
一种行星齿轮成型方法.pdf

秀美****甜v


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种行星齿轮成型方法.pdf
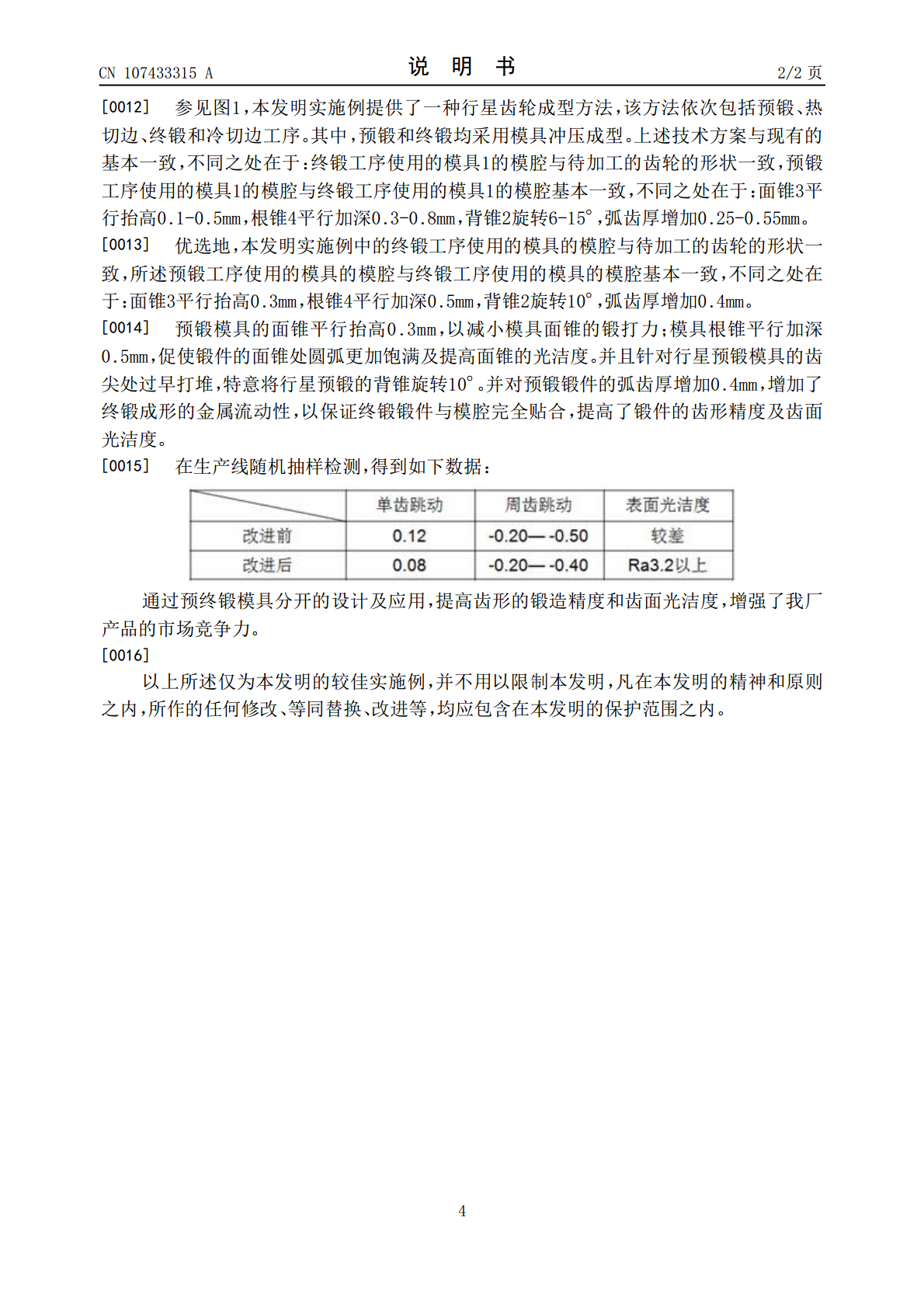
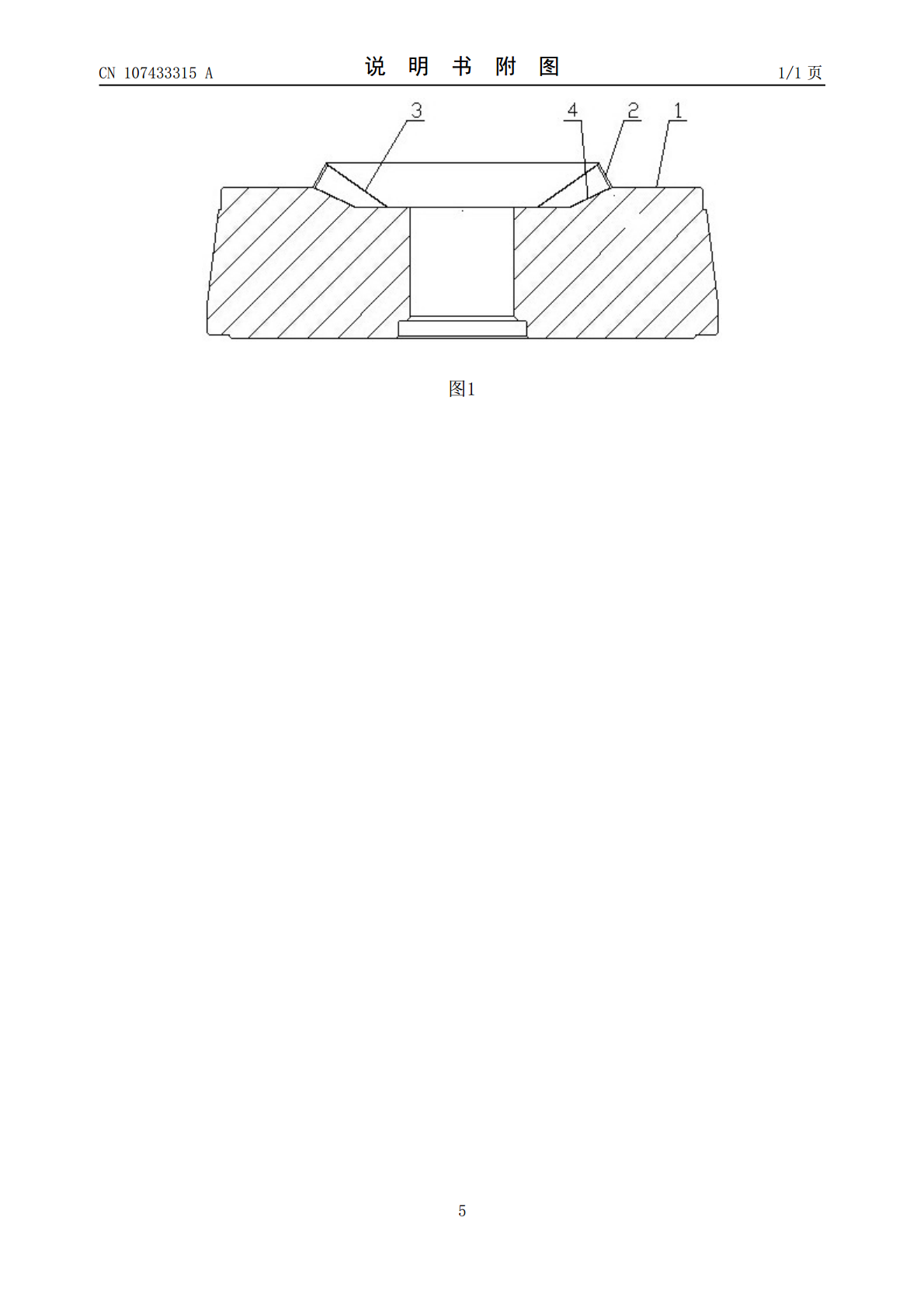
本发明公开了一种行星齿轮成型方法,属于齿轮生产技术领域。所述方法依次包括预锻、热切边、终锻和冷切边工序,所述预锻和终锻均采用模具冲压成型;所述终锻工序使用的模具的模腔与待加工的齿轮的形状一致,所述预锻工序使用的模具的模腔与终锻工序使用的模具的模腔基本一致,不同之处在于:面锥(3)平行抬高0.1‑0.5mm,根锥(4)平行加深0.3‑0.8mm,背锥(2)旋转6‑15°,弧齿厚增加0.25‑0.55mm。该方法通过预终锻模具分开的设计及应用,提高齿形的锻造精度和齿面光洁度,增强了我厂产品的市场竞争力。

一种行星齿轮粉末冶金成型方法.pdf
本发明涉及一种行星齿轮粉末冶金成型方法,其特征在于:具体方法为:将石墨粉1‑5份、电解铜粉5‑10份、软脂酸2‑8份、氧化镍5‑8份、还原铁粉50‑98份、硫化亚锰1‑5份、氧化铝5‑10份、易切削剂0.2‑0.5份、微粉蜡0.5‑1份和增强剂0.2‑0.5份;在60—70MPa的压强下压制成设定形状的坯料备用;将所述产品坯料件送入烧结电炉中烧结成半成品件;经过浸油和蒸汽处理,清洗得到成品;本配方对环境污染小,本方法简化生产步骤,提高生产效率。
一种行星架行星齿轮安装方法及行星架行星齿轮安装装置.pdf
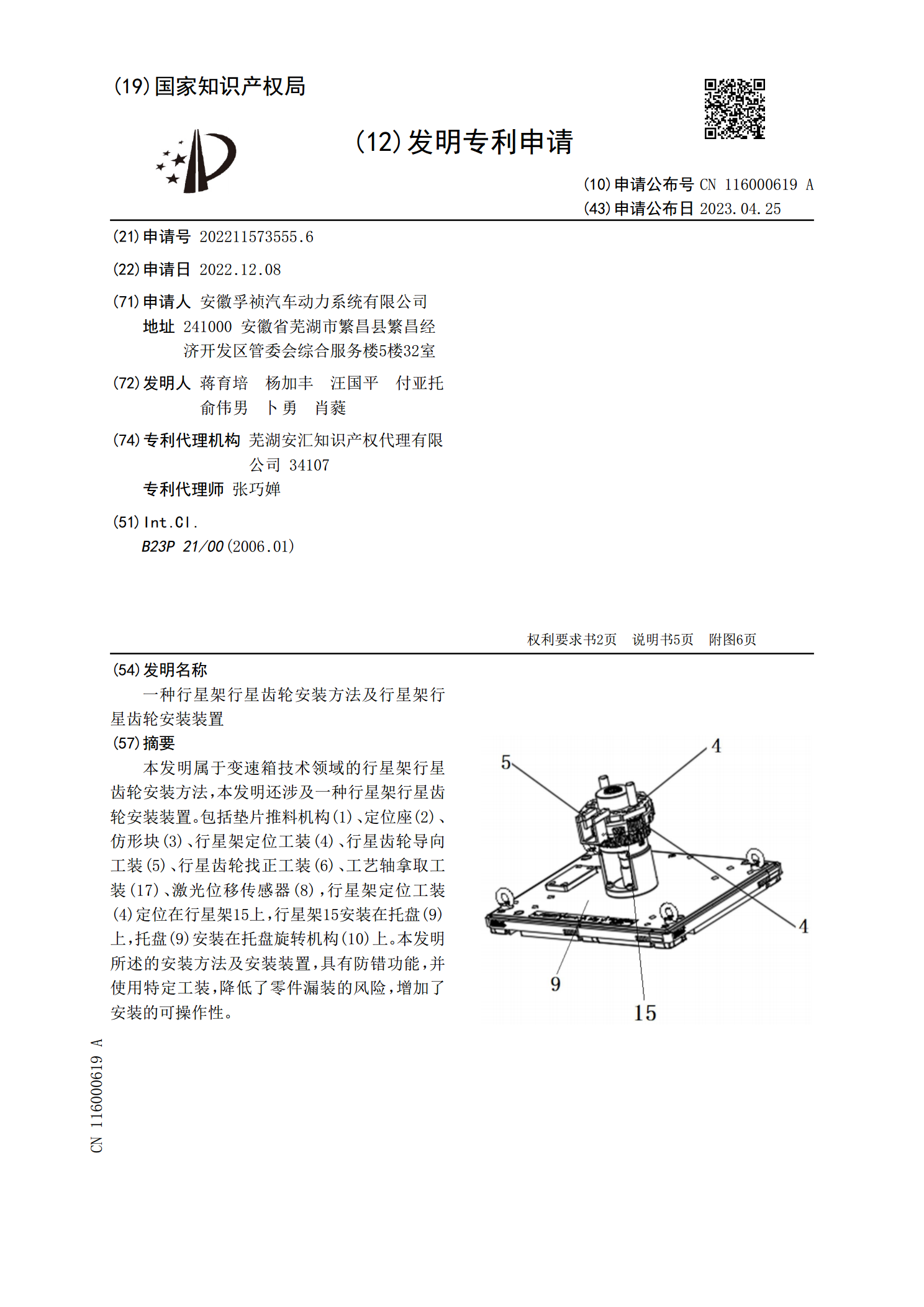
本发明属于变速箱技术领域的行星架行星齿轮安装方法,本发明还涉及一种行星架行星齿轮安装装置。包括垫片推料机构(1)、定位座(2)、仿形块(3)、行星架定位工装(4)、行星齿轮导向工装(5)、行星齿轮找正工装(6)、工艺轴拿取工装(17)、激光位移传感器(8),行星架定位工装(4)定位在行星架15上,行星架15安装在托盘(9)上,托盘(9)安装在托盘旋转机构(10)上。本发明所述的安装方法及安装装置,具有防错功能,并使用特定工装,降低了零件漏装的风险,增加了安装的可操作性。
行星齿轮装置及行星齿轮装置的制造方法.pdf
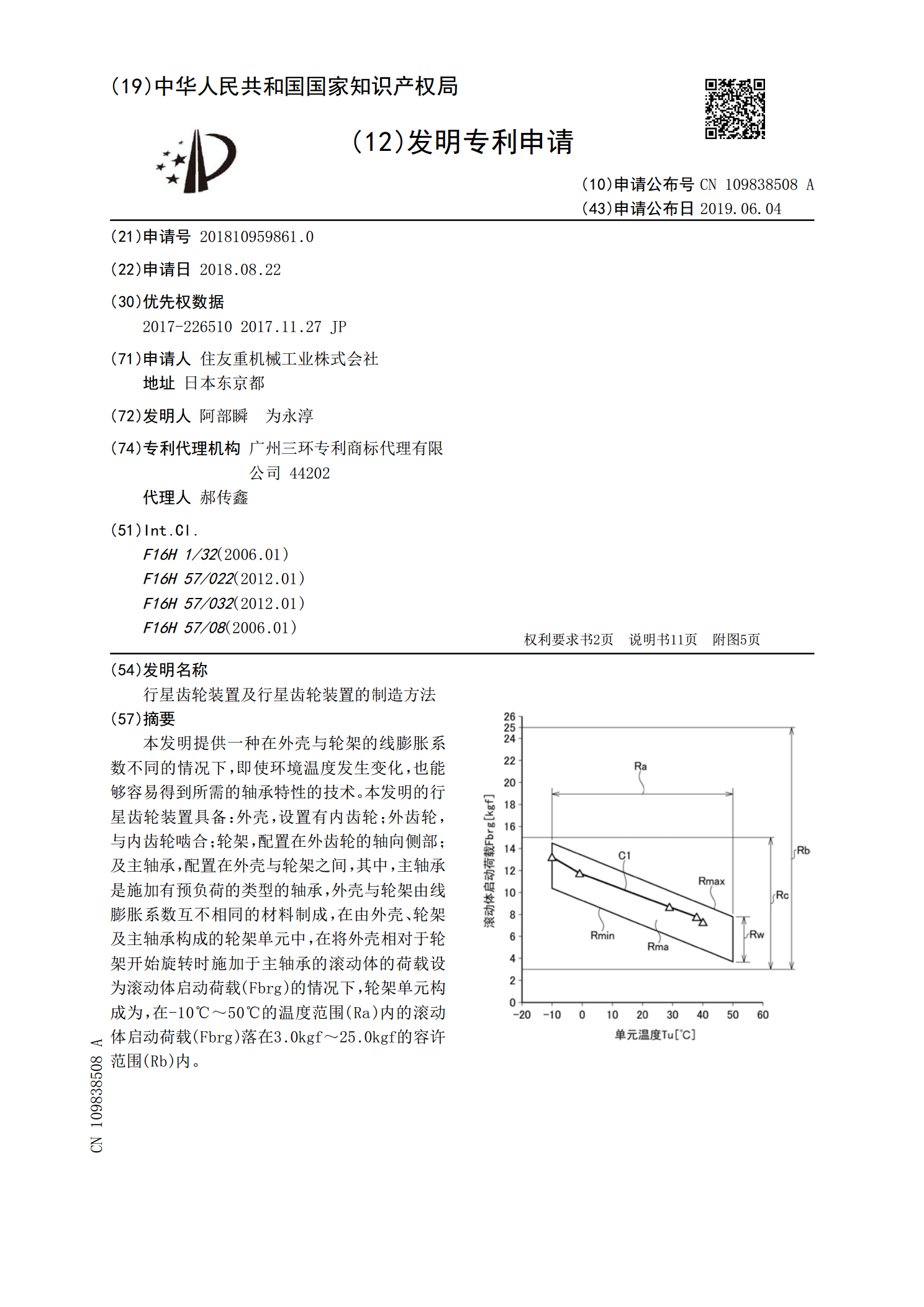
本发明提供一种在外壳与轮架的线膨胀系数不同的情况下,即使环境温度发生变化,也能够容易得到所需的轴承特性的技术。本发明的行星齿轮装置具备:外壳,设置有内齿轮;外齿轮,与内齿轮啮合;轮架,配置在外齿轮的轴向侧部;及主轴承,配置在外壳与轮架之间,其中,主轴承是施加有预负荷的类型的轴承,外壳与轮架由线膨胀系数互不相同的材料制成,在由外壳、轮架及主轴承构成的轮架单元中,在将外壳相对于轮架开始旋转时施加于主轴承的滚动体的荷载设为滚动体启动荷载(Fbrg)的情况下,轮架单元构成为,在‑10℃~50℃的温度范围(Ra)内
行星齿轮装置及行星齿轮装置的制造方法.pdf
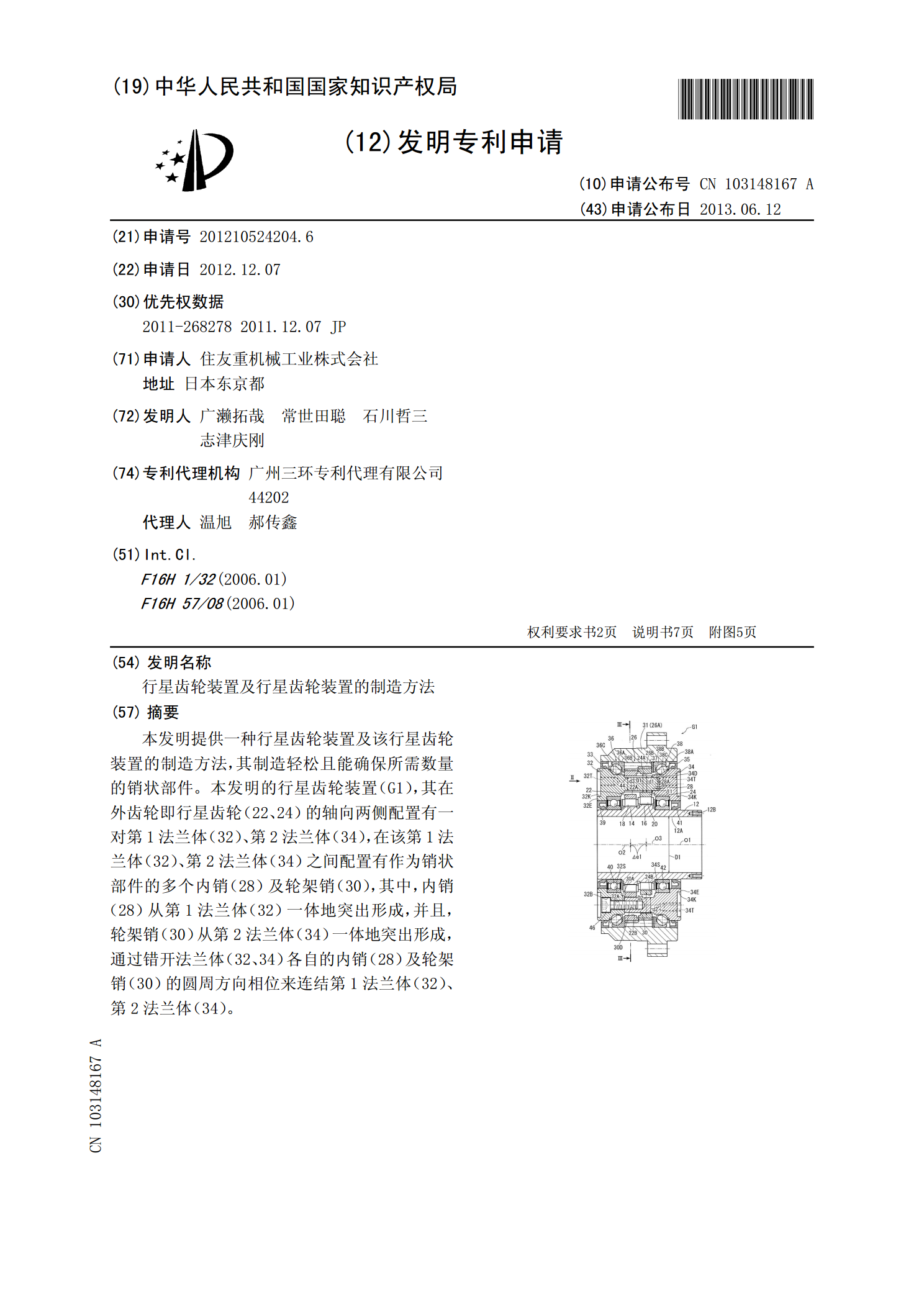
本发明提供一种行星齿轮装置及该行星齿轮装置的制造方法,其制造轻松且能确保所需数量的销状部件。本发明的行星齿轮装置(G1),其在外齿轮即行星齿轮(22、24)的轴向两侧配置有一对第1法兰体(32)、第2法兰体(34),在该第1法兰体(32)、第2法兰体(34)之间配置有作为销状部件的多个内销(28)及轮架销(30),其中,内销(28)从第1法兰体(32)一体地突出形成,并且,轮架销(30)从第2法兰体(34)一体地突出形成,通过错开法兰体(32、34)各自的内销(28)及轮架销(30)的圆周方向相位来连结第