
如何做一名优秀的现场主管.ppt

一吃****书竹

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

如何做一名优秀的现场主管.pptx
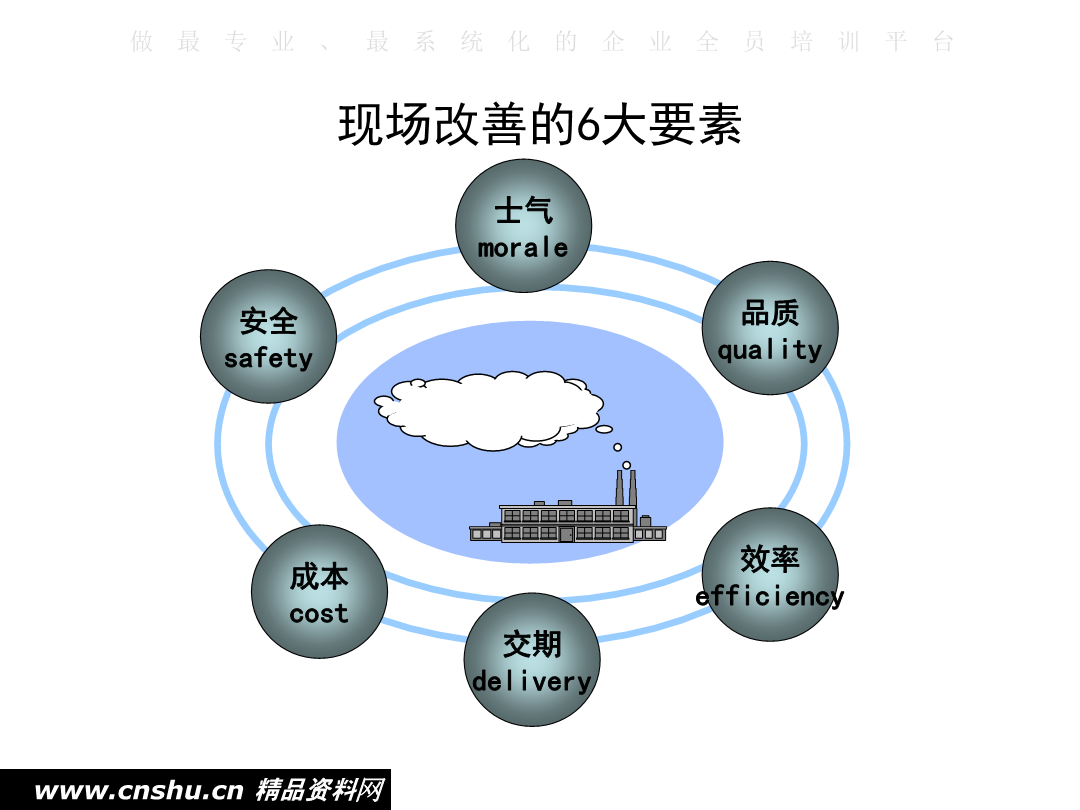
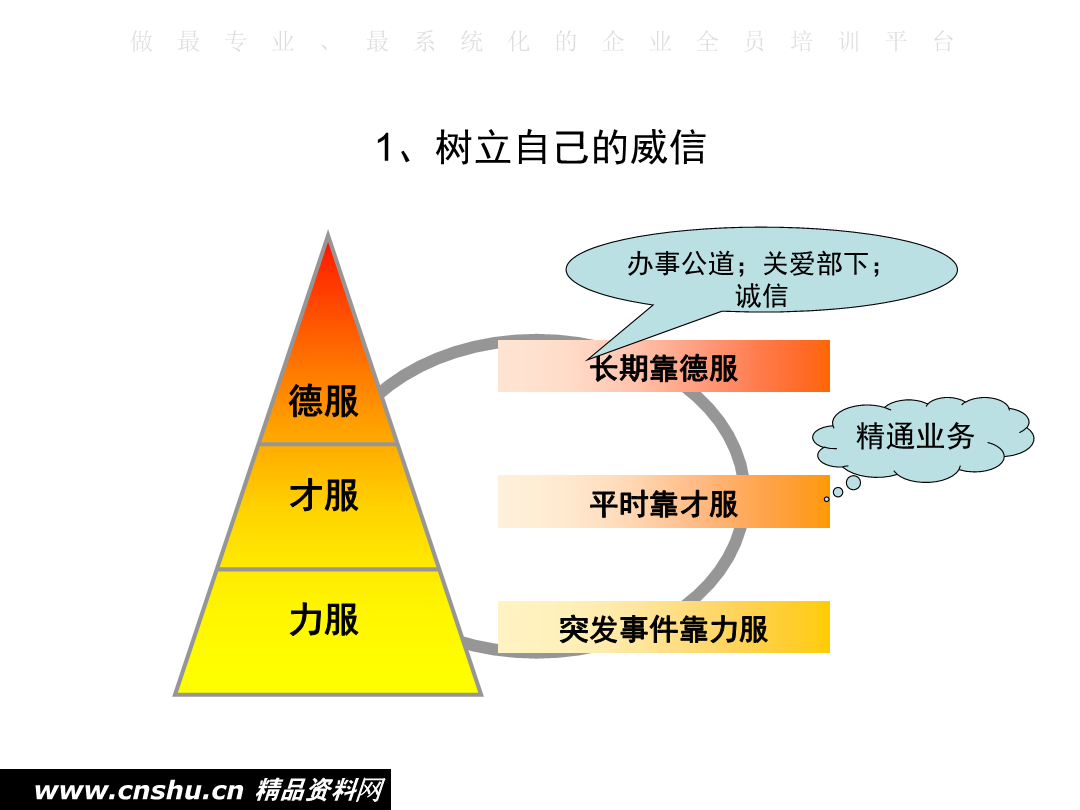
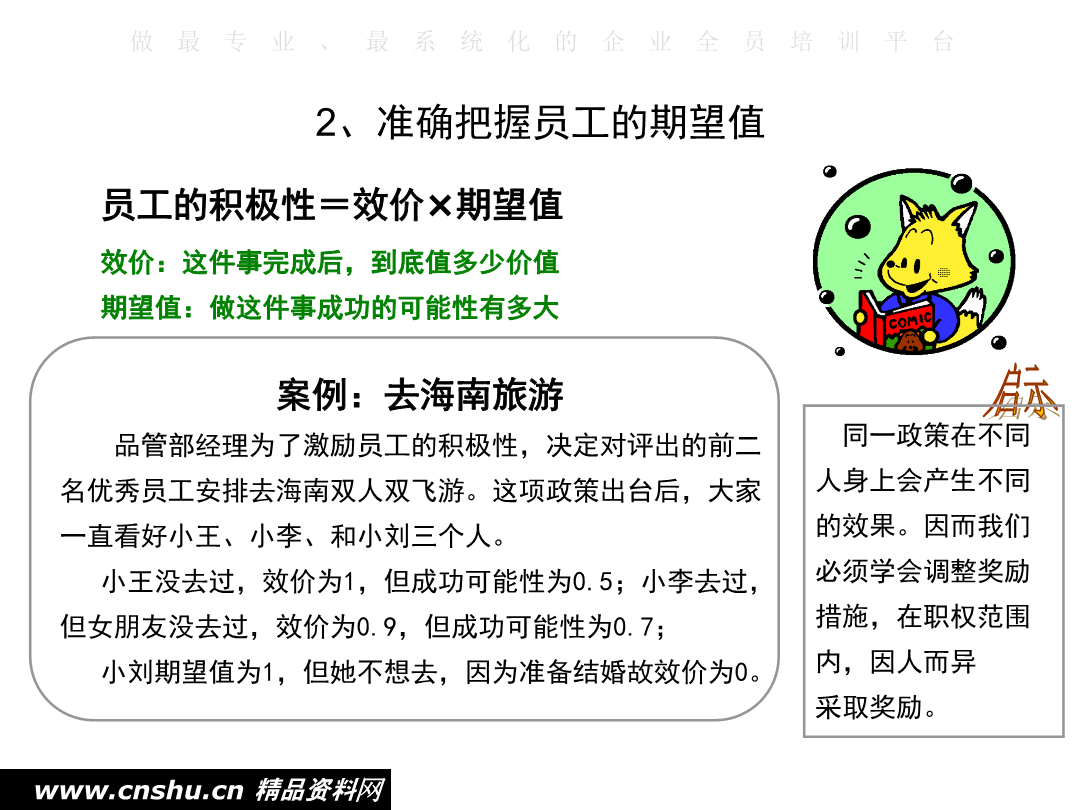
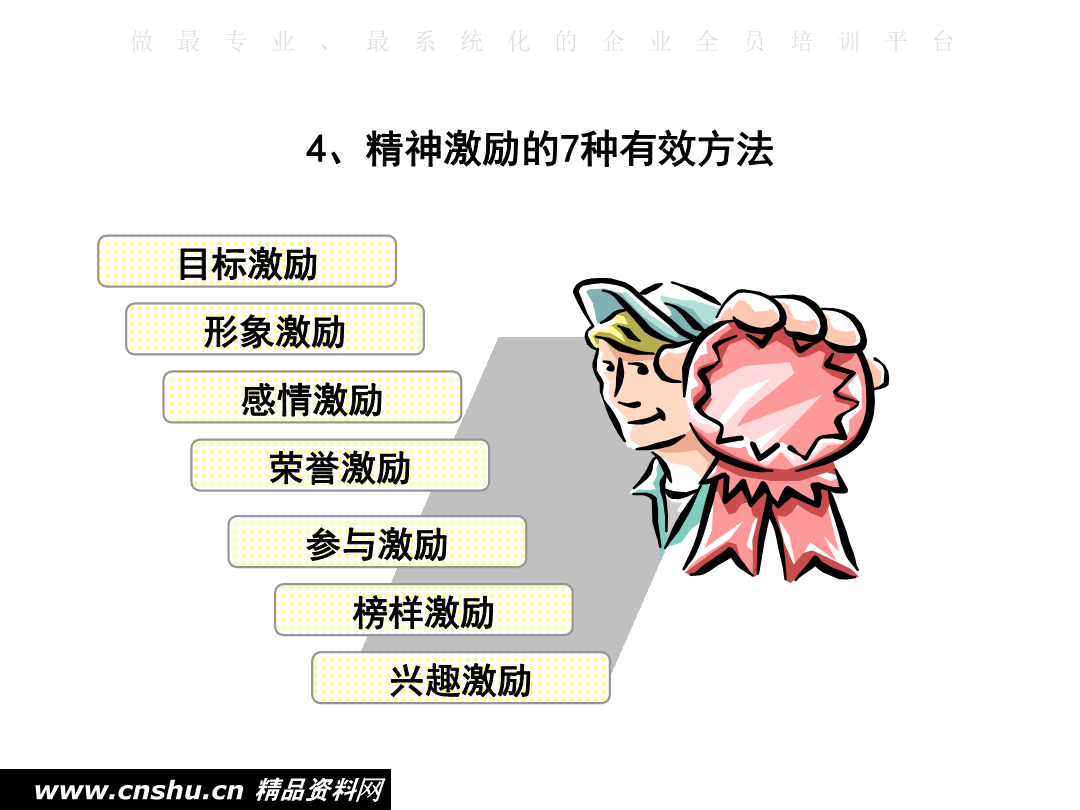
《如何做一名优秀的现场主管》讲师:现代企业执行力不到位的原因:中基层管理人员缺乏一定的管理素质和管理经验。现场改善的6大要素1、在员工中树立起自己的威信2、准确把握员工的期望值3、激励员工的两大法宝4、精神激励的7种有效方法1、树立自己的威信2、准确把握员工的期望值4、精神激励的7种有效方法激励员工的其他方法:表扬与批评的艺术表扬正激励(公开表扬、及时表扬、真诚的表扬)批评负激励(私下批评、萝卜加大棒、不点名)产品质量是生产数来的,不是检验出来的!质量管理工具:人机料法环(4M1E)产生品质问题的五大要素

如何做一名优秀的现场主管.ppt
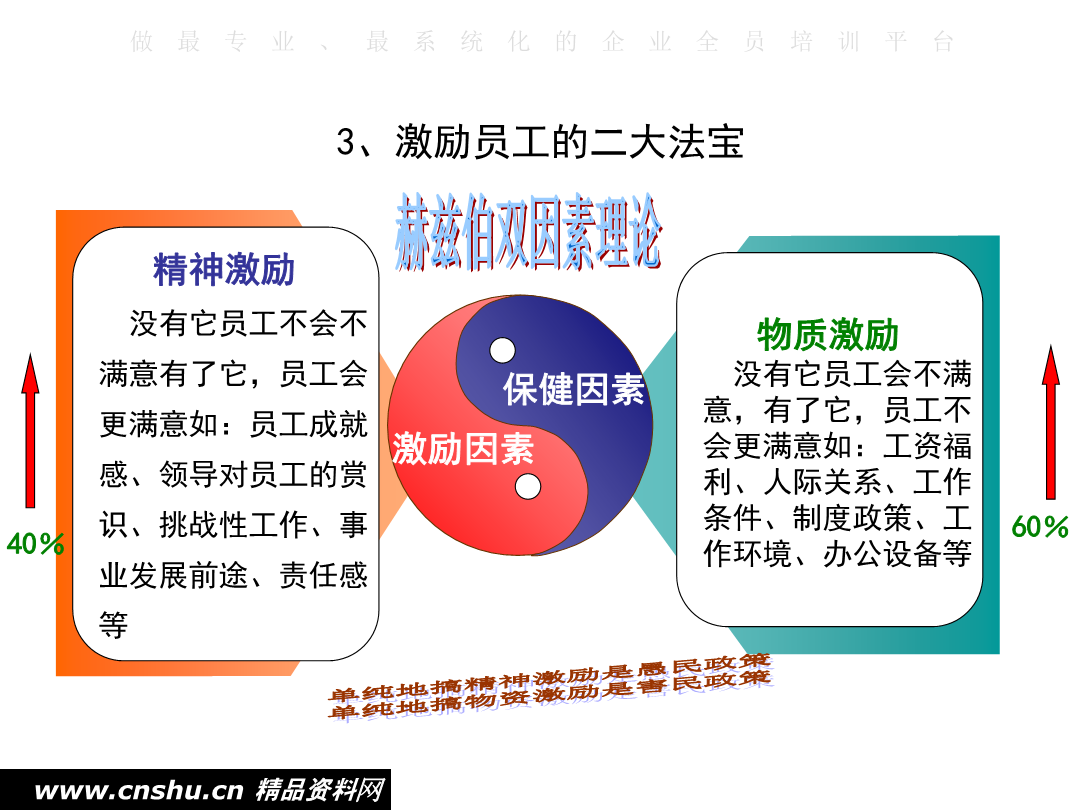
《如何做一名优秀的现场主管》讲师:现代企业执行力不到位的原因:中基层管理人员缺乏一定的管理素质和管理经验。现场改善的6大要素1、在员工中树立起自己的威信2、准确把握员工的期望值3、激励员工的两大法宝4、精神激励的7种有效方法1、树立自己的威信2、准确把握员工的期望值3、激励员工的二大法宝4、精神激励的7种有效方法激励员工的其
如何做一名优秀的现场主管1.ppt
如何做一名优秀的现场主管-1现代企业执行力不到位的原因:中基层管理人员缺乏一定的管理素质和管理经验。现场改善的6大要素1、在员工中树立起自己的威信2、准确把握员工的期望值3、激励员工的两大法宝4、精神激励的7种有效方法1、树立自己的威信2、准确把握员工的期望值4、精神激励的7种有效方法激励员工的其他方法:表扬与批评的艺术表扬正激励(公开表扬、及时表扬、真诚的表扬)批评负激励(私下批评、萝卜加大棒、不点名)产品质量是生产数来的,不是检验出来的!质量管理工具:人机料法环(4M1E)产生品质问题的五大要素影响产

如何做一名优秀的现场主管-1.ppt
聚成华企在线商学院现代企业执行力不到位的原因:中基层管理人员缺乏一定的管理素质和管理经验。现场改善的6大要素1、在员工中树立起自己的威信2、准确把握员工的期望值3、激励员工的两大法宝4、精神激励的7种有效方法1、树立自己的威信2、准确把握员工的期望值3、激励员工的二大法宝4、精神激励的7种有效方法激励员工的其他方法:表扬与批评的艺术表扬正激励(公开表扬、及时表扬、真诚的表扬)批评负激励(私下批评、萝卜加大棒、不点名)产品质量是生产数来的,不是检验出来的!质量管理工具:人机料法环(4M1E)产生品质问题的五

如何做一名优秀的现场主管-1.ppt
聚成华企在线商学院现代企业执行力不到位的原因:中基层管理人员缺乏一定的管理素质和管理经验。现场改善的6大要素1、在员工中树立起自己的威信2、准确把握员工的期望值3、激励员工的两大法宝4、精神激励的7种有效方法1、树立自己的威信2、准确把握员工的期望值3、激励员工的二大法宝4、精神激励的7种有效方法激励员工的其他方法: