
零件头部内异形盲孔成形分体式热镦模具.pdf

猫巷****晓容


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
零件头部内异形盲孔成形分体式热镦模具.pdf
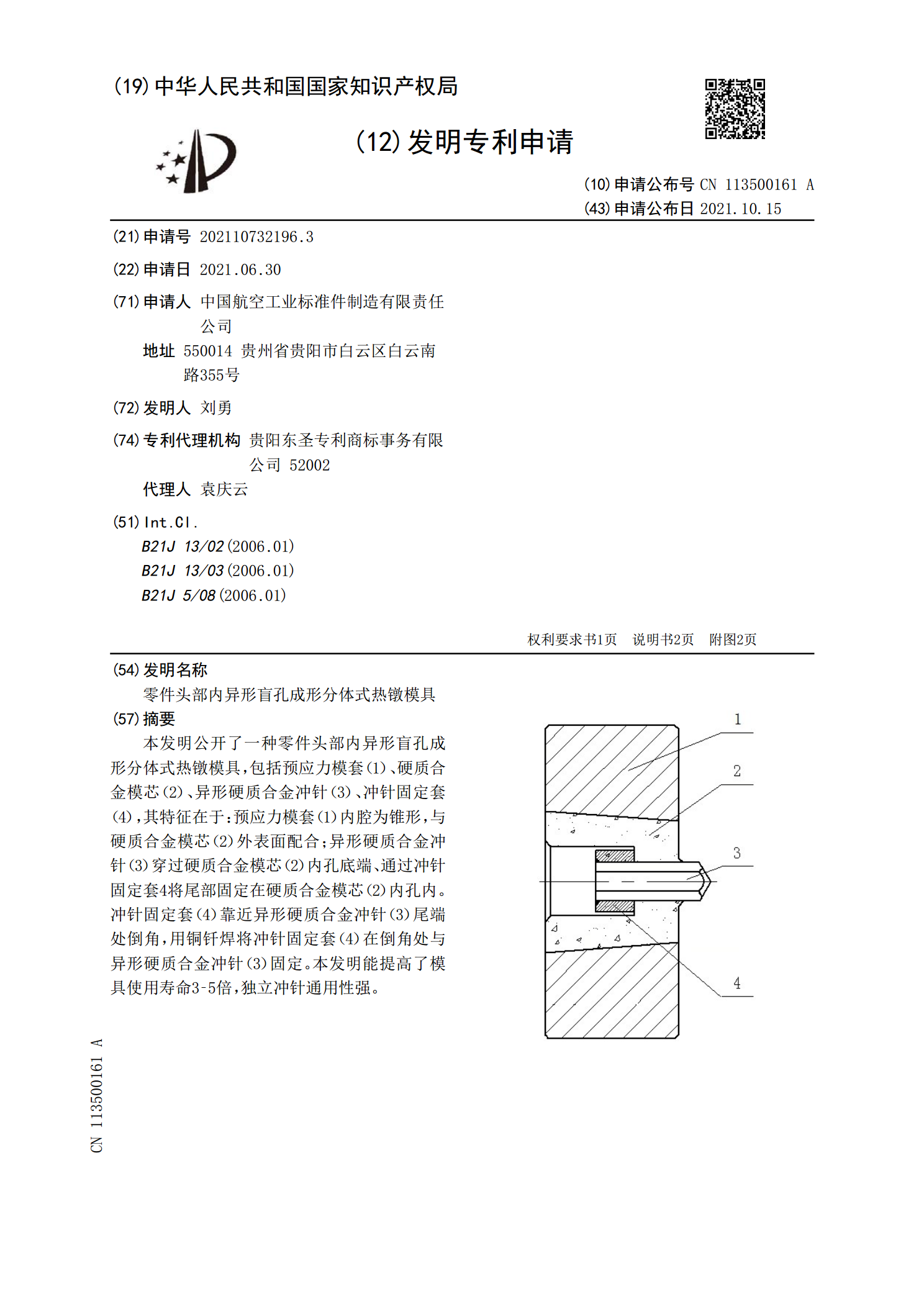
本发明公开了一种零件头部内异形盲孔成形分体式热镦模具,包括预应力模套(1)、硬质合金模芯(2)、异形硬质合金冲针(3)、冲针固定套(4),其特征在于:预应力模套(1)内腔为锥形,与硬质合金模芯(2)外表面配合;异形硬质合金冲针(3)穿过硬质合金模芯(2)内孔底端、通过冲针固定套4将尾部固定在硬质合金模芯(2)内孔内。冲针固定套(4)靠近异形硬质合金冲针(3)尾端处倒角,用铜钎焊将冲针固定套(4)在倒角处与异形硬质合金冲针(3)固定。本发明能提高了模具使用寿命3‑5倍,独立冲针通用性强。
螺栓头部深孔的冷镦成形方法.pdf
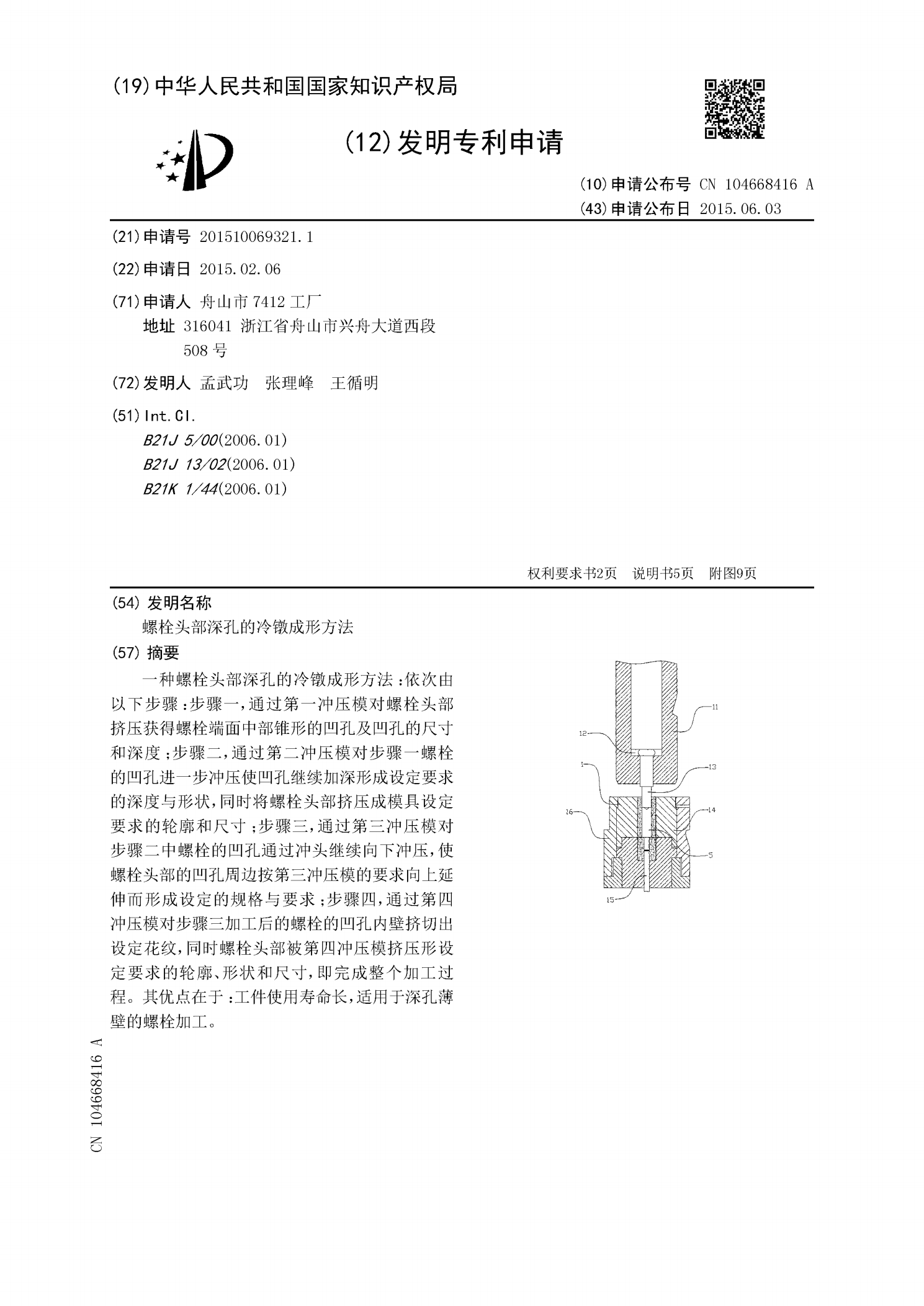
一种螺栓头部深孔的冷镦成形方法:依次由以下步骤:步骤一,通过第一冲压模对螺栓头部挤压获得螺栓端面中部锥形的凹孔及凹孔的尺寸和深度;步骤二,通过第二冲压模对步骤一螺栓的凹孔进一步冲压使凹孔继续加深形成设定要求的深度与形状,同时将螺栓头部挤压成模具设定要求的轮廓和尺寸;步骤三,通过第三冲压模对步骤二中螺栓的凹孔通过冲头继续向下冲压,使螺栓头部的凹孔周边按第三冲压模的要求向上延伸而形成设定的规格与要求;步骤四,通过第四冲压模对步骤三加工后的螺栓的凹孔内壁挤切出设定花纹,同时螺栓头部被第四冲压模挤压形设定要求的轮
一种深盲孔异形内腔头部型面车削方法及系统.pdf
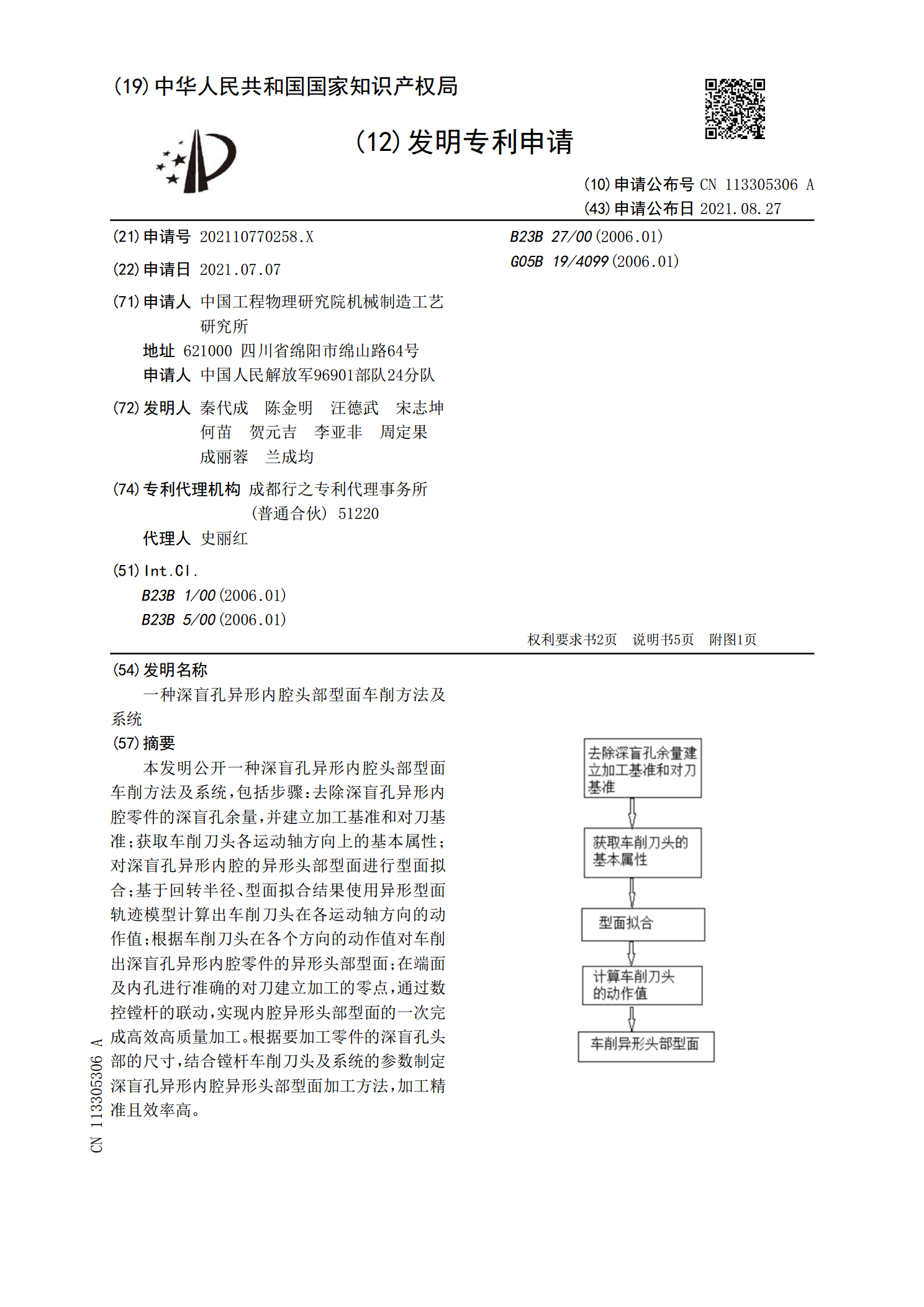
本发明公开一种深盲孔异形内腔头部型面车削方法及系统,包括步骤:去除深盲孔异形内腔零件的深盲孔余量,并建立加工基准和对刀基准;获取车削刀头各运动轴方向上的基本属性;对深盲孔异形内腔的异形头部型面进行型面拟合;基于回转半径、型面拟合结果使用异形型面轨迹模型计算出车削刀头在各运动轴方向的动作值;根据车削刀头在各个方向的动作值对车削出深盲孔异形内腔零件的异形头部型面;在端面及内孔进行准确的对刀建立加工的零点,通过数控镗杆的联动,实现内腔异形头部型面的一次完成高效高质量加工。根据要加工零件的深盲孔头部的尺寸,结合镗

一种零件充液镦压成形模具.pdf
本发明公开了一种零件充液镦压成形模具,所述模具包括:外模具组件、坯料、内模具组件和驱动组件,其中,所述外模具组件包括:正对的第一模和第二模,所述第一模和所述第二模的中心形成内压腔结构;所述坯料置于所述内压腔结构内;所述内模具组件包括一对相对设置的侧模和锁止件,所述锁止件设置于所述坯料的内空腔内,所述侧模可沿所述内空腔挤压所述锁止件,以使所述坯料内部成型;所述驱动组件与所述第一模和所述第二模连接,以驱动所述第一模和所述第二模使所述坯料外部成型。本发明可以达到提高零件校形后的精度和零件服役性能的目的。
一种开放内型挤压成形模具及大尺寸盲孔壳体成型工艺.pdf
本发明提供了一种开放内型挤压成形模具及大尺寸盲孔壳体成型工艺,包括凹模、压型冲头、挤压冲头,在凹模上设置有可横向移动的内凹模,内凹模上设置有顶料杆,由凹模型腔和内凹模的型腔共同构成形状可变的工件型腔;内凹模上具有竖向布置的第一腔室和第二腔室,第一腔室、第二腔室均能够与凹模型腔衔接;工艺步骤包括:向上拉动压块使两个夹料板之间的间距大于坯料的外径;从凹模型腔顶部送入坯料,控制压型冲头下移,直到坯料在压型冲头的作用下充满工件型腔一;控制压型冲头回程;控制顶料杆上移,直到预成型件顶部的凸沿位于夹料板上方。本发明不