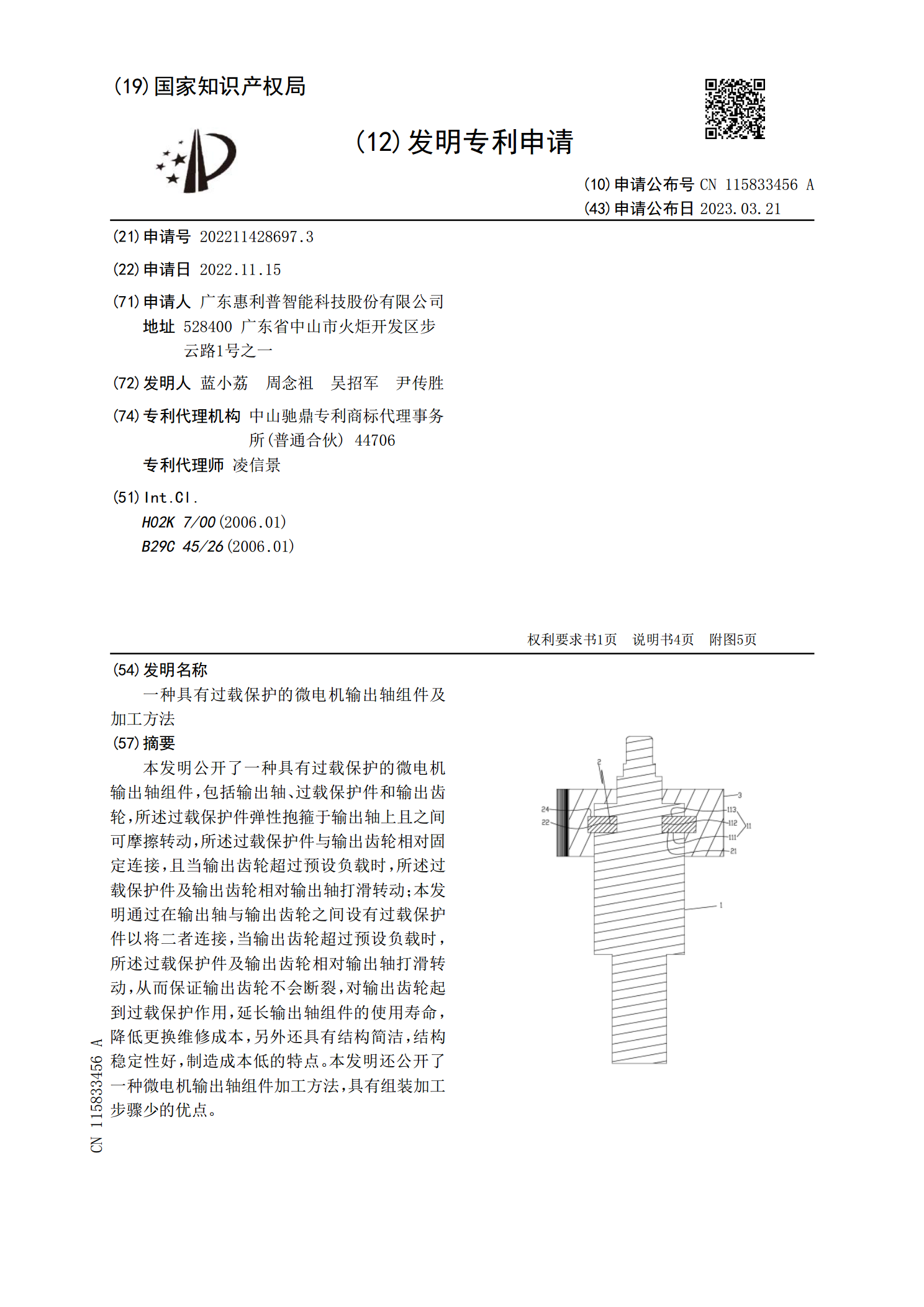
一种具有过载保护的微电机输出轴组件及加工方法.pdf
本发明公开了一种具有过载保护的微电机输出轴组件,包括输出轴、过载保护件和输出齿轮,所述过载保护件弹性抱箍于输出轴上且之间可摩擦转动,所述过载保护件与输出齿轮相对固定连接,且当输出齿轮超过预设负载时,所述过载保护件及输出齿轮相对输出轴打滑转动;本发明通过在输出轴与输出齿轮之间设有过载保护件以将二者连接,当输出齿轮超过预设负载时,所述过载保护件及输出齿轮相对输出轴打滑转动,从而保证输出齿轮不会断裂,对输出齿轮起到过载保护作用,延长输出轴组件的使用寿命,降低更换维修成本,另外还具有结构简洁,结构稳定性好,制造成
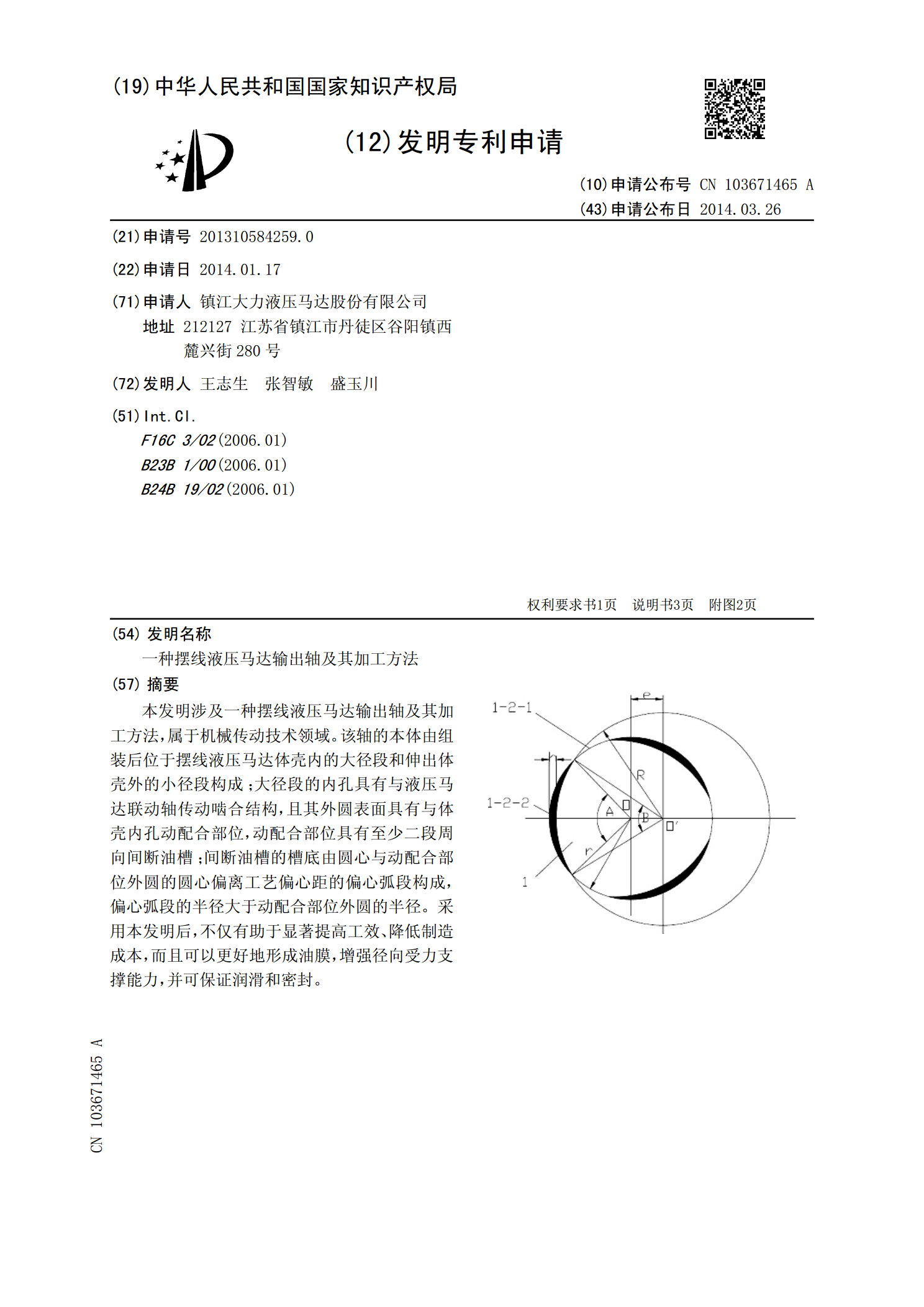
一种摆线液压马达输出轴及其加工方法.pdf
本发明涉及一种摆线液压马达输出轴及其加工方法,属于机械传动技术领域。该轴的本体由组装后位于摆线液压马达体壳内的大径段和伸出体壳外的小径段构成;大径段的内孔具有与液压马达联动轴传动啮合结构,且其外圆表面具有与体壳内孔动配合部位,动配合部位具有至少二段周向间断油槽;间断油槽的槽底由圆心与动配合部位外圆的圆心偏离工艺偏心距的偏心弧段构成,偏心弧段的半径大于动配合部位外圆的半径。采用本发明后,不仅有助于显著提高工效、降低制造成本,而且可以更好地形成油膜,增强径向受力支撑能力,并可保证润滑和密封。

减速器输出轴加工方法.pdf
本发明减速器输出轴加工方法涉及机械加工领域,具体涉及减速器输出轴加工方法,包括以下步骤:按要求下毛坯料;热处理:对毛坯料进行正火处理;镗削,在镗床上,校正外径,预留加工余量,钻中心孔;粗车,对工件进行车削加工,车削至要求尺寸;检验,对工件进行超声波探伤;热处理,对工件进行调质处理255~286HBS;车削,对工件进行工件外形校正,使径向跳动小于0.15mm,精修两端中心孔,径向留磨削余量0.8-1.0mm;钻削,打起吊孔;外磨,粗磨各轴颈,并预留0.4mm的精磨加工余量;铣,按图上键槽加工至要求尺寸。本发
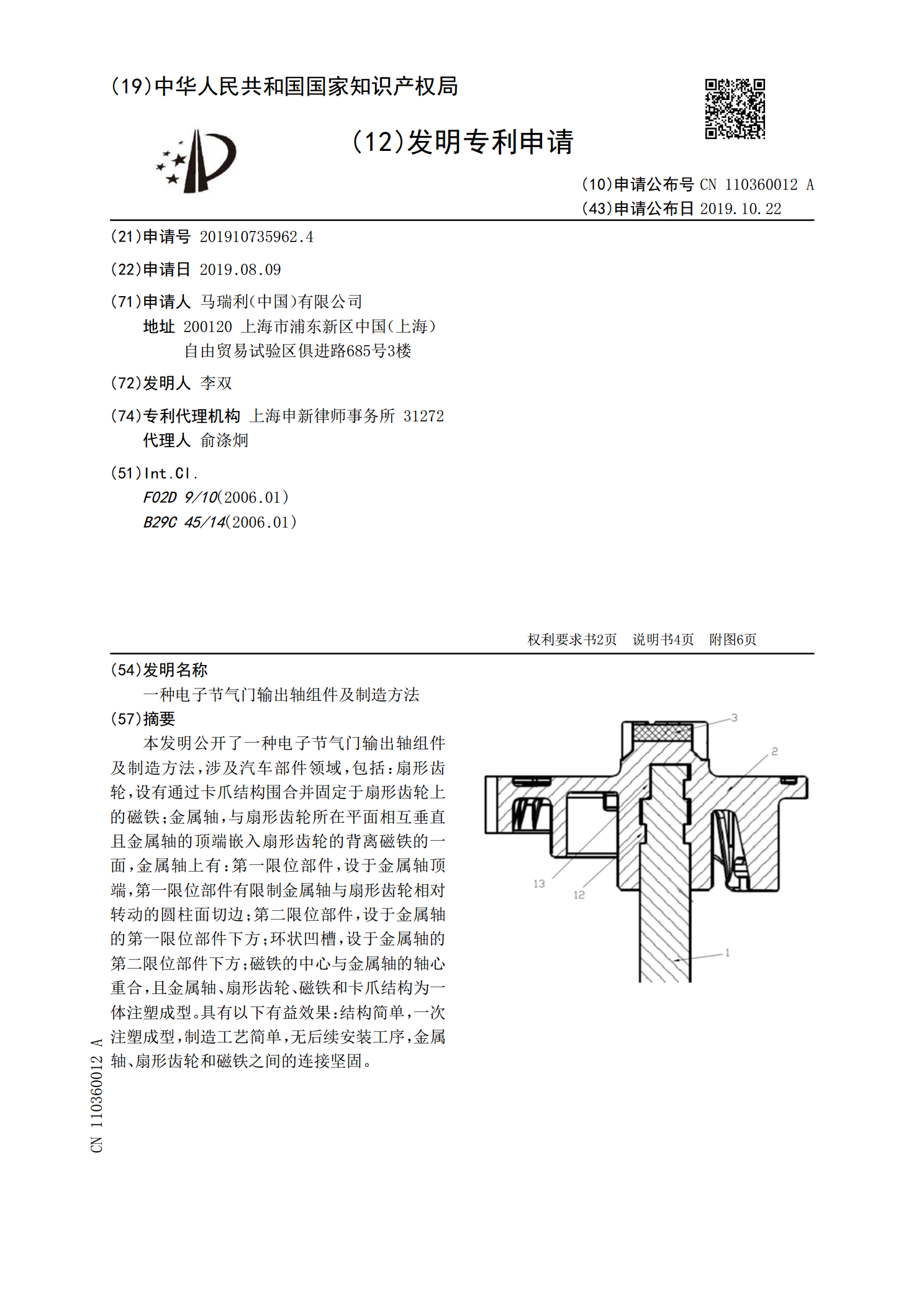
一种电子节气门输出轴组件及制造方法.pdf
本发明公开了一种电子节气门输出轴组件及制造方法,涉及汽车部件领域,包括:扇形齿轮,设有通过卡爪结构围合并固定于扇形齿轮上的磁铁;金属轴,与扇形齿轮所在平面相互垂直且金属轴的顶端嵌入扇形齿轮的背离磁铁的一面,金属轴上有:第一限位部件,设于金属轴顶端,第一限位部件有限制金属轴与扇形齿轮相对转动的圆柱面切边;第二限位部件,设于金属轴的第一限位部件下方;环状凹槽,设于金属轴的第二限位部件下方;磁铁的中心与金属轴的轴心重合,且金属轴、扇形齿轮、磁铁和卡爪结构为一体注塑成型。具有以下有益效果:结构简单,一次注塑成型,