
超大深盲孔壳体的锻造成型方法.pdf

是你****馨呀

1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超大深盲孔壳体的锻造成型方法.pdf
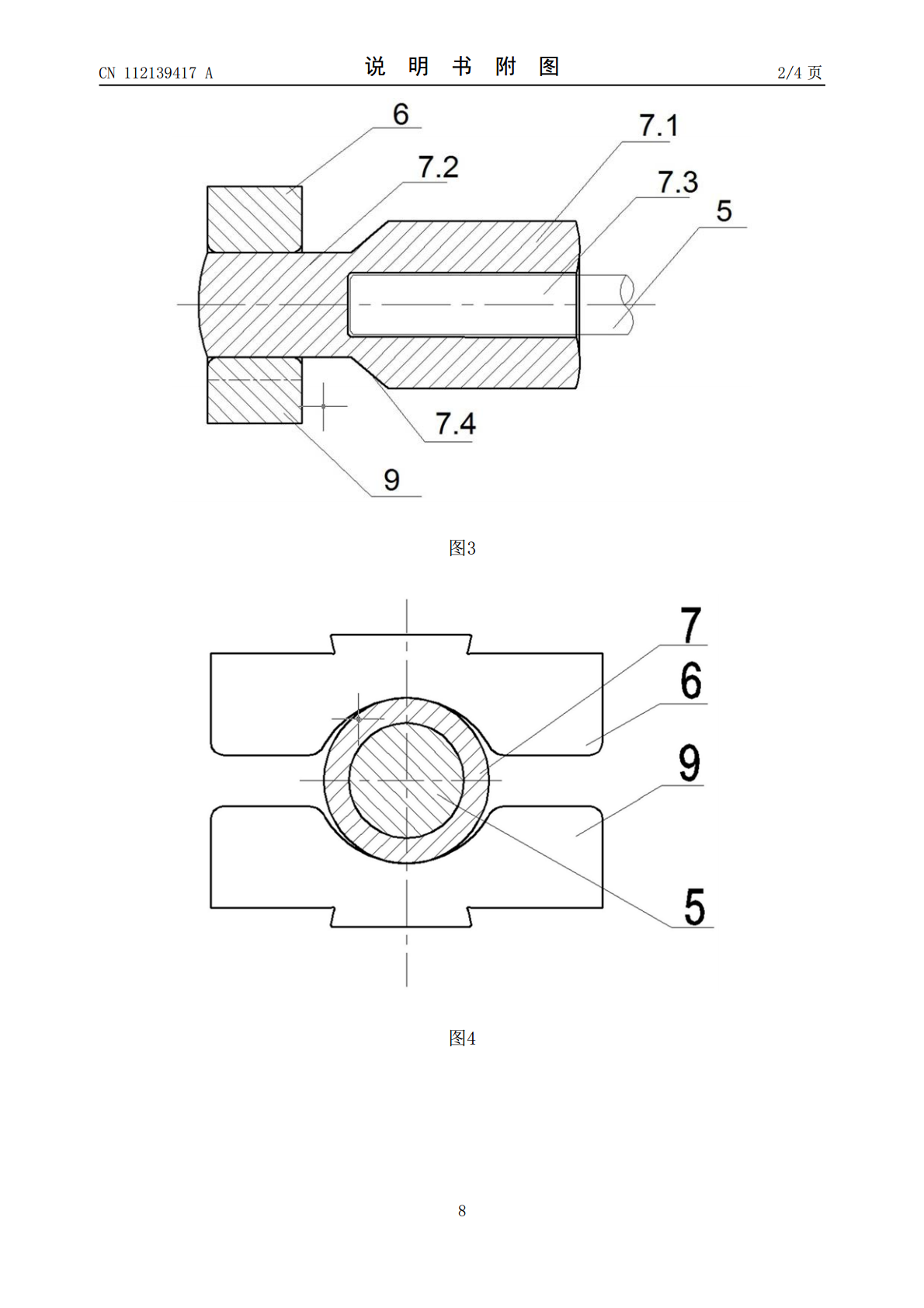
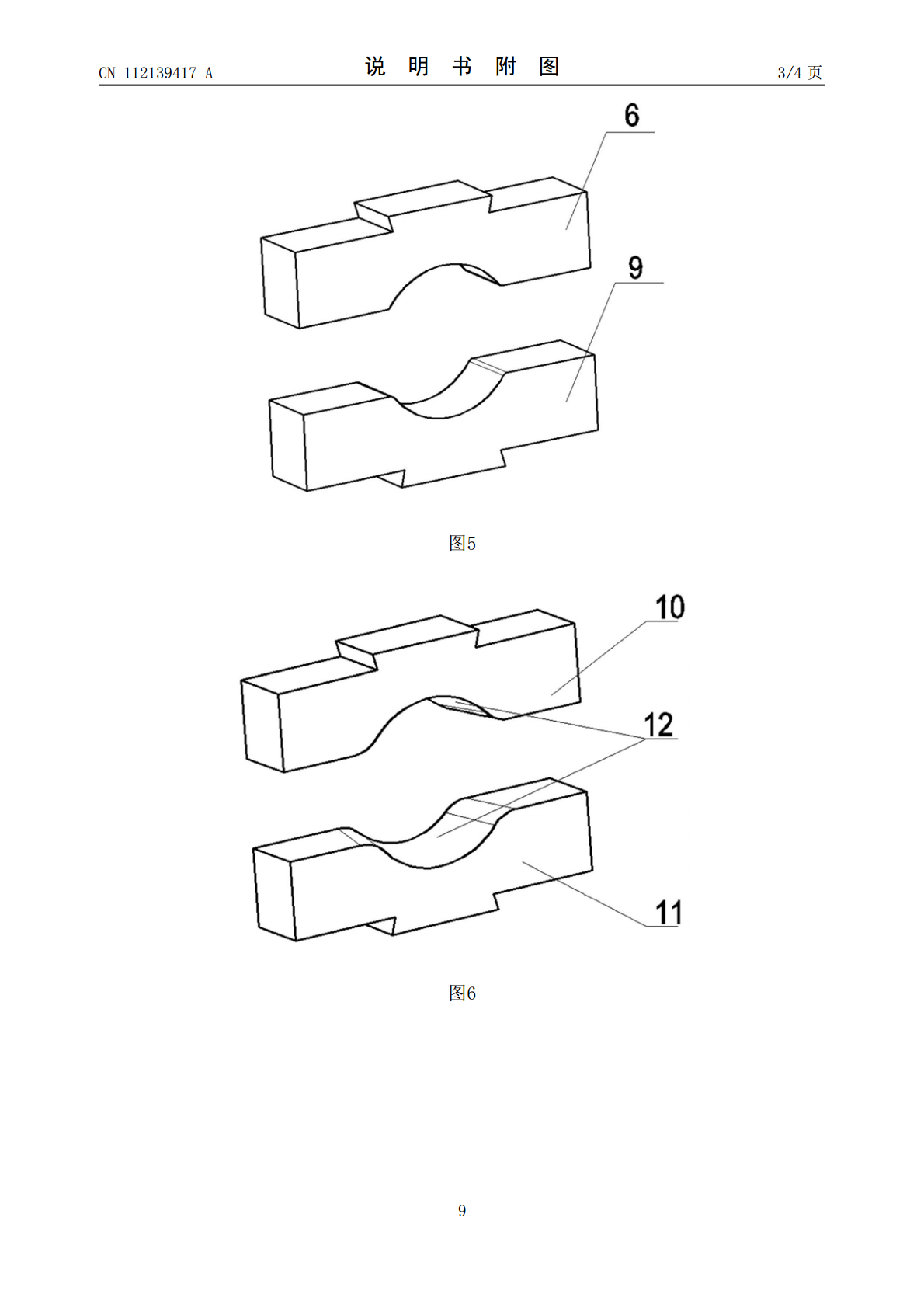
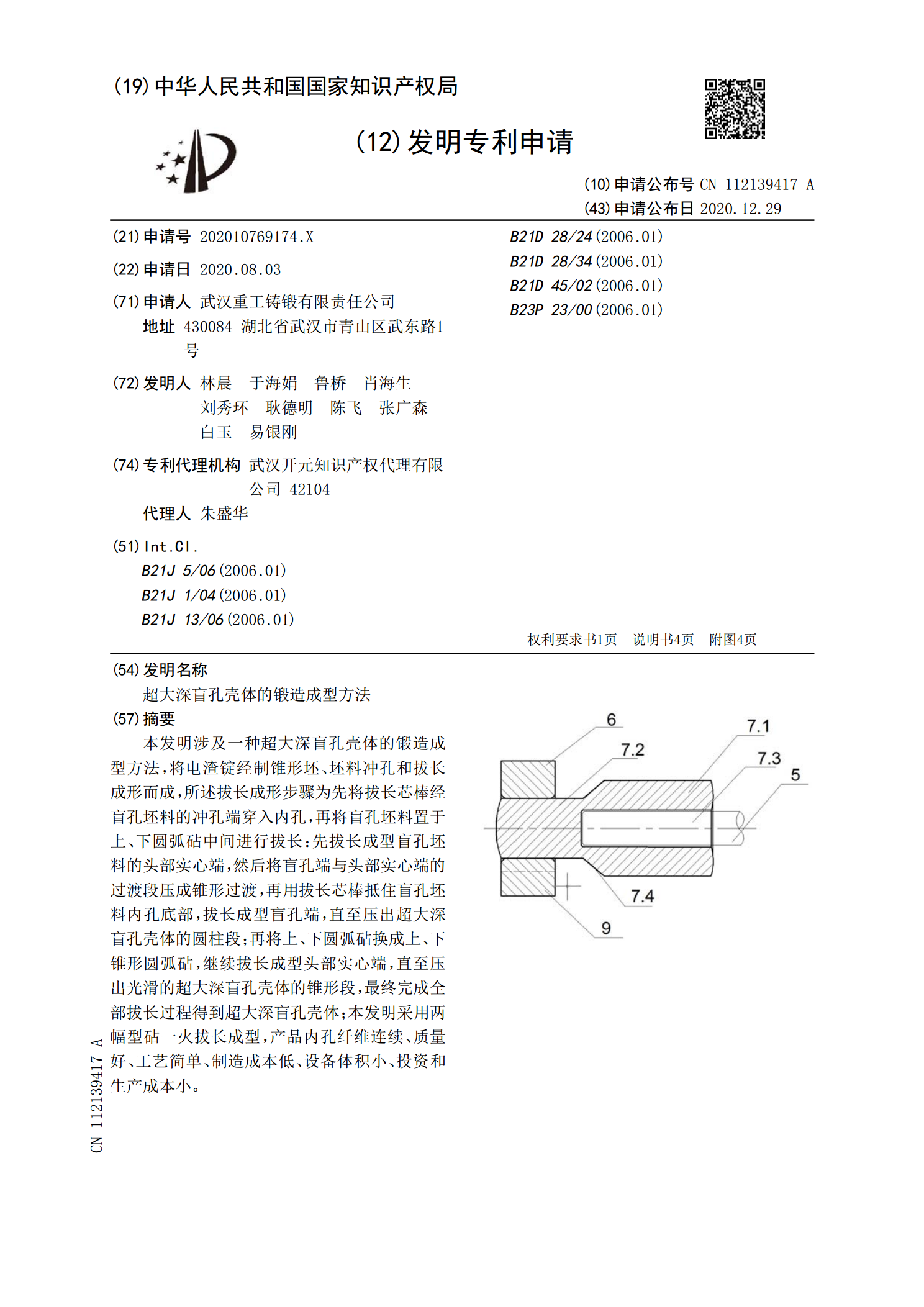
本发明涉及一种超大深盲孔壳体的锻造成型方法,将电渣锭经制锥形坯、坯料冲孔和拔长成形而成,所述拔长成形步骤为先将拔长芯棒经盲孔坯料的冲孔端穿入内孔,再将盲孔坯料置于上、下圆弧砧中间进行拔长:先拔长成型盲孔坯料的头部实心端,然后将盲孔端与头部实心端的过渡段压成锥形过渡,再用拔长芯棒抵住盲孔坯料内孔底部,拔长成型盲孔端,直至压出超大深盲孔壳体的圆柱段;再将上、下圆弧砧换成上、下锥形圆弧砧,继续拔长成型头部实心端,直至压出光滑的超大深盲孔壳体的锥形段,最终完成全部拔长过程得到超大深盲孔壳体;本发明采用两幅型砧一火

用于薄壁深盲孔壳体成型的方法.pdf
本发明公开了一种用于薄壁深盲孔壳体成型的方法,解决了现有壳体成型方法难以生产精度更高的壳体。技术方案包括将电渣锭经制锥形坯、坯料冲孔和冲压成型而成,冲压成型步骤为,将坯料冲孔后得到的盲孔坯料高温保温出炉后置于冲压成型模具的模圈顶面,冲杆插入盲孔坯料的盲孔中,压机施加力,带动冲杆向下压使盲孔坯料整体穿过模圈的内孔进入筒体内;提起冲杆及盲孔坯料,更换新的模圈重复上述步骤,直至盲孔坯料的外径尺寸达到设计要求为止,成型出最终壳体;每次冲压成型时,模圈的下部型腔直径要比过该模圈的盲孔坯料直径小。本发明工艺简单、生产

深盲孔壳体电镀装置及其控制方法.pdf
本发明提供一种深盲孔壳体电镀装置及其控制方法,其中的深盲孔壳体电镀装置,包括与电源的正极电连接的阳极板、与所述电源的负极电连接的阴极装置,还包括处于所述阳极板与所述阴极装置之间的辅助阳极,所述辅助阳极具有柱体,所述柱体上构造有与电镀液泵送装置连通的输液通道,所述柱体的顶部具有所述输液通道的出液口,所述柱体上能够倒置扣装深盲孔壳体,当所述电镀液泵送装置运行时,所述深盲孔壳体能够在所述出液口喷出的电镀液的冲力作用下被抬起以与处于所述辅助阳极上方的所述阴极装置接触。本发明使所述深盲孔壳体的内外壁镀层膜厚更均匀,
深盲孔的加工方法.pdf
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;
一种深盲孔大底厚壳体构件及其制备方法.pdf
本发明提供了一种深盲孔大底厚壳体构件及其制备方法,其上部结构具有直径为D1的第一节段、直径为D2的第二节段,下部结构具有直径为D3的第三节段和直径为D4的尖端,D1=D2+(5~20)mm,D2=D3*(1.2~2)mm,D3=D4*(1.1~3)mm;制备方法步骤包括:采用开放内型挤压成形模具成型出盲孔的上部结构和实心下部结构,得中成型件;采用二次挤压工艺将所得中成型件的第一节段挤压至设计长度,得终成型件,并切去终成型件端部余量。采用本发明方案制得的深盲孔大底厚壳体构件,其延伸率≥12%、表层硬度达HR