
曲型盲孔加工装置及曲型盲孔加工方法.pdf

波峻****99

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
曲型盲孔加工装置及曲型盲孔加工方法.pdf
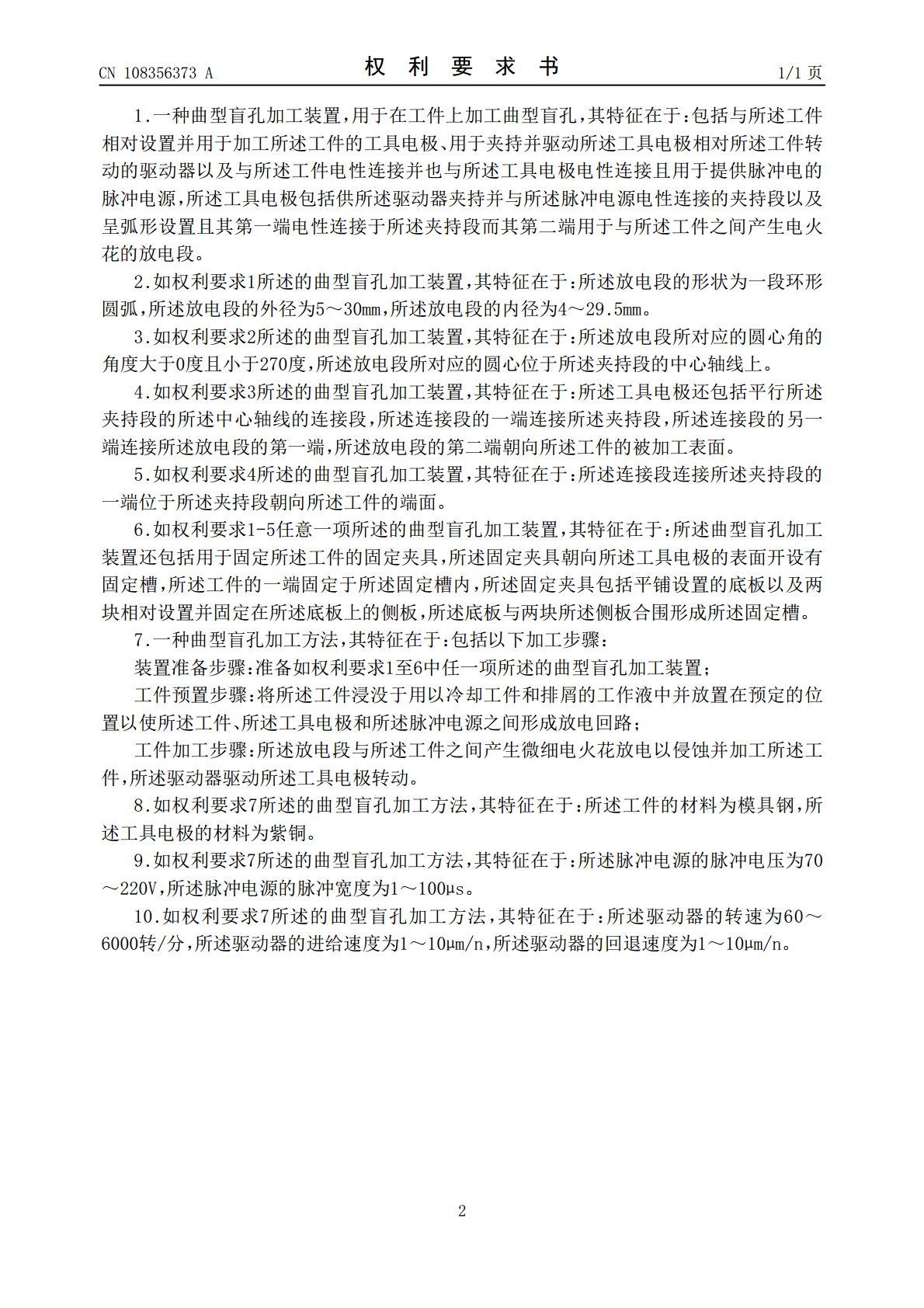
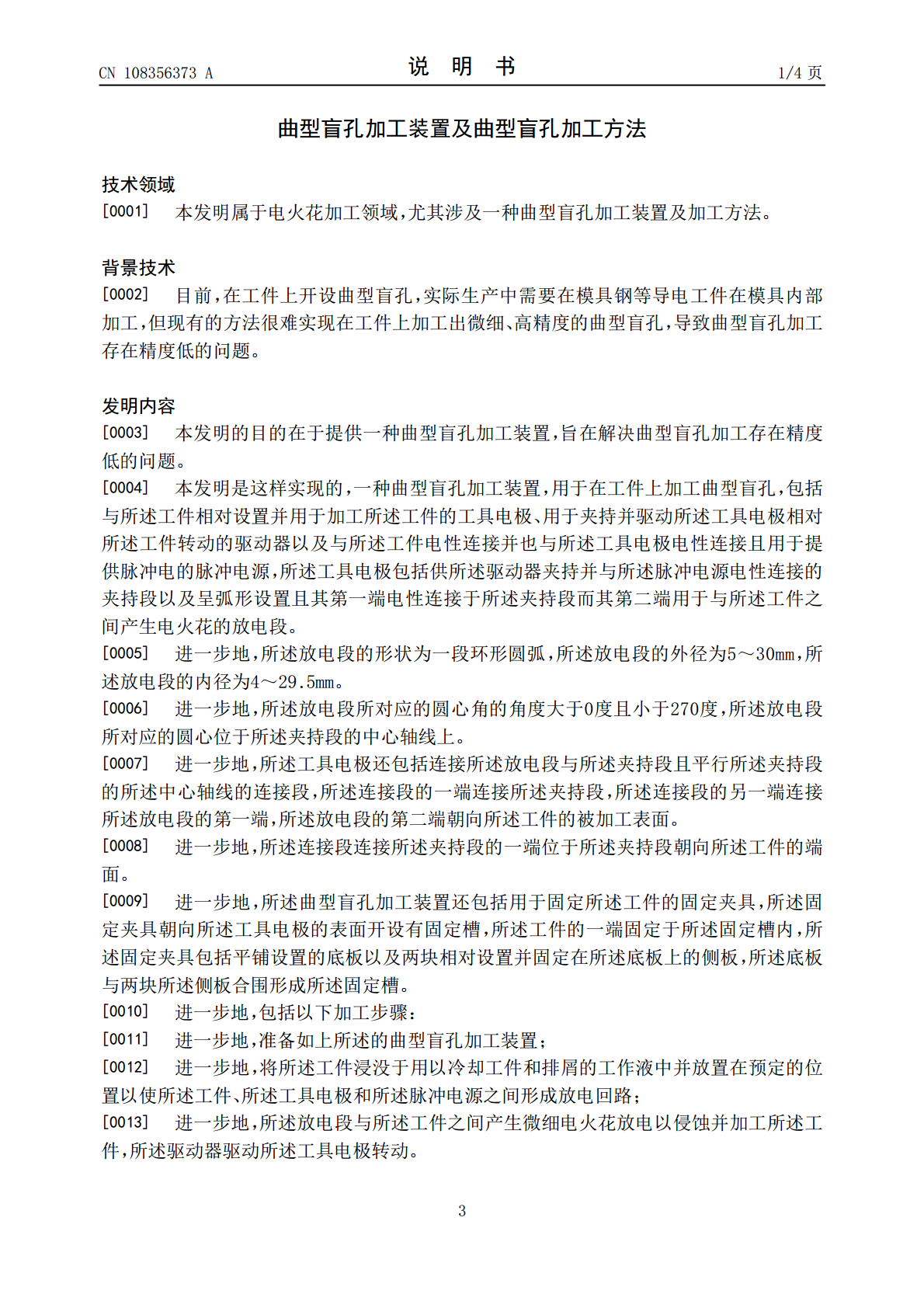
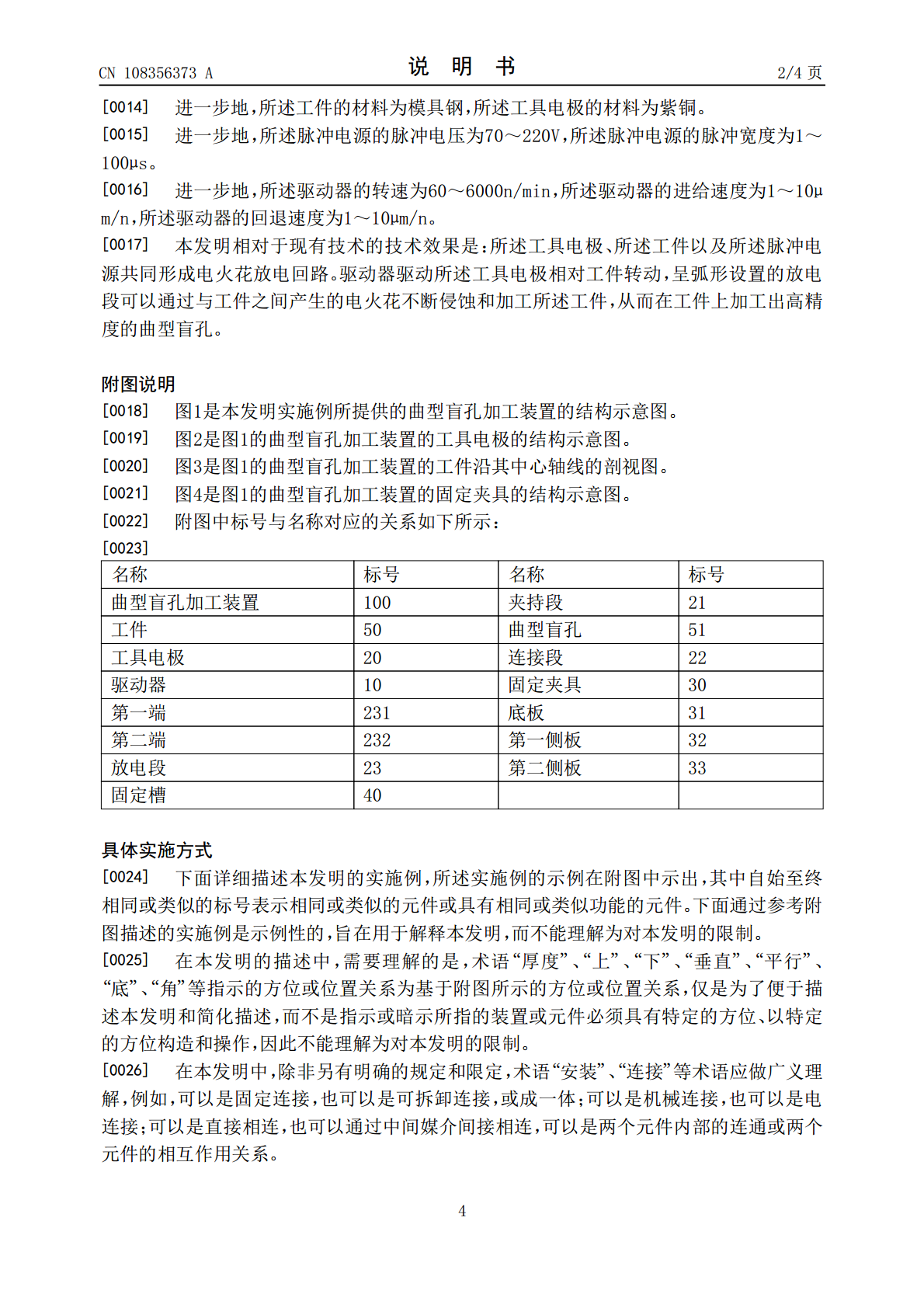
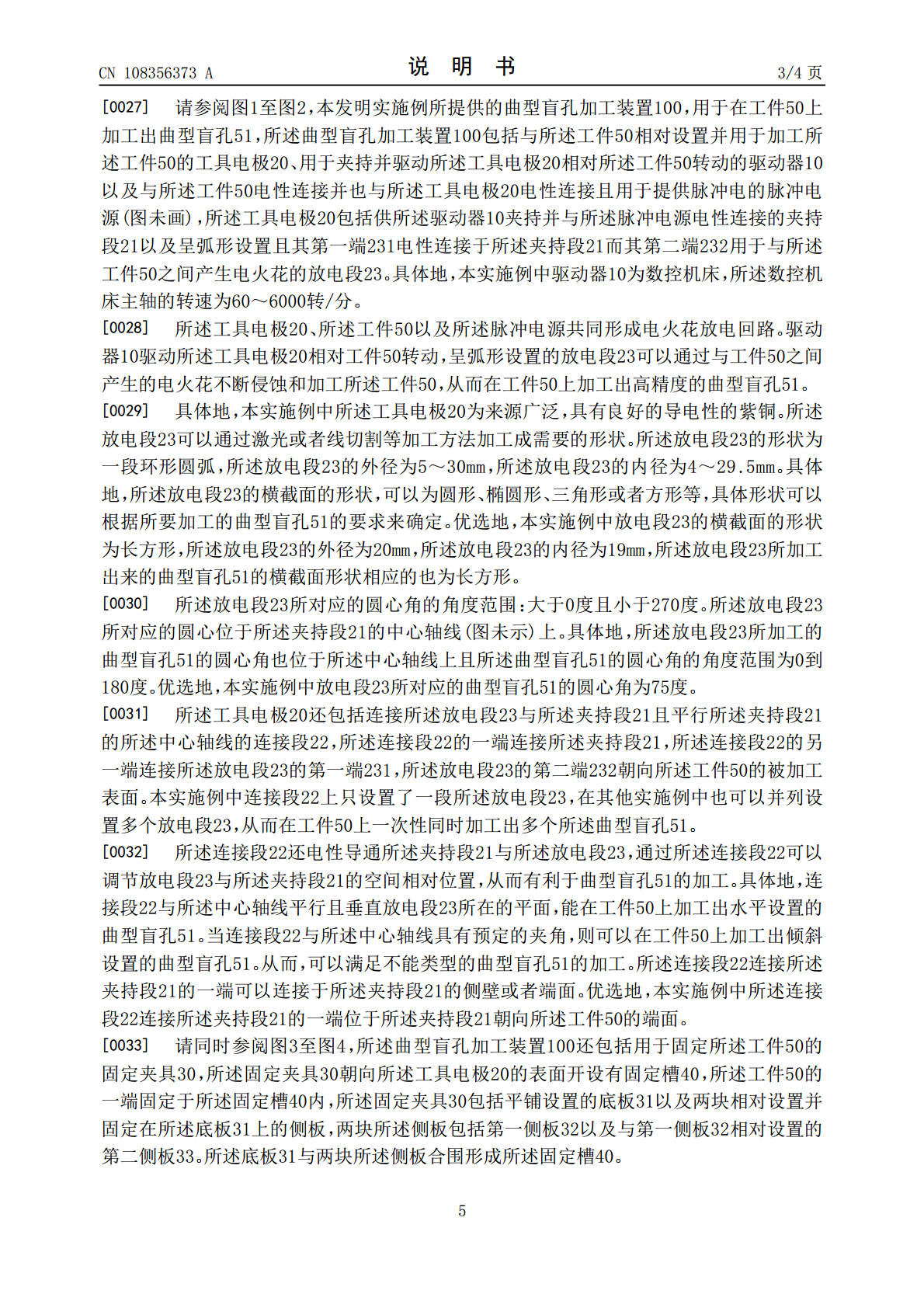
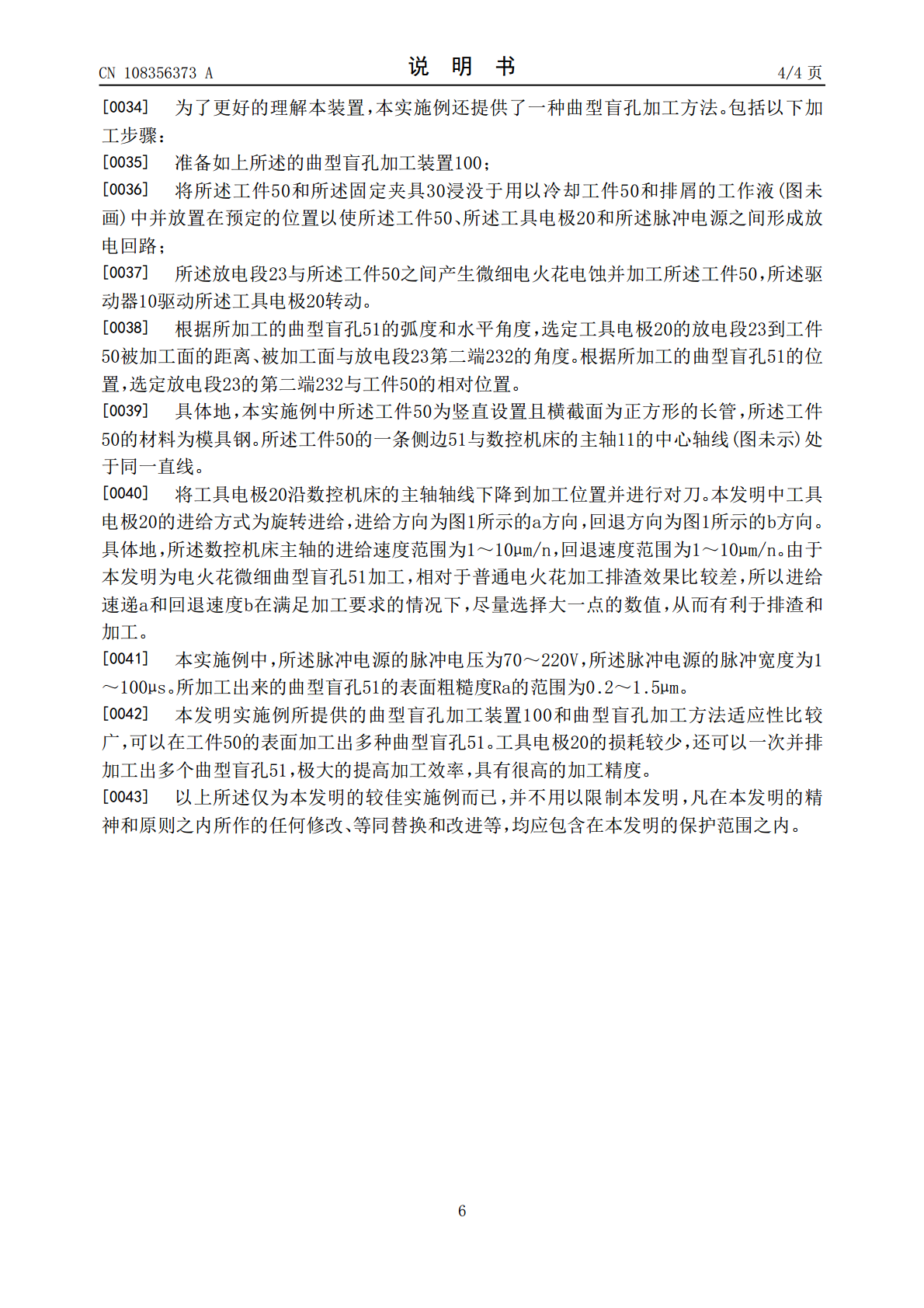
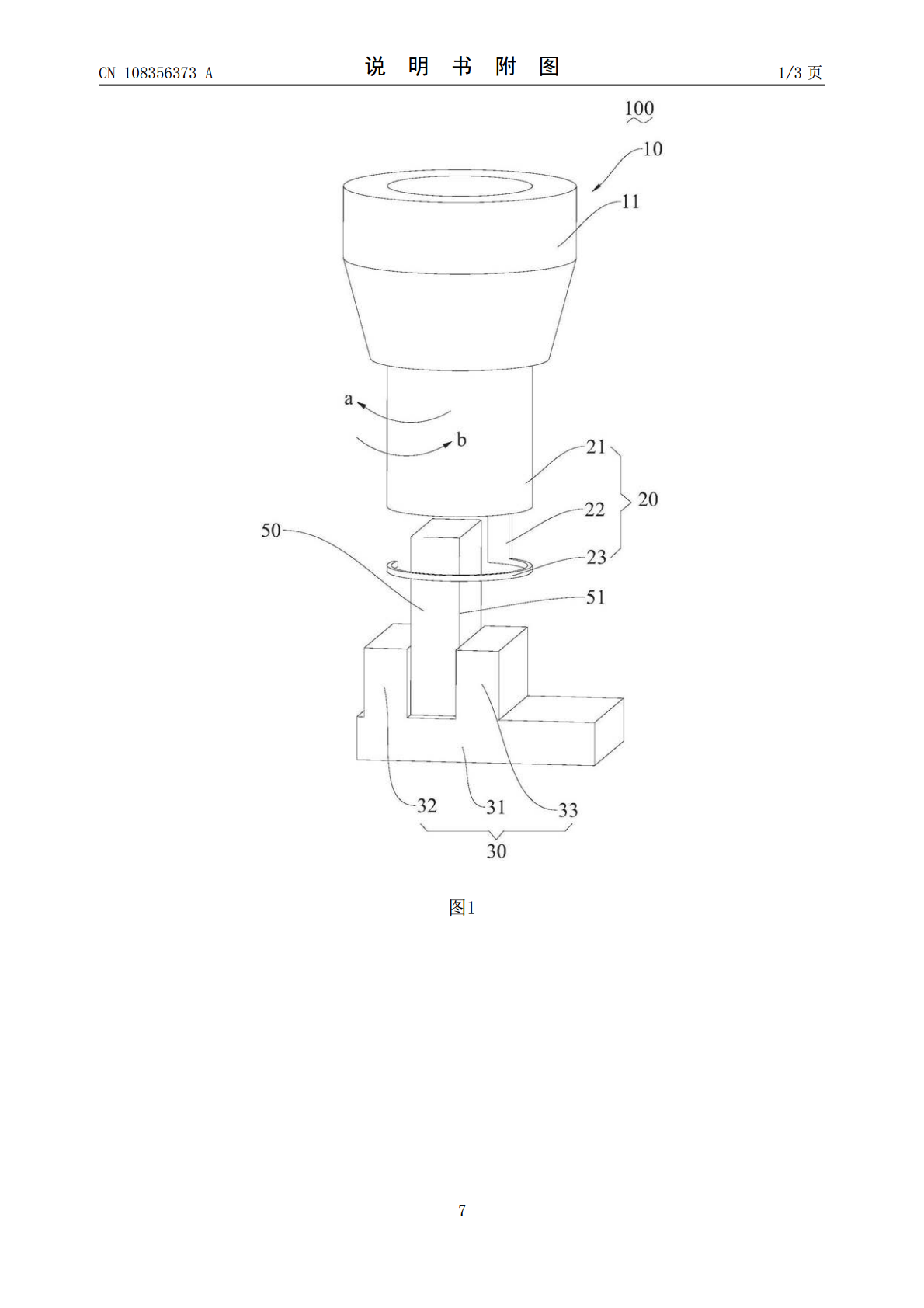
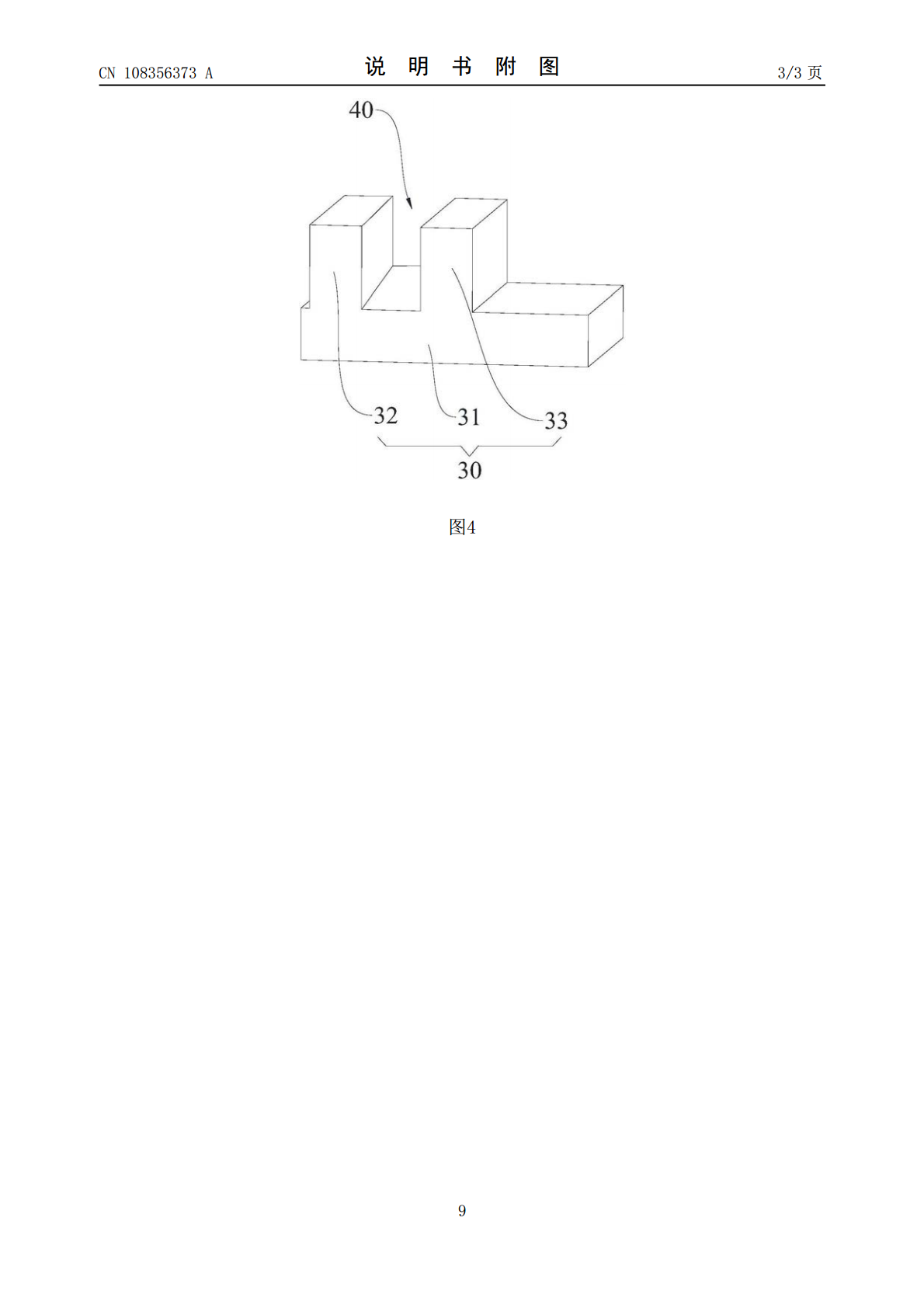
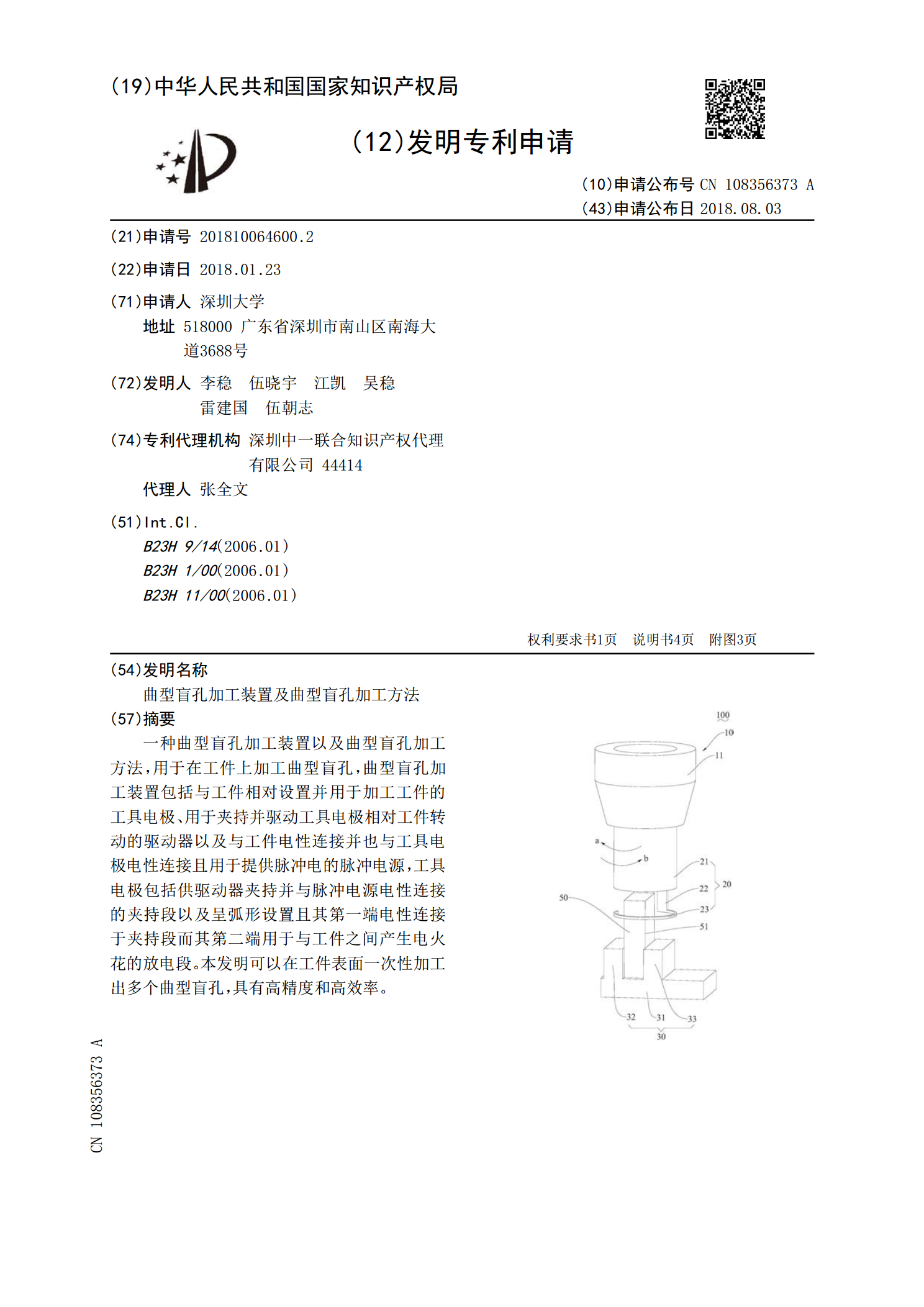
一种曲型盲孔加工装置以及曲型盲孔加工方法,用于在工件上加工曲型盲孔,曲型盲孔加工装置包括与工件相对设置并用于加工工件的工具电极、用于夹持并驱动工具电极相对工件转动的驱动器以及与工件电性连接并也与工具电极电性连接且用于提供脉冲电的脉冲电源,工具电极包括供驱动器夹持并与脉冲电源电性连接的夹持段以及呈弧形设置且其第一端电性连接于夹持段而其第二端用于与工件之间产生电火花的放电段。本发明可以在工件表面一次性加工出多个曲型盲孔,具有高精度和高效率。
盲孔加工旋切系统及盲孔加工方法.pdf
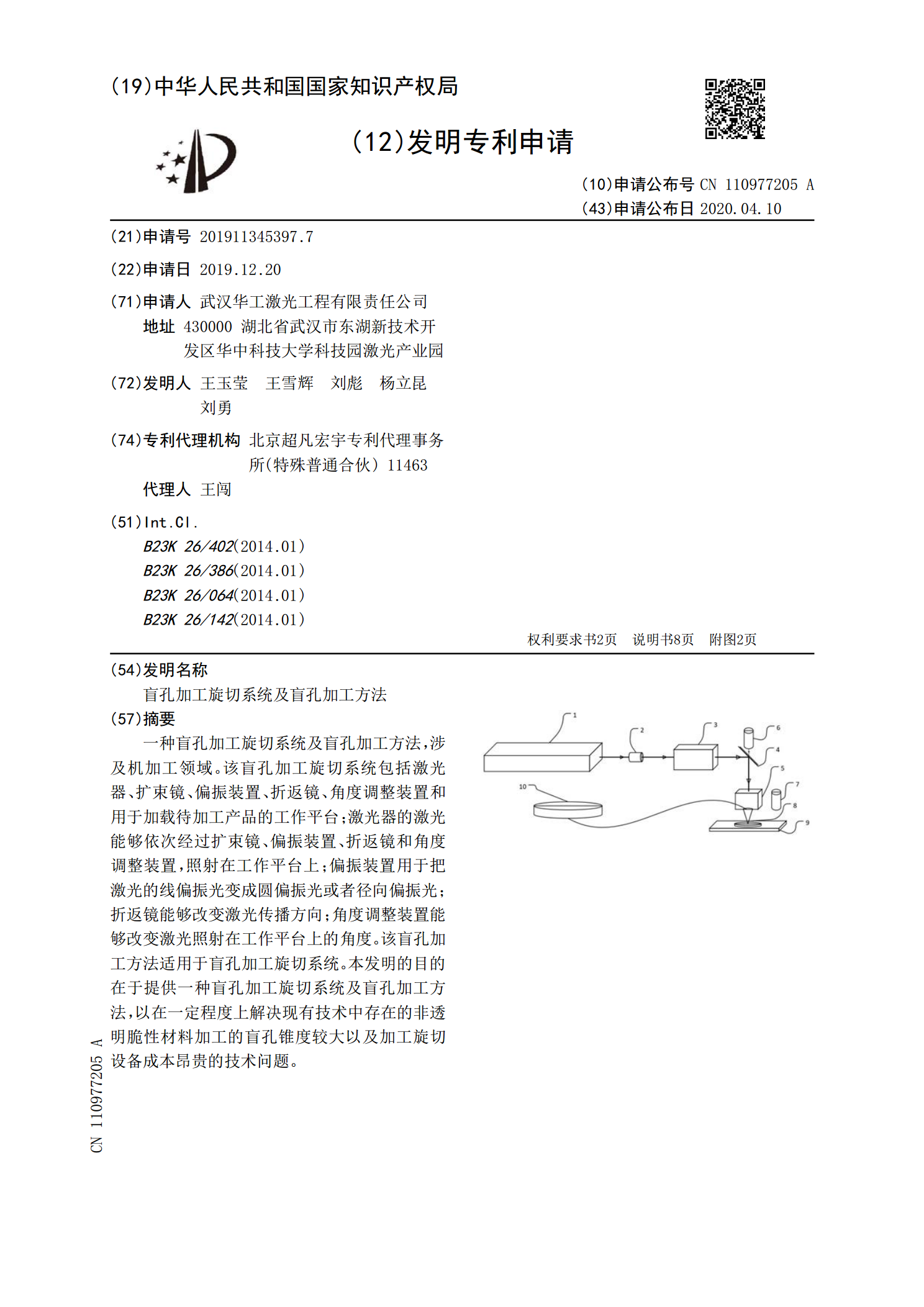
一种盲孔加工旋切系统及盲孔加工方法,涉及机加工领域。该盲孔加工旋切系统包括激光器、扩束镜、偏振装置、折返镜、角度调整装置和用于加载待加工产品的工作平台;激光器的激光能够依次经过扩束镜、偏振装置、折返镜和角度调整装置,照射在工作平台上;偏振装置用于把激光的线偏振光变成圆偏振光或者径向偏振光;折返镜能够改变激光传播方向;角度调整装置能够改变激光照射在工作平台上的角度。该盲孔加工方法适用于盲孔加工旋切系统。本发明的目的在于提供一种盲孔加工旋切系统及盲孔加工方法,以在一定程度上解决现有技术中存在的非透明脆性材料加
盲孔加工方法.pdf
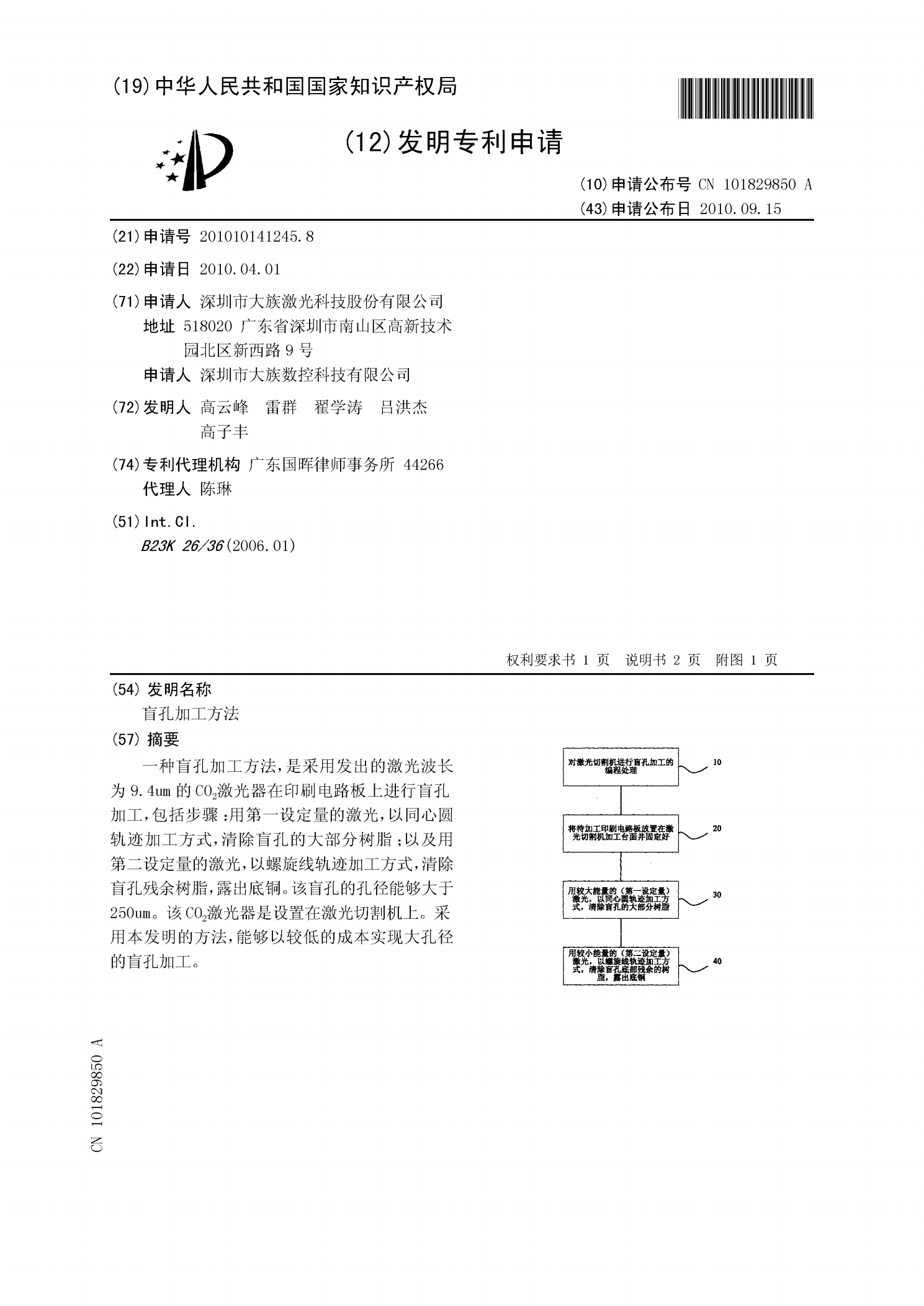
一种盲孔加工方法,是采用发出的激光波长为9.4um的CO2激光器在印刷电路板上进行盲孔加工,包括步骤:用第一设定量的激光,以同心圆轨迹加工方式,清除盲孔的大部分树脂;以及用第二设定量的激光,以螺旋线轨迹加工方式,清除盲孔残余树脂,露出底铜。该盲孔的孔径能够大于250um。该CO2激光器是设置在激光切割机上。采用本发明的方法,能够以较低的成本实现大孔径的盲孔加工。
盲孔加工装置.pdf
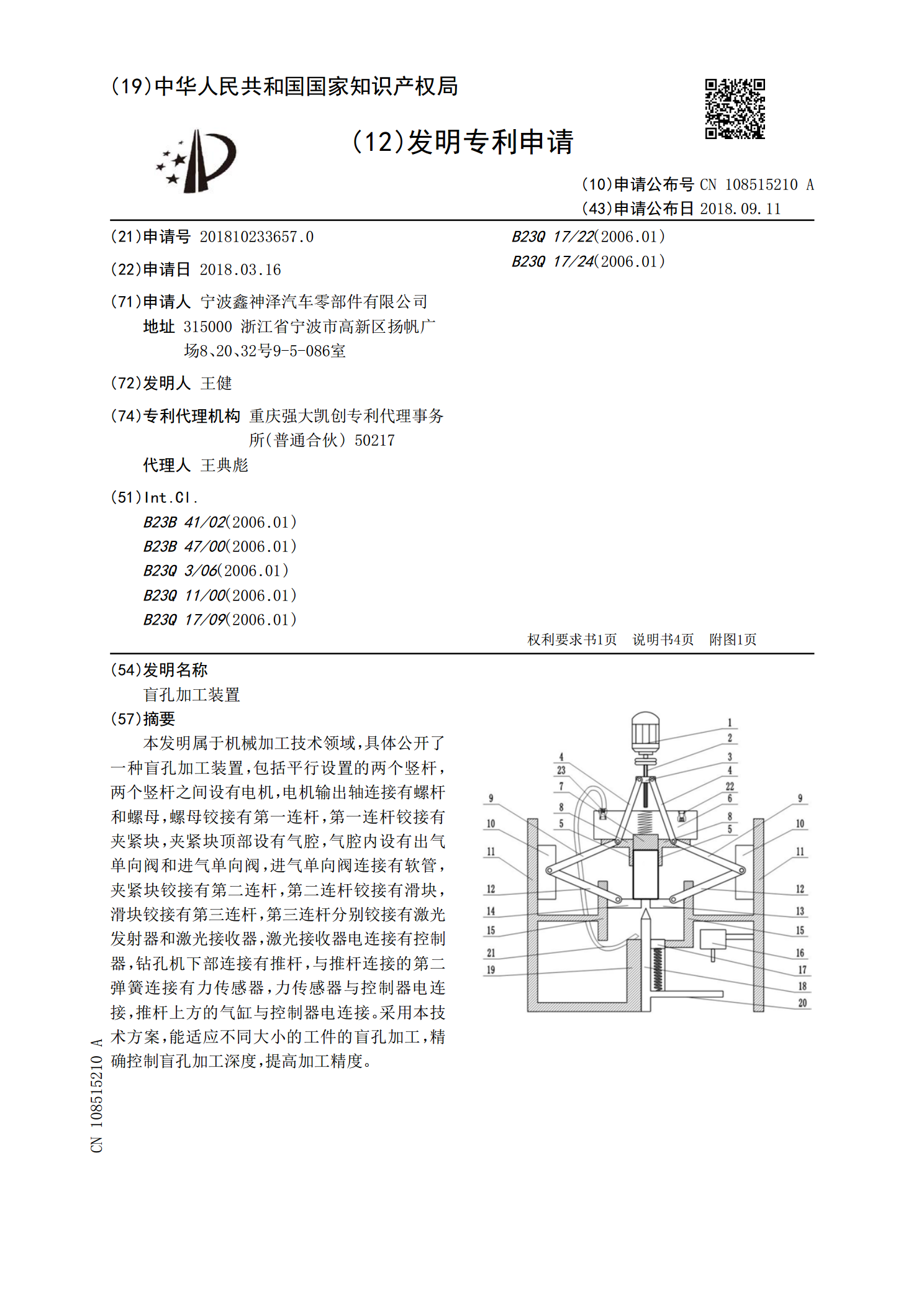
本发明属于机械加工技术领域,具体公开了一种盲孔加工装置,包括平行设置的两个竖杆,两个竖杆之间设有电机,电机输出轴连接有螺杆和螺母,螺母铰接有第一连杆,第一连杆铰接有夹紧块,夹紧块顶部设有气腔,气腔内设有出气单向阀和进气单向阀,进气单向阀连接有软管,夹紧块铰接有第二连杆,第二连杆铰接有滑块,滑块铰接有第三连杆,第三连杆分别铰接有激光发射器和激光接收器,激光接收器电连接有控制器,钻孔机下部连接有推杆,与推杆连接的第二弹簧连接有力传感器,力传感器与控制器电连接,推杆上方的气缸与控制器电连接。采用本技术方案,能适
深盲孔的加工方法.pdf
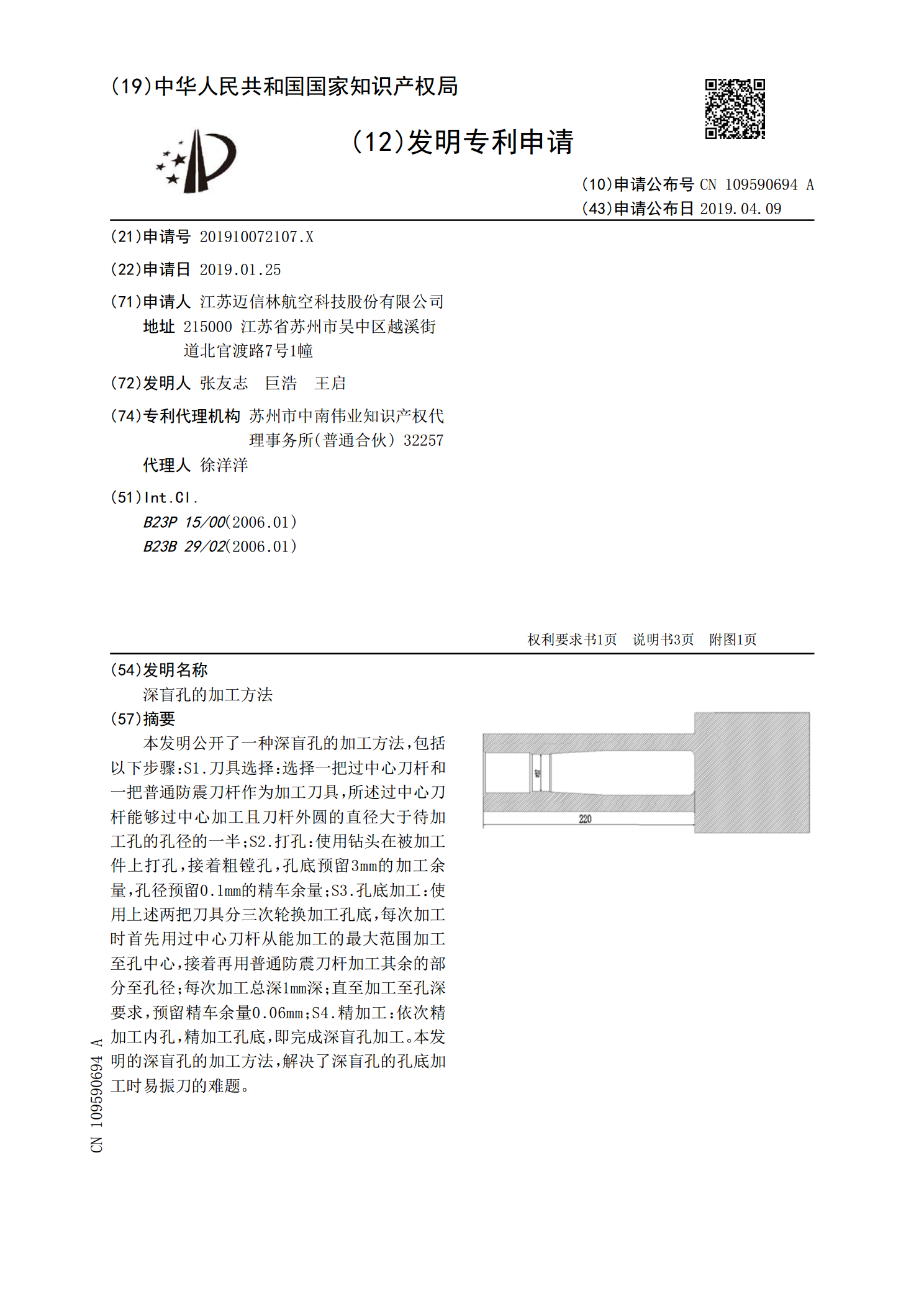
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;