
一种深盲孔结构零件的内孔喷涂工艺及系统.pdf

佳宁****么啦

1/9
2/9

3/9
4/9

5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种深盲孔结构零件的内孔喷涂工艺及系统.pdf
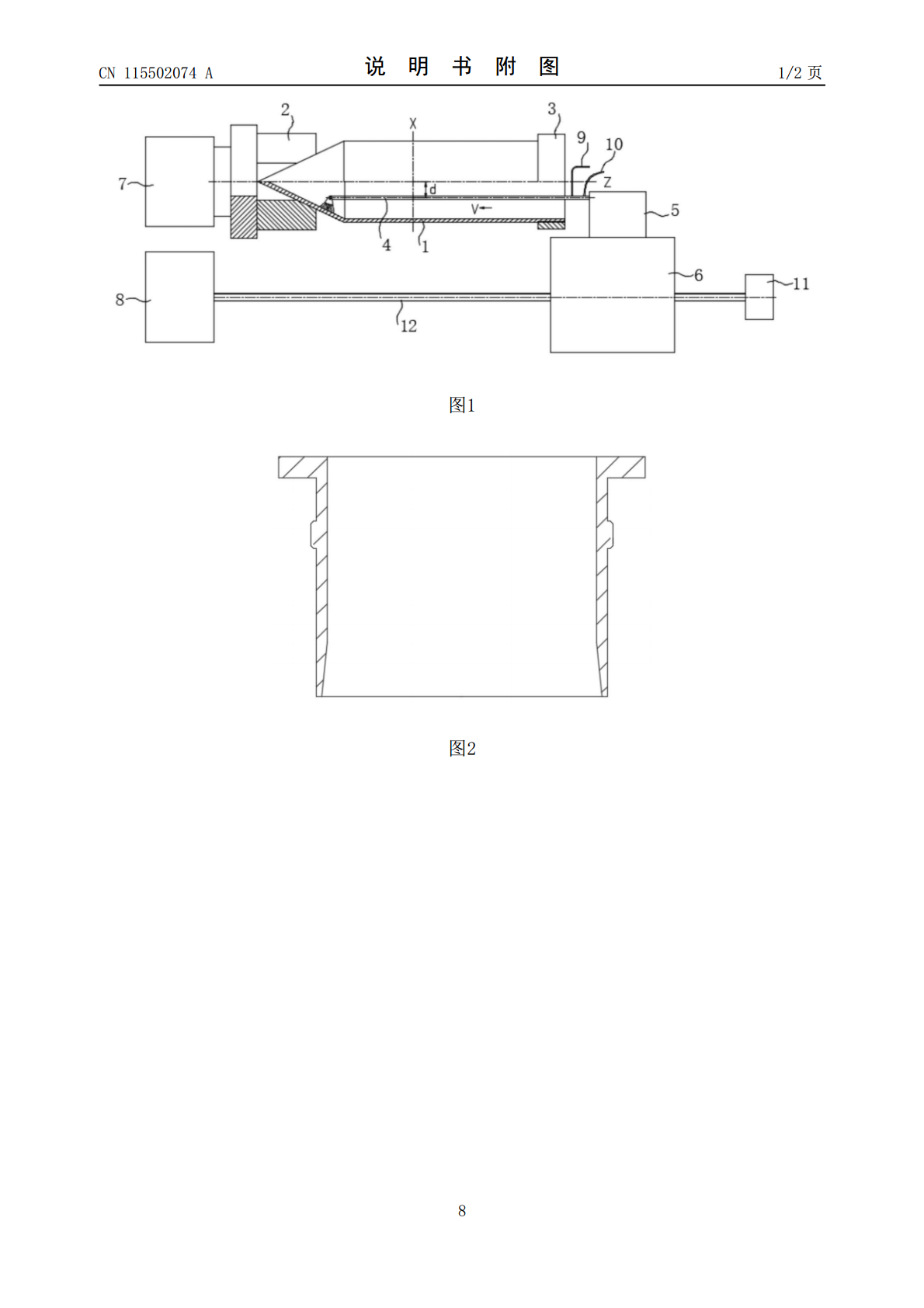
本发明公开了一种深盲孔结构零件的内孔喷涂工艺,包括如下步骤:S1涂料的预处理;S2:检查并调节喷涂系统气路中空气压强及喷头角度,使喷头向盲孔端倾斜,并确保喷头喷出的液体充分雾化;S3:在零件的开口端安装螺纹保护套,并将其盲孔端安装入涂覆设备的卡盘中,其盲孔端的截面积逐渐较小;S4:将喷涂枪喷头置于初始位置,控制零件在卡盘夹具的转动下以转速α旋转,并且打开喷涂枪,使其以位移速度v由内向外纵向移动至行程终点进行喷涂,根据涂层厚度至少进行一次喷涂,每次喷涂时在初始位置停留设定时间,直到喷涂结束。本发明还公开了对
一种深孔、盲孔的加工工艺.pdf
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、
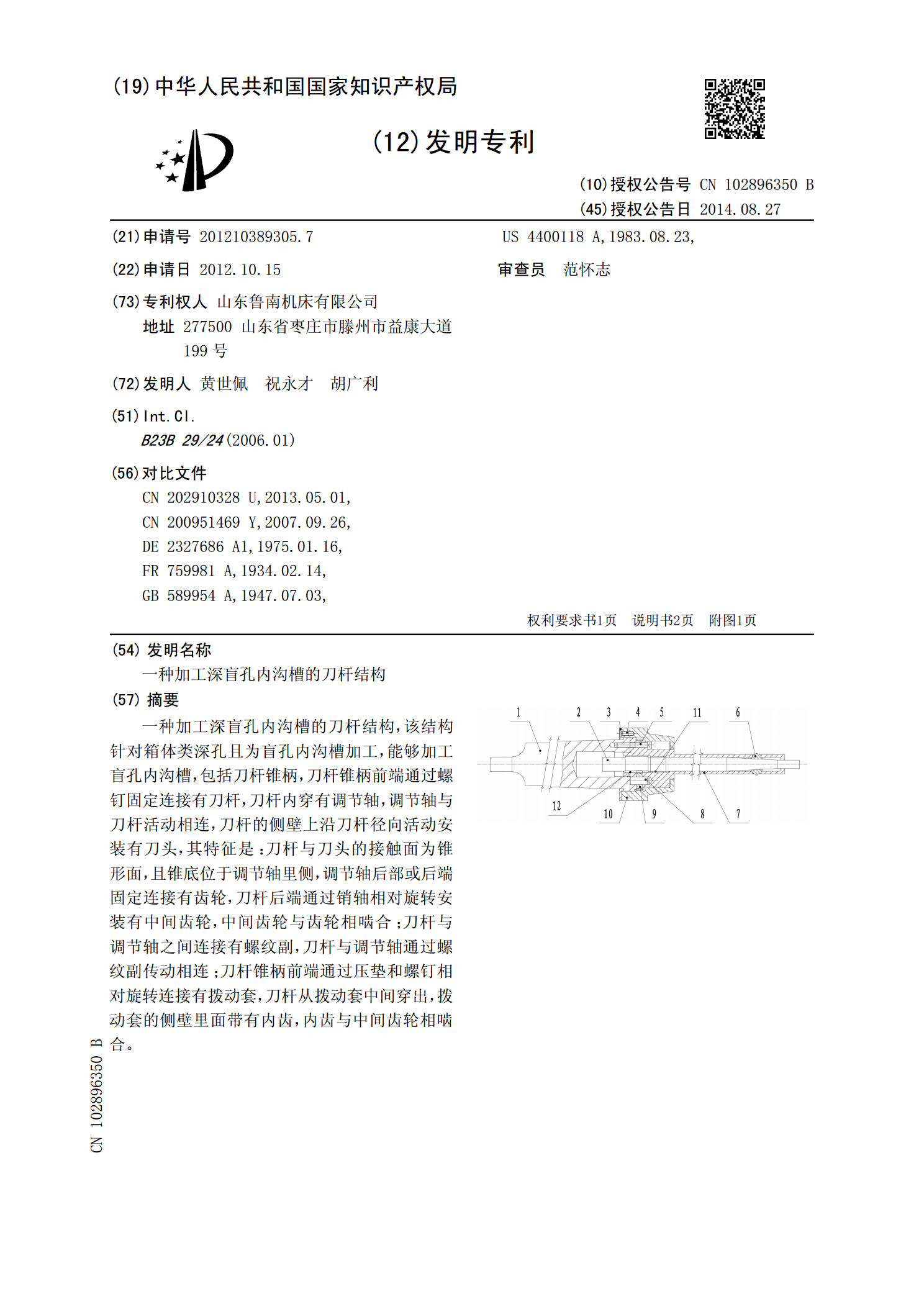
一种加工深盲孔内沟槽的刀杆结构.pdf
一种加工深盲孔内沟槽的刀杆结构,该结构针对箱体类深孔且为盲孔内沟槽加工,能够加工盲孔内沟槽,包括刀杆锥柄,刀杆锥柄前端通过螺钉固定连接有刀杆,刀杆内穿有调节轴,调节轴与刀杆活动相连,刀杆的侧壁上沿刀杆径向活动安装有刀头,其特征是:刀杆与刀头的接触面为锥形面,且锥底位于调节轴里侧,调节轴后部或后端固定连接有齿轮,刀杆后端通过销轴相对旋转安装有中间齿轮,中间齿轮与齿轮相啮合;刀杆与调节轴之间连接有螺纹副,刀杆与调节轴通过螺纹副传动相连;刀杆锥柄前端通过压垫和螺钉相对旋转连接有拨动套,刀杆从拨动套中间穿出,拨动
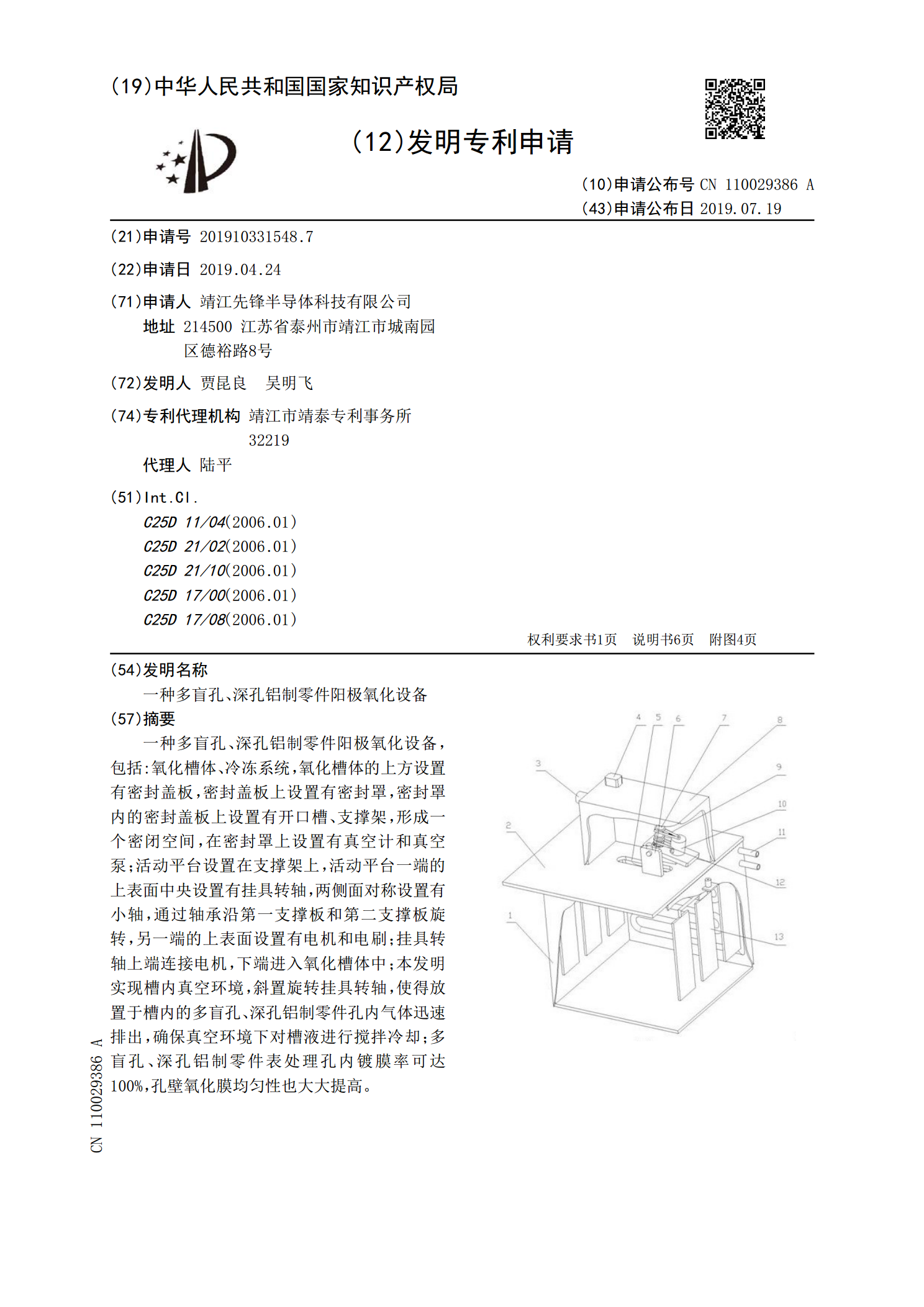
一种多盲孔、深孔铝制零件阳极氧化设备.pdf
一种多盲孔、深孔铝制零件阳极氧化设备,包括:氧化槽体、冷冻系统,氧化槽体的上方设置有密封盖板,密封盖板上设置有密封罩,密封罩内的密封盖板上设置有开口槽、支撑架,形成一个密闭空间,在密封罩上设置有真空计和真空泵;活动平台设置在支撑架上,活动平台一端的上表面中央设置有挂具转轴,两侧面对称设置有小轴,通过轴承沿第一支撑板和第二支撑板旋转,另一端的上表面设置有电机和电刷;挂具转轴上端连接电机,下端进入氧化槽体中;本发明实现槽内真空环境,斜置旋转挂具转轴,使得放置于槽内的多盲孔、深孔铝制零件孔内气体迅速排出,确保真
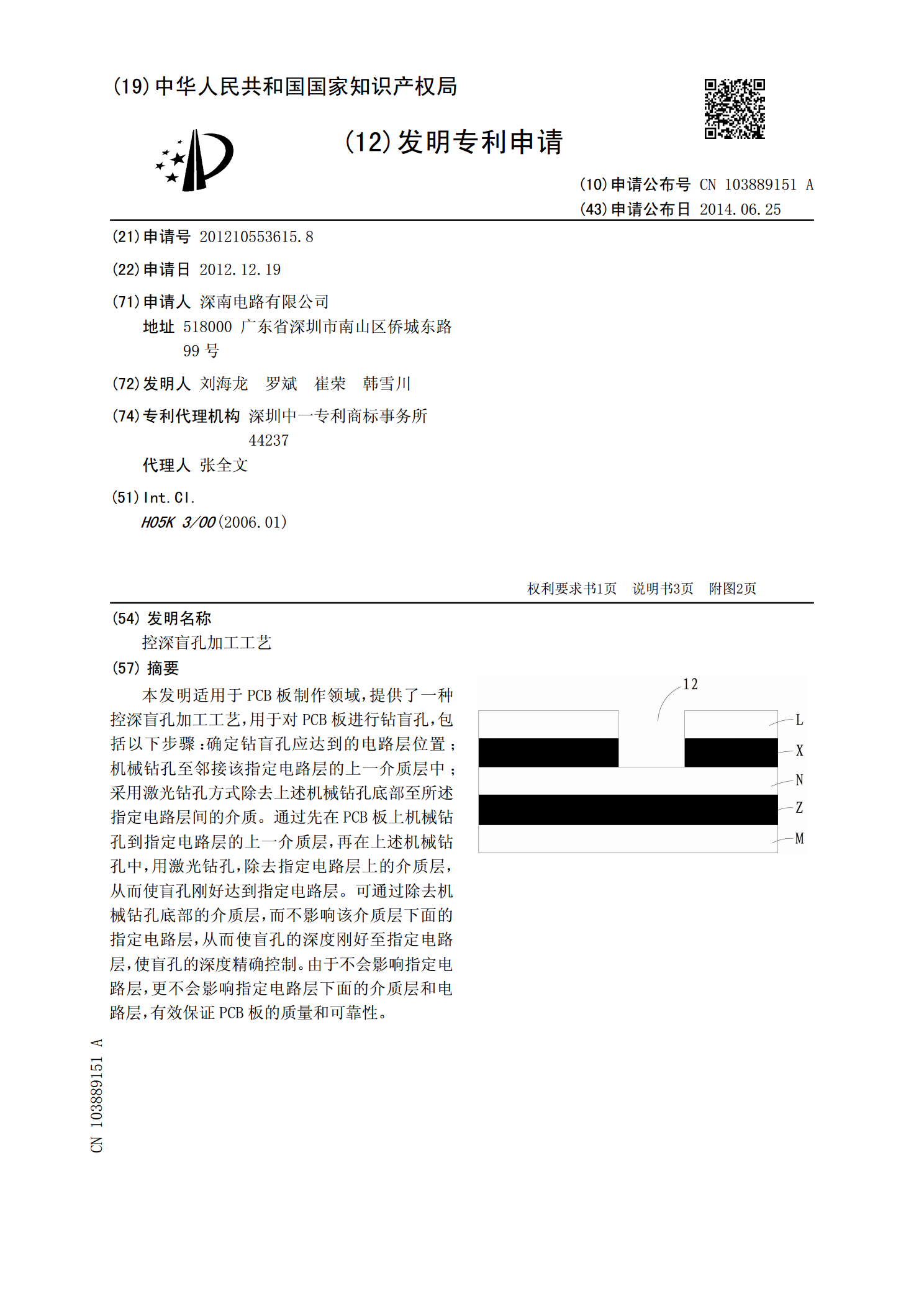
控深盲孔加工工艺.pdf
本发明适用于PCB板制作领域,提供了一种控深盲孔加工工艺,用于对PCB板进行钻盲孔,包括以下步骤:确定钻盲孔应达到的电路层位置;机械钻孔至邻接该指定电路层的上一介质层中;采用激光钻孔方式除去上述机械钻孔底部至所述指定电路层间的介质。通过先在PCB板上机械钻孔到指定电路层的上一介质层,再在上述机械钻孔中,用激光钻孔,除去指定电路层上的介质层,从而使盲孔刚好达到指定电路层。可通过除去机械钻孔底部的介质层,而不影响该介质层下面的指定电路层,从而使盲孔的深度刚好至指定电路层,使盲孔的深度精确控制。由于不会影响指定