
一种快速脱落棘轮手柄的多工位冷挤压成型方法.pdf

猫巷****正德


1/7
2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种快速脱落棘轮手柄的多工位冷挤压成型方法.pdf
本发明属于棘轮扳手技术领域,具体涉及一种快速脱落棘轮手柄的多工位冷挤压成型方法,其特征在于,它还包括如下工位:料件在球头部位经模具冷挤制成引孔毛坯;经模具冷挤制成拉伸扩孔毛坯;在料件的端面上,再次经模具冷挤压,制成继续拉伸扩孔毛坯;将料件斜度内孔进行通角,制成直角内孔毛坯;经模具挤压出T型台阶内孔,制成T型台阶内孔毛坯;经模具——通偏心孔模具和通偏心孔冲棒冷挤压,冲掉通偏心孔废料,得到通偏心孔。本发明采用了多工位冷挤压成型方法加工快速脱落棘轮手柄,料件无需多工位高频加热,节电节水、环保;上、下工位之间,料

一种棘轮手柄的多工位冷挤压成型方法.pdf
一种棘轮手柄的多工位冷挤压成型方法,属于棘轮手柄技术领域。其特征在于它包括如下多工位冷挤压加工:将坯料料件一端经过模具冷挤压成球头;经冷挤压,压扁球头,并压出定位孔;经冷挤压,挤压出上、下二端面的引孔;经冷挤压,压扁的球头的外径扩大,上、下二端面引孔加深加大;引孔中间的废料经冷挤压,进一步压薄,并使引孔进一步加深加大,压扁的球头的外径再扩大;用冷挤压冲掉引孔中间的废料,引孔成沉孔;经冷挤压,挤压出安装定位孔,使沉孔扩径定型成为加工内齿的内齿孔;经冷挤压,挤压出与棘轮啮合的内齿。用本发明加工棘轮手柄,料件无
一种多工位棘轮开关.pdf
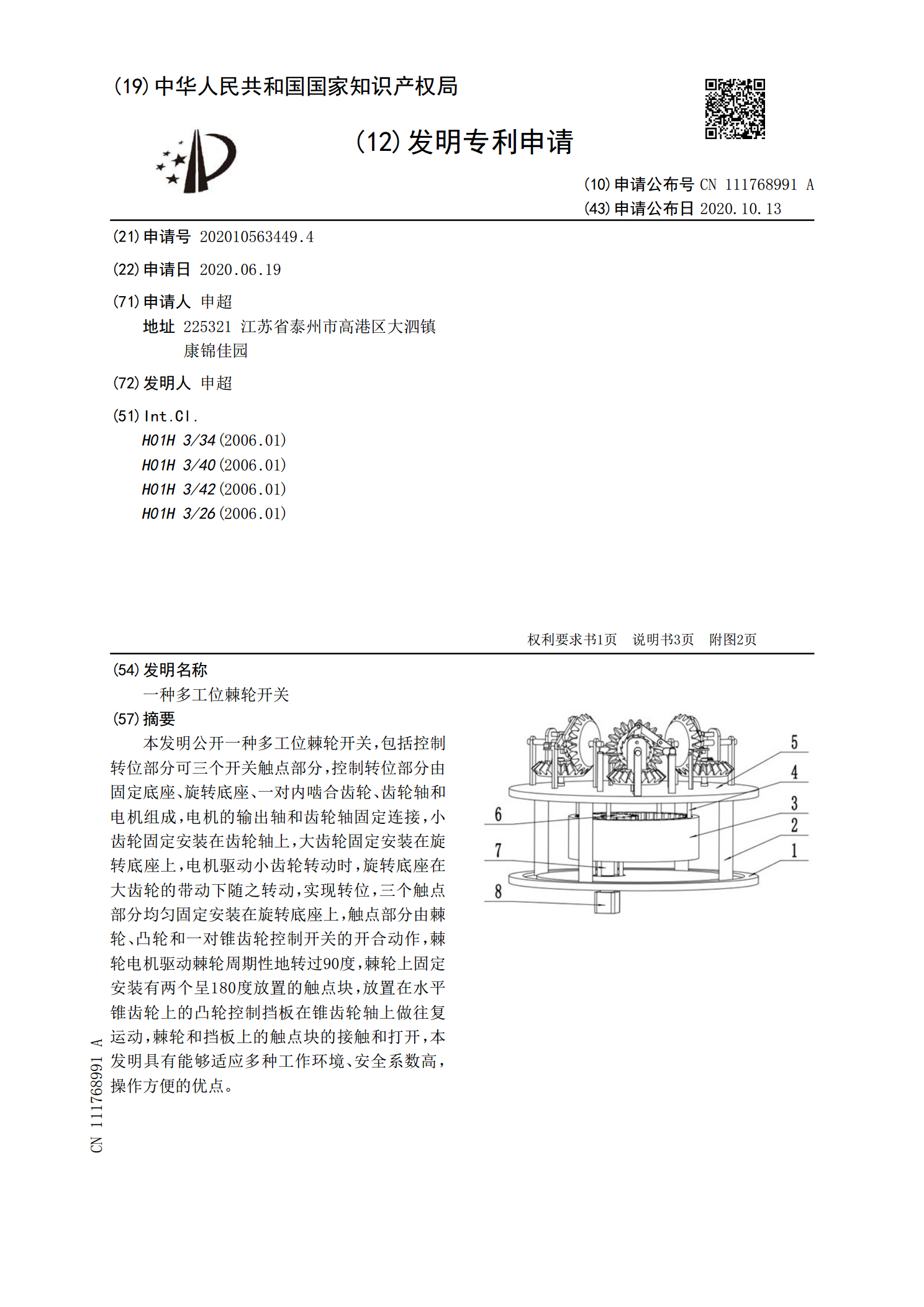
本发明公开一种多工位棘轮开关,包括控制转位部分可三个开关触点部分,控制转位部分由固定底座、旋转底座、一对内啮合齿轮、齿轮轴和电机组成,电机的输出轴和齿轮轴固定连接,小齿轮固定安装在齿轮轴上,大齿轮固定安装在旋转底座上,电机驱动小齿轮转动时,旋转底座在大齿轮的带动下随之转动,实现转位,三个触点部分均匀固定安装在旋转底座上,触点部分由棘轮、凸轮和一对锥齿轮控制开关的开合动作,棘轮电机驱动棘轮周期性地转过90度,棘轮上固定安装有两个呈180度放置的触点块,放置在水平锥齿轮上的凸轮控制挡板在锥齿轮轴上做往复运动,
一种快速脱落梨头柄齿轮的成型方法.pdf
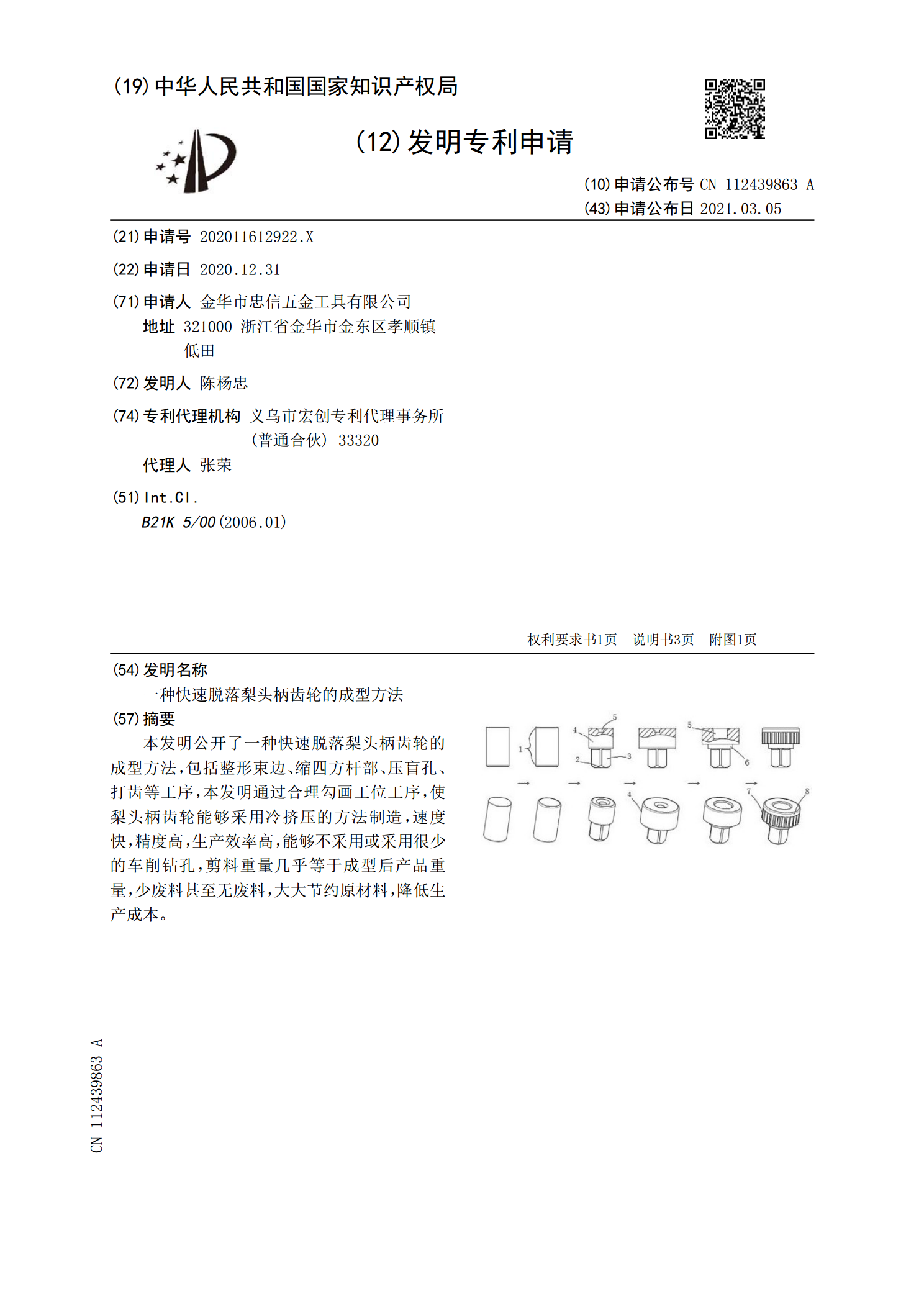
本发明公开了一种快速脱落梨头柄齿轮的成型方法,包括整形束边、缩四方杆部、压盲孔、打齿等工序,本发明通过合理勾画工位工序,使梨头柄齿轮能够采用冷挤压的方法制造,速度快,精度高,生产效率高,能够不采用或采用很少的车削钻孔,剪料重量几乎等于成型后产品重量,少废料甚至无废料,大大节约原材料,降低生产成本。

一种棘轮手柄.pdf
本发明公开一种棘轮手柄,其包括双向棘轮机构、手柄机构,所述手柄机构套设于所述双向棘轮机构的外侧,且所述手柄可以带动双向调节所述双向棘轮机构。本工具配备了快速旋向保持套,此保持套的外形选择曲面和内凹的造型,宽距离定位,使工具在使用中舒适、平稳。