
一种用于齿轮坯成型的工艺方法及用于齿轮坯成型的轧机.pdf

兴朝****45


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于齿轮坯成型的工艺方法及用于齿轮坯成型的轧机.pdf
本发明提供一种用于齿轮坯成型的工艺方法,还涉及用于齿轮坯成型的轧机,齿轮坯(1)成型时,通过切割部件将齿轮坯加工原料切割成齿轮坯原件,对原件加热,将原件锻造出预成型齿轮坯,工艺方法还包括对预成型齿轮坯进行轧制处理步骤,轧制处理进行时,轧机(4)的辐板辊(5)和主轧辊(6)在轧机(4)的控制器(7)控制下不断旋转,辐板辊(5)和主轧辊(6)对齿轮坯(1)的辐板部(8)和端面部(9)进行旋转轧制,制成齿轮坯(1),本发明的工艺方法及轧机,得到余量分布合理、性能优越的齿轮坯,加工出的齿轮坯材质致密度高,金属的成

一种用于注射压缩成型的瓶坯成型机工艺和方法.docx
一种用于注射压缩成型的瓶坯成型机工艺和方法注射压缩成型(InjectionCompressionMolding,ICM)是一种常用于塑料瓶坯制造的高效工艺。本论文将介绍ICM的工艺原理、优势与应用,并探讨ICM在瓶坯成型中的应用案例。一、工艺原理ICM是结合了射出成型和压缩成型的工艺。其基本原理是在注射成型过程中加入了一个压缩力,在塑料熔融状态下对模具进行压缩,以降低或消除瓶坯成型过程中的松弛变形。在ICM中,瓶坯的压缩力通过模具的闭合运动和瓶坯内部的膨胀力来实现。ICM工艺主要包括以下步骤:1.瓶坯加热
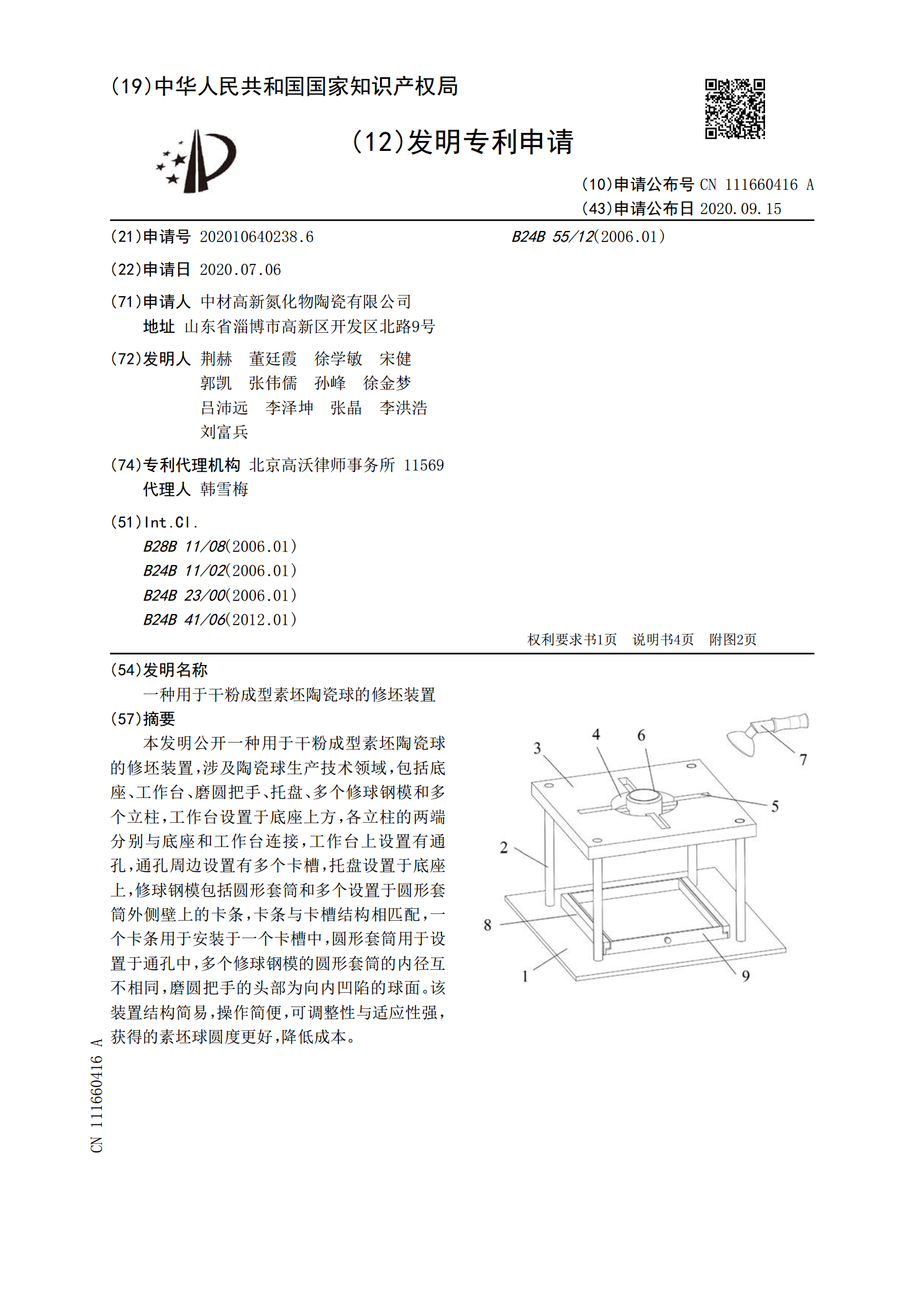
一种用于干粉成型素坯陶瓷球的修坯装置.pdf
本发明公开一种用于干粉成型素坯陶瓷球的修坯装置,涉及陶瓷球生产技术领域,包括底座、工作台、磨圆把手、托盘、多个修球钢模和多个立柱,工作台设置于底座上方,各立柱的两端分别与底座和工作台连接,工作台上设置有通孔,通孔周边设置有多个卡槽,托盘设置于底座上,修球钢模包括圆形套筒和多个设置于圆形套筒外侧壁上的卡条,卡条与卡槽结构相匹配,一个卡条用于安装于一个卡槽中,圆形套筒用于设置于通孔中,多个修球钢模的圆形套筒的内径互不相同,磨圆把手的头部为向内凹陷的球面。该装置结构简易,操作简便,可调整性与适应性强,获得的素坯
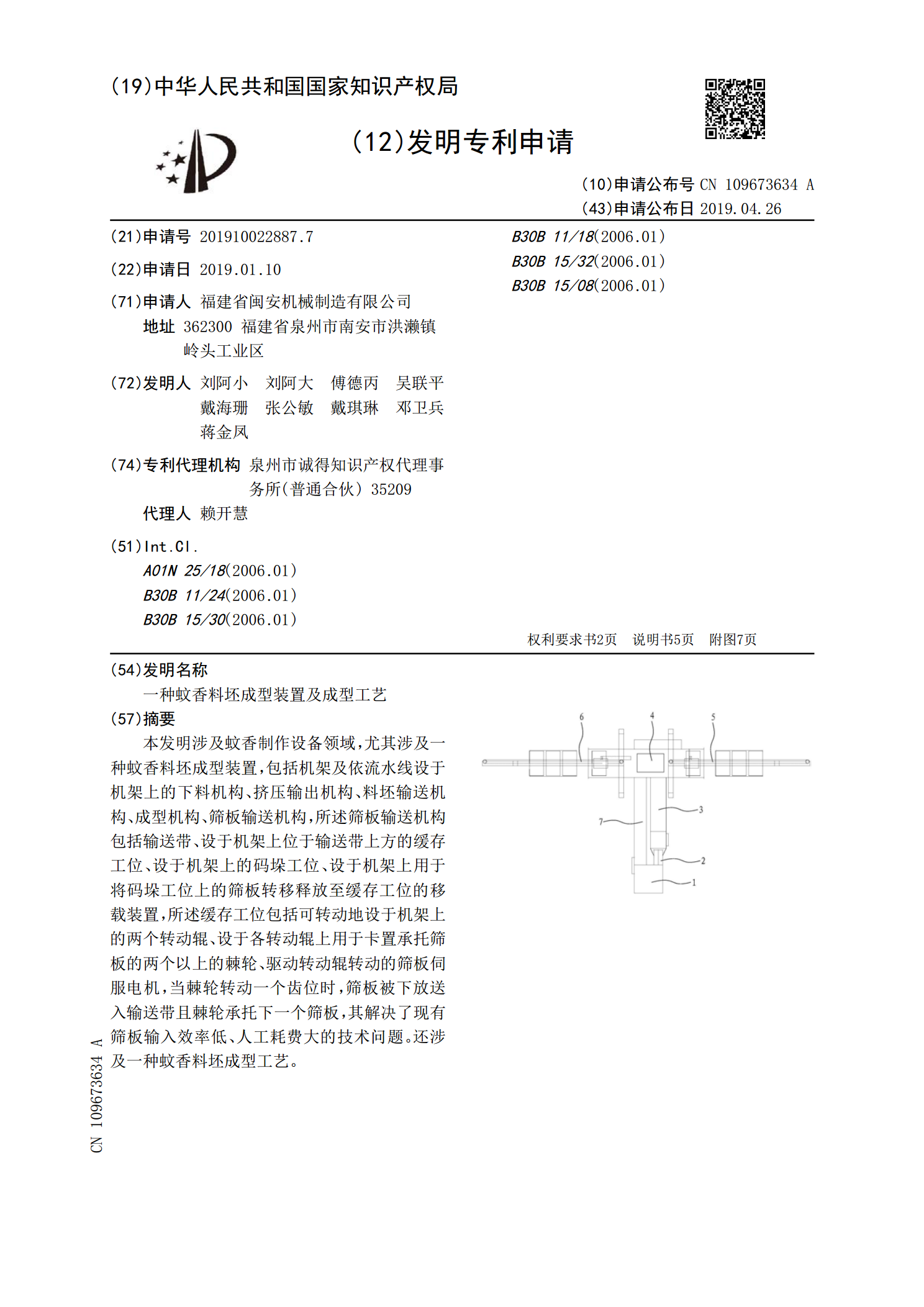
一种蚊香料坯成型装置及成型工艺.pdf
本发明涉及蚊香制作设备领域,尤其涉及一种蚊香料坯成型装置,包括机架及依流水线设于机架上的下料机构、挤压输出机构、料坯输送机构、成型机构、筛板输送机构,所述筛板输送机构包括输送带、设于机架上位于输送带上方的缓存工位、设于机架上的码垛工位、设于机架上用于将码垛工位上的筛板转移释放至缓存工位的移载装置,所述缓存工位包括可转动地设于机架上的两个转动辊、设于各转动辊上用于卡置承托筛板的两个以上的棘轮、驱动转动辊转动的筛板伺服电机,当棘轮转动一个齿位时,筛板被下放送入输送带且棘轮承托下一个筛板,其解决了现有筛板输入效
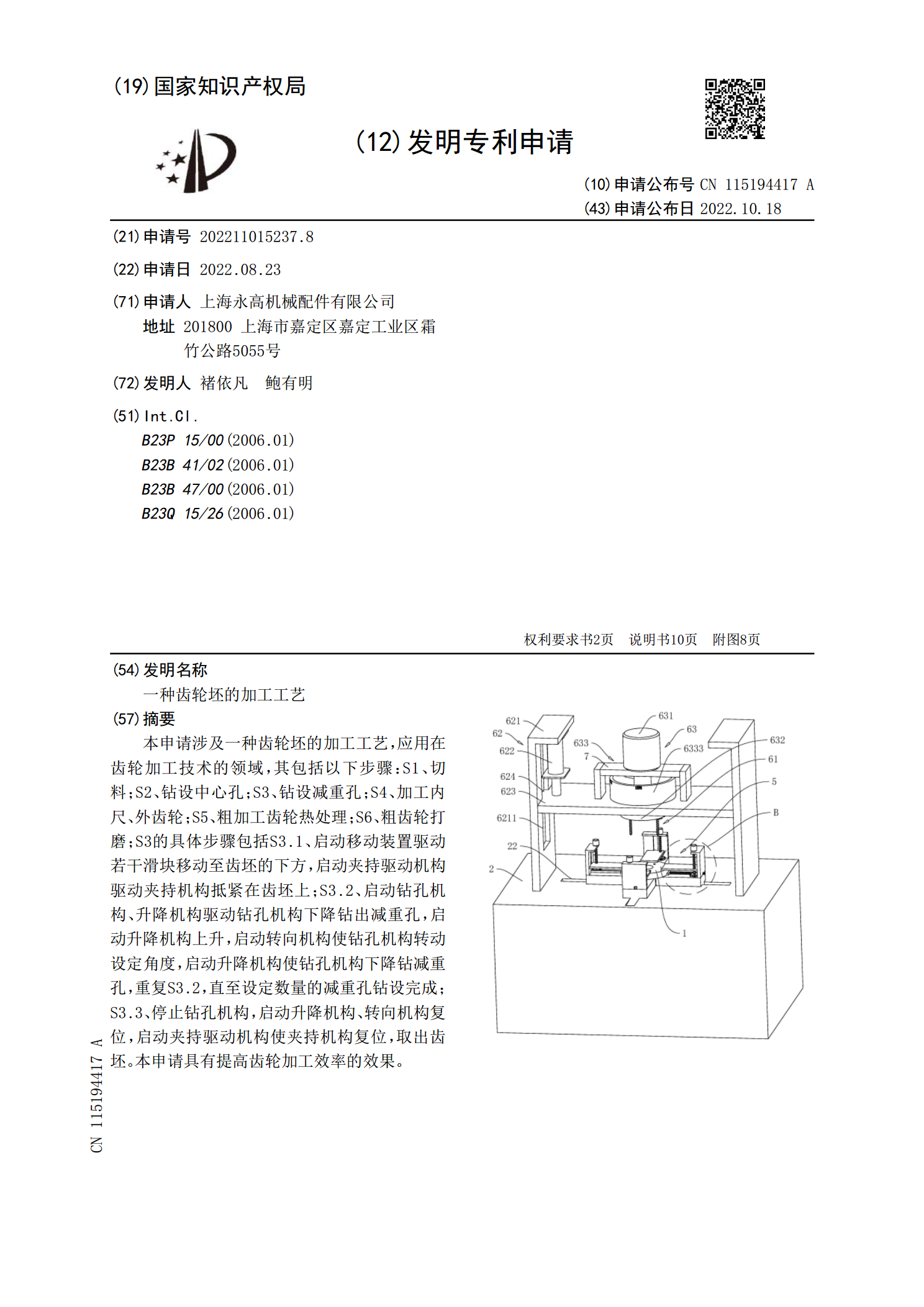
一种齿轮坯的加工工艺.pdf
本申请涉及一种齿轮坯的加工工艺,应用在齿轮加工技术的领域,其包括以下步骤:S1、切料;S2、钻设中心孔;S3、钻设减重孔;S4、加工内尺、外齿轮;S5、粗加工齿轮热处理;S6、粗齿轮打磨;S3的具体步骤包括S3.1、启动移动装置驱动若干滑块移动至齿坯的下方,启动夹持驱动机构驱动夹持机构抵紧在齿坯上;S3.2、启动钻孔机构、升降机构驱动钻孔机构下降钻出减重孔,启动升降机构上升,启动转向机构使钻孔机构转动设定角度,启动升降机构使钻孔机构下降钻减重孔,重复S3.2,直至设定数量的减重孔钻设完成;S3.3、停止钻