
一种快速脱落梨头柄齿轮的成型方法.pdf

小沛****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速脱落梨头柄齿轮的成型方法.pdf
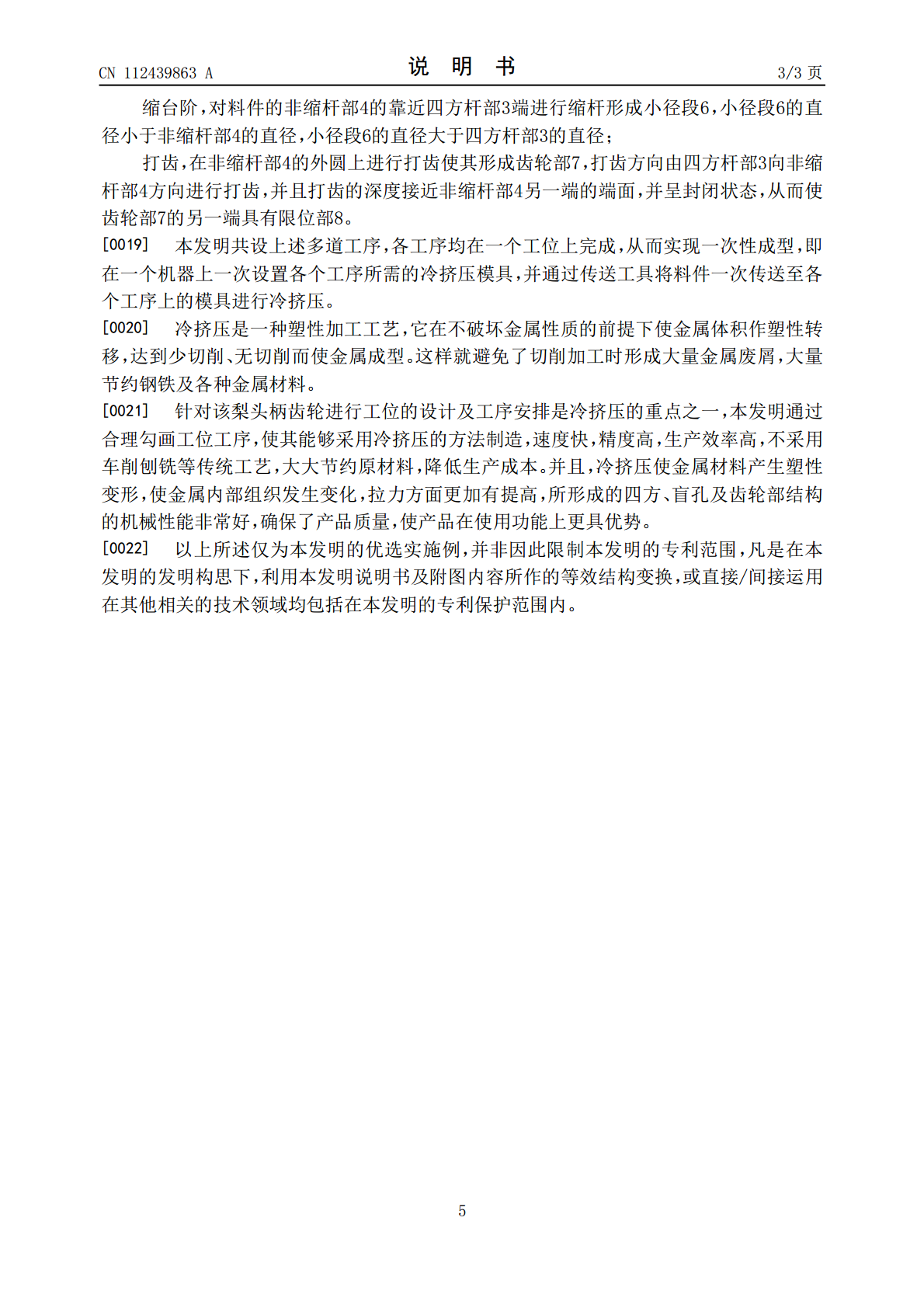
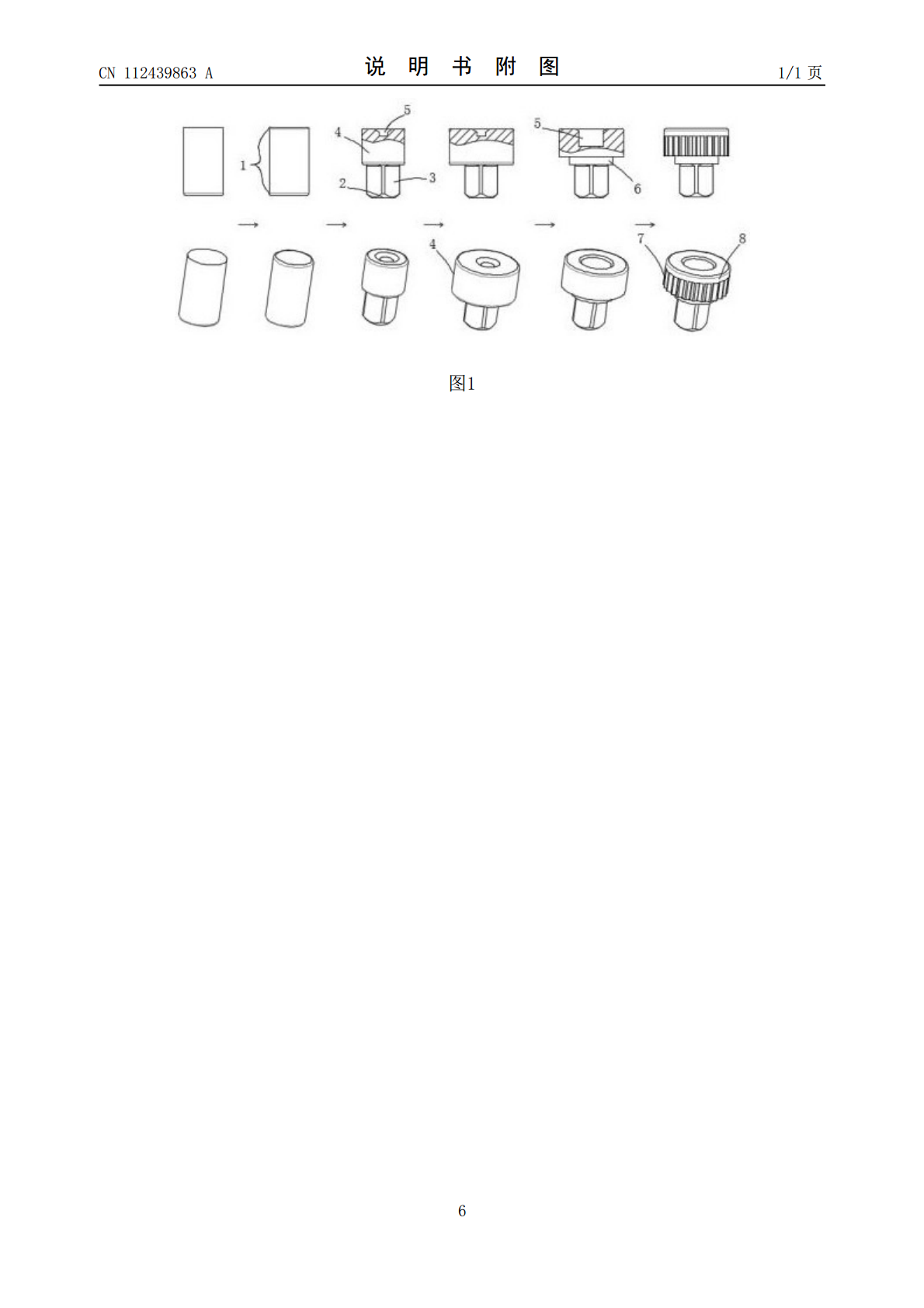
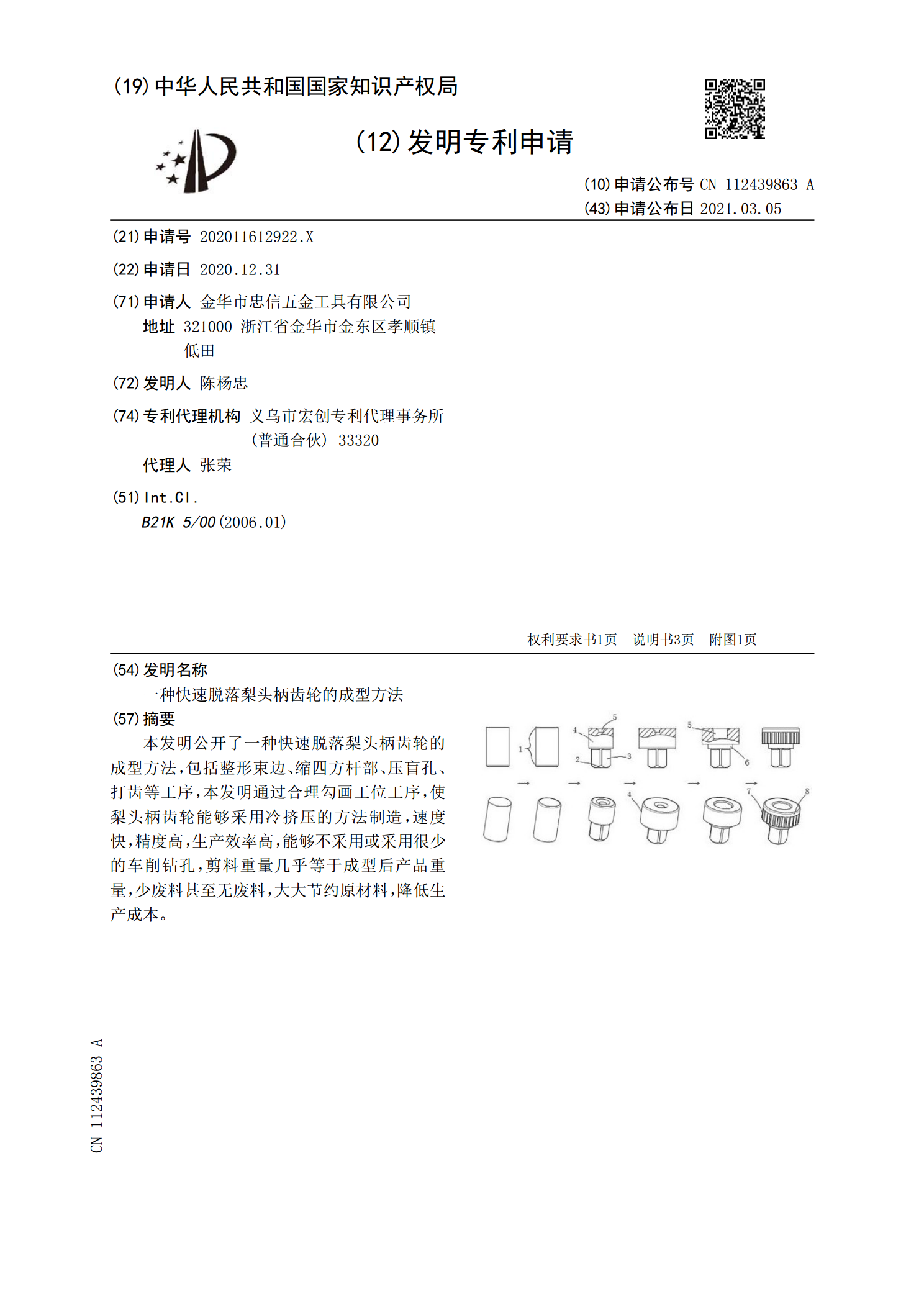
本发明公开了一种快速脱落梨头柄齿轮的成型方法,包括整形束边、缩四方杆部、压盲孔、打齿等工序,本发明通过合理勾画工位工序,使梨头柄齿轮能够采用冷挤压的方法制造,速度快,精度高,生产效率高,能够不采用或采用很少的车削钻孔,剪料重量几乎等于成型后产品重量,少废料甚至无废料,大大节约原材料,降低生产成本。

一种快速脱落棘轮手柄的多工位冷挤压成型方法.pdf
本发明属于棘轮扳手技术领域,具体涉及一种快速脱落棘轮手柄的多工位冷挤压成型方法,其特征在于,它还包括如下工位:料件在球头部位经模具冷挤制成引孔毛坯;经模具冷挤制成拉伸扩孔毛坯;在料件的端面上,再次经模具冷挤压,制成继续拉伸扩孔毛坯;将料件斜度内孔进行通角,制成直角内孔毛坯;经模具挤压出T型台阶内孔,制成T型台阶内孔毛坯;经模具——通偏心孔模具和通偏心孔冲棒冷挤压,冲掉通偏心孔废料,得到通偏心孔。本发明采用了多工位冷挤压成型方法加工快速脱落棘轮手柄,料件无需多工位高频加热,节电节水、环保;上、下工位之间,料
一种成型主机齿轮啮合快速换型装置.pdf
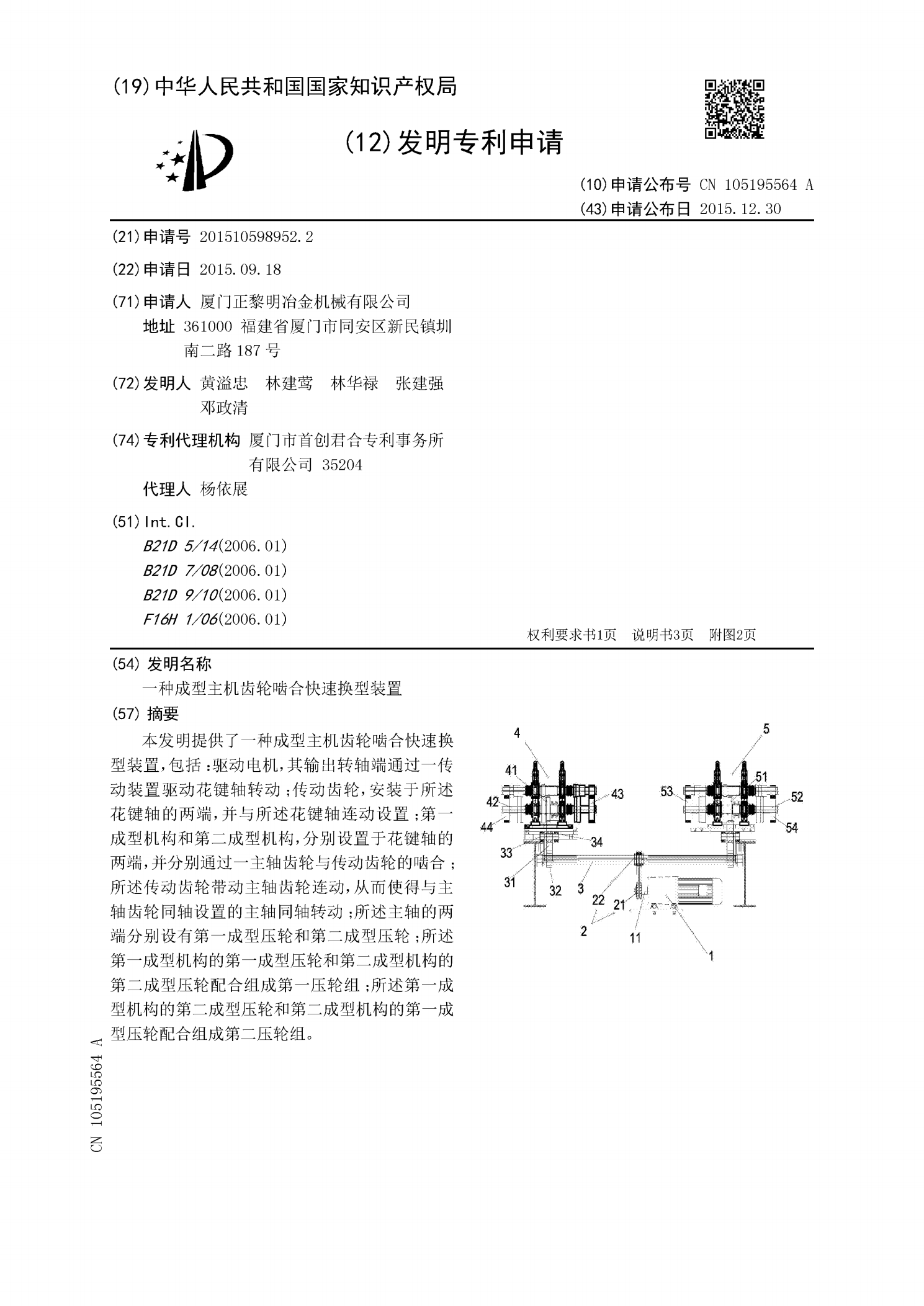
本发明提供了一种成型主机齿轮啮合快速换型装置,包括:驱动电机,其输出转轴端通过一传动装置驱动花键轴转动;传动齿轮,安装于所述花键轴的两端,并与所述花键轴连动设置;第一成型机构和第二成型机构,分别设置于花键轴的两端,并分别通过一主轴齿轮与传动齿轮的啮合;所述传动齿轮带动主轴齿轮连动,从而使得与主轴齿轮同轴设置的主轴同轴转动;所述主轴的两端分别设有第一成型压轮和第二成型压轮;所述第一成型机构的第一成型压轮和第二成型机构的第二成型压轮配合组成第一压轮组;所述第一成型机构的第二成型压轮和第二成型机构的第一成型压轮

一种行星齿轮成型方法.pdf
本发明公开了一种行星齿轮成型方法,属于齿轮生产技术领域。所述方法依次包括预锻、热切边、终锻和冷切边工序,所述预锻和终锻均采用模具冲压成型;所述终锻工序使用的模具的模腔与待加工的齿轮的形状一致,所述预锻工序使用的模具的模腔与终锻工序使用的模具的模腔基本一致,不同之处在于:面锥(3)平行抬高0.1‑0.5mm,根锥(4)平行加深0.3‑0.8mm,背锥(2)旋转6‑15°,弧齿厚增加0.25‑0.55mm。该方法通过预终锻模具分开的设计及应用,提高齿形的锻造精度和齿面光洁度,增强了我厂产品的市场竞争力。

一种用于齿轮坯成型的工艺方法及用于齿轮坯成型的轧机.pdf
本发明提供一种用于齿轮坯成型的工艺方法,还涉及用于齿轮坯成型的轧机,齿轮坯(1)成型时,通过切割部件将齿轮坯加工原料切割成齿轮坯原件,对原件加热,将原件锻造出预成型齿轮坯,工艺方法还包括对预成型齿轮坯进行轧制处理步骤,轧制处理进行时,轧机(4)的辐板辊(5)和主轧辊(6)在轧机(4)的控制器(7)控制下不断旋转,辐板辊(5)和主轧辊(6)对齿轮坯(1)的辐板部(8)和端面部(9)进行旋转轧制,制成齿轮坯(1),本发明的工艺方法及轧机,得到余量分布合理、性能优越的齿轮坯,加工出的齿轮坯材质致密度高,金属的成