
避免盲孔电镀的柔性引线框架制备工艺.pdf

小寄****淑k

1/10

2/10
3/10
4/10
5/10
6/10
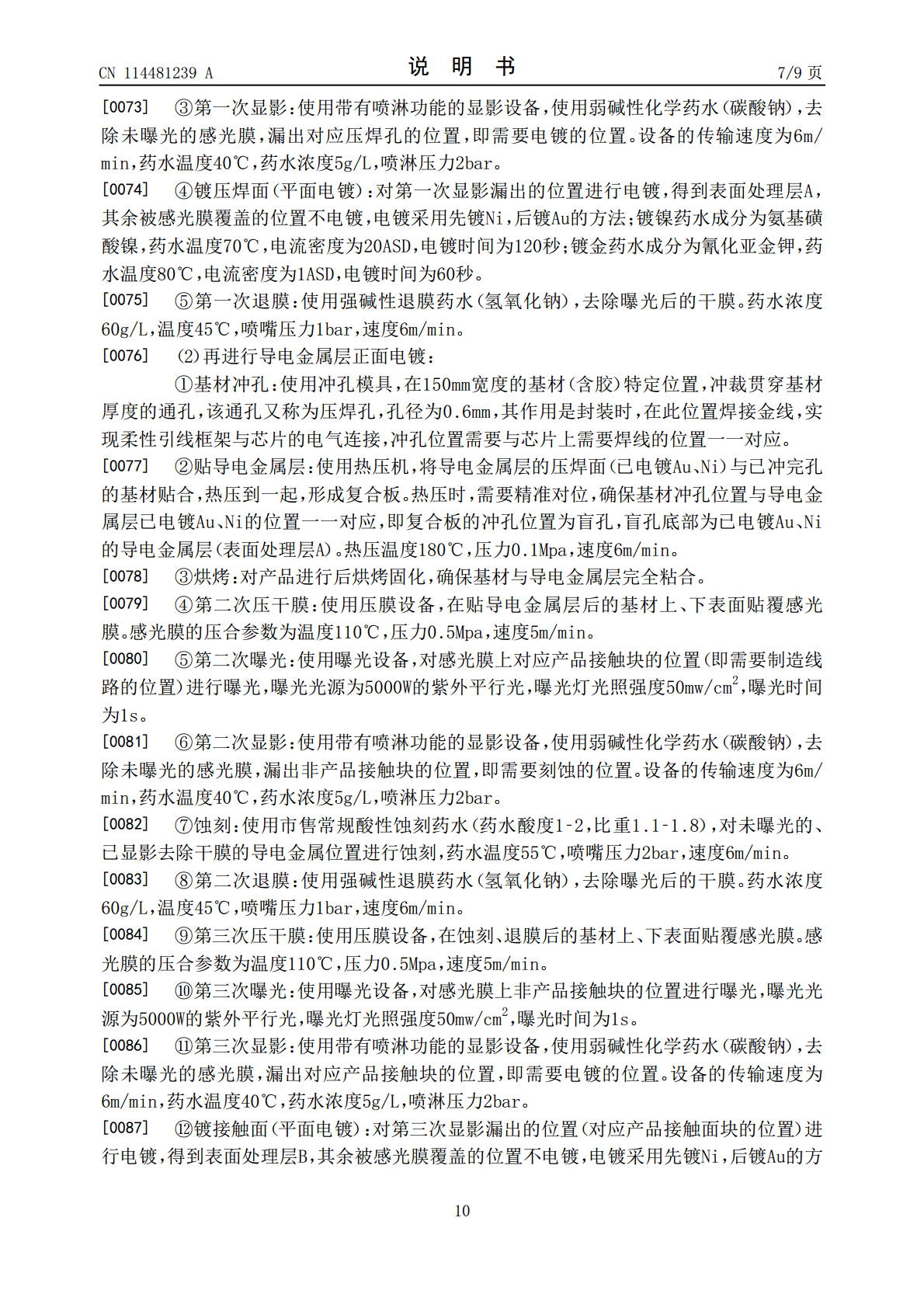
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

避免盲孔电镀的柔性引线框架制备工艺.pdf
本发明属于柔性引线框架制备技术领域,具体涉及一种避免盲孔电镀的柔性引线框架制备工艺。所述工艺流程为:先进行导电金属层背面电镀:导电金属层→第一次压干膜→第一次曝光→第一次显影→镀压焊面→第一次退膜;再进行导电金属层正面电镀:基材冲孔→贴导电金属层→烘烤→第二次压干膜→第二次曝光→第二次显影→蚀刻→第二次退膜→第三次压干膜→第三次曝光→第三次显影→镀接触面→第三次退膜;其中,镀压焊面和镀接触面均为平面电镀。本发明将盲孔电镀转化为平面电镀,从根本上解决了柔性引线框架压焊孔电镀困难的问题,制备的柔性引线框架无漏
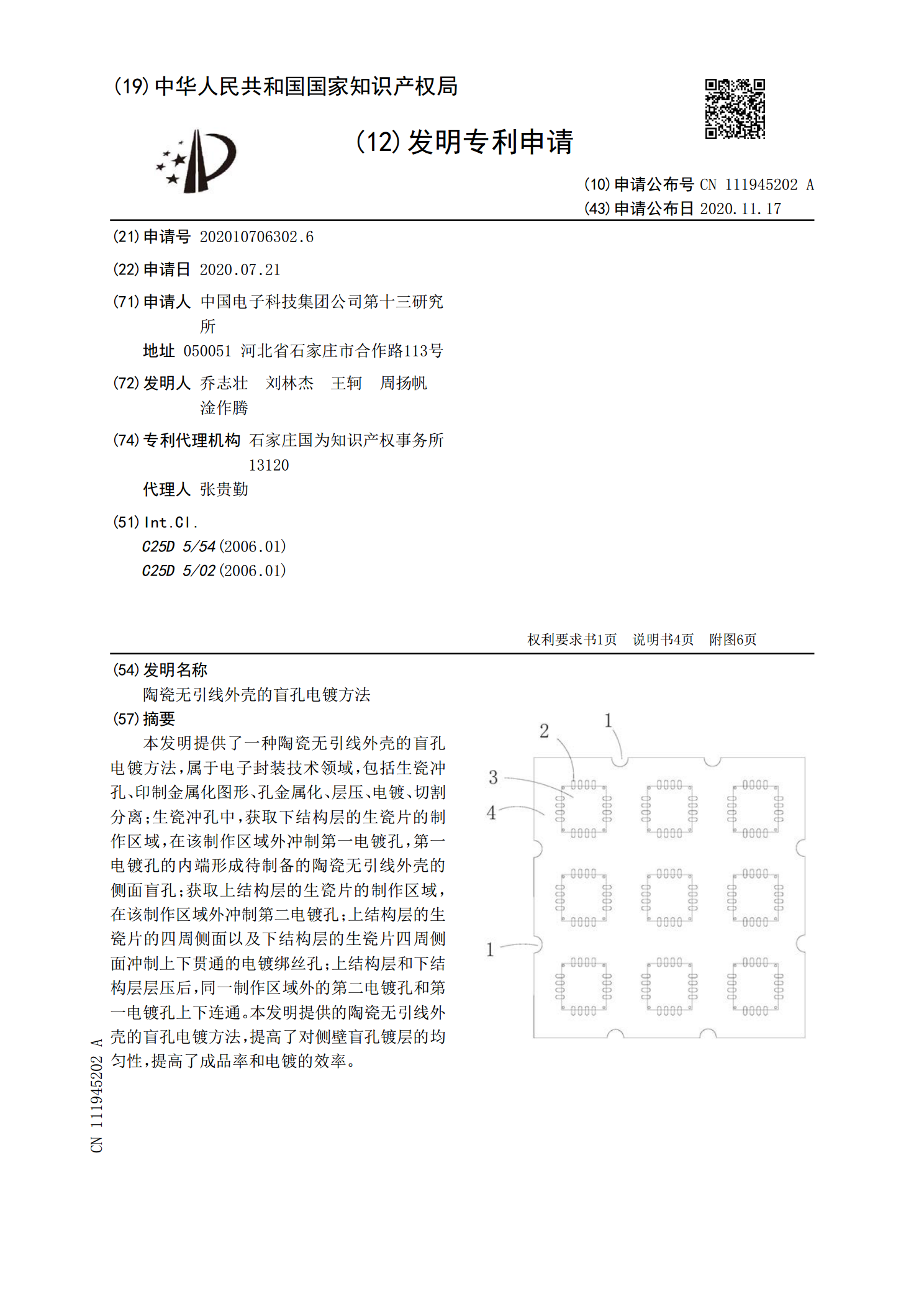
陶瓷无引线外壳的盲孔电镀方法.pdf
本发明提供了一种陶瓷无引线外壳的盲孔电镀方法,属于电子封装技术领域,包括生瓷冲孔、印制金属化图形、孔金属化、层压、电镀、切割分离;生瓷冲孔中,获取下结构层的生瓷片的制作区域,在该制作区域外冲制第一电镀孔,第一电镀孔的内端形成待制备的陶瓷无引线外壳的侧面盲孔;获取上结构层的生瓷片的制作区域,在该制作区域外冲制第二电镀孔;上结构层的生瓷片的四周侧面以及下结构层的生瓷片四周侧面冲制上下贯通的电镀绑丝孔;上结构层和下结构层层压后,同一制作区域外的第二电镀孔和第一电镀孔上下连通。本发明提供的陶瓷无引线外壳的盲孔电镀
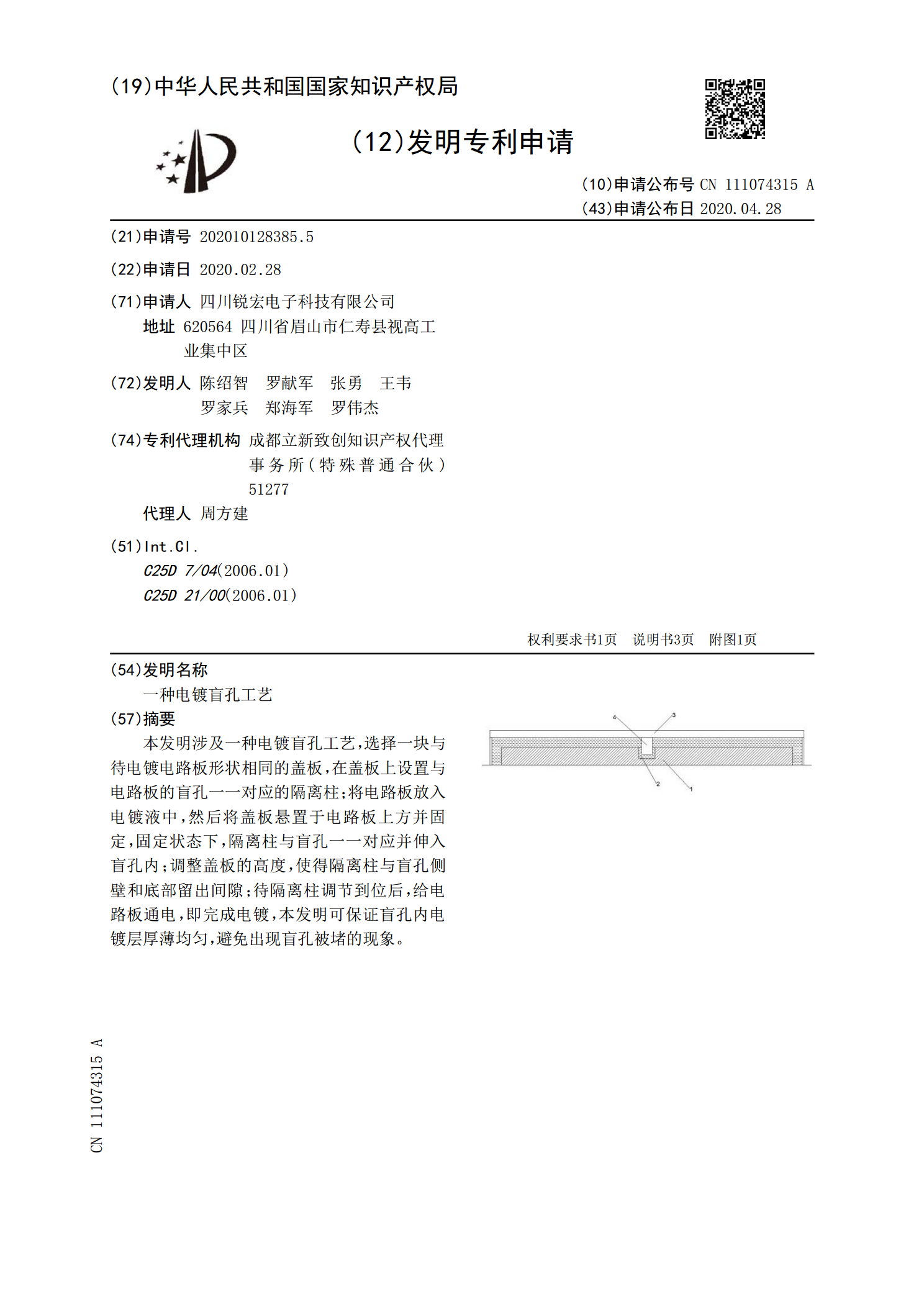
一种电镀盲孔工艺.pdf
本发明涉及一种电镀盲孔工艺,选择一块与待电镀电路板形状相同的盖板,在盖板上设置与电路板的盲孔一一对应的隔离柱;将电路板放入电镀液中,然后将盖板悬置于电路板上方并固定,固定状态下,隔离柱与盲孔一一对应并伸入盲孔内;调整盖板的高度,使得隔离柱与盲孔侧壁和底部留出间隙;待隔离柱调节到位后,给电路板通电,即完成电镀,本发明可保证盲孔内电镀层厚薄均匀,避免出现盲孔被堵的现象。
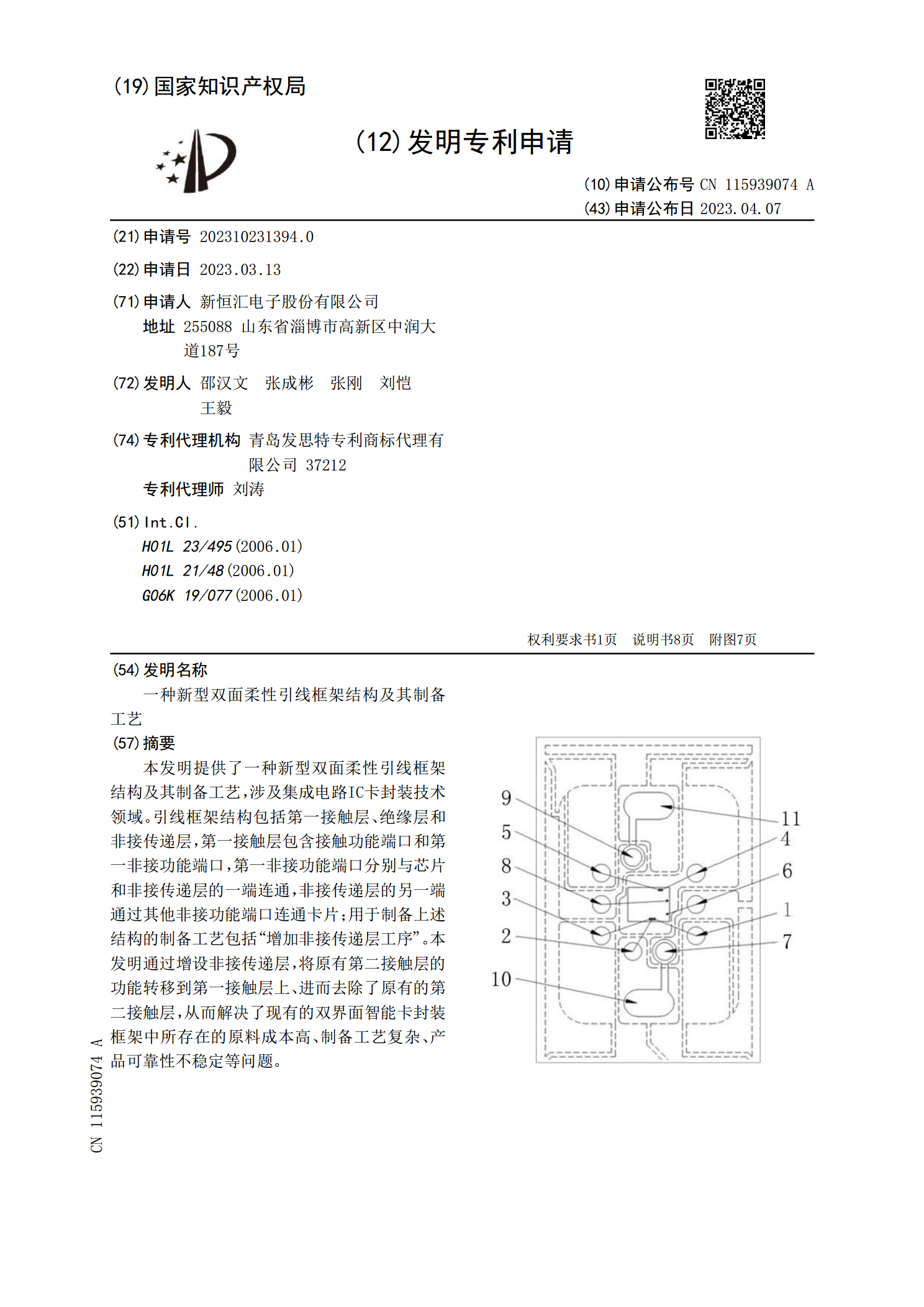
一种新型双面柔性引线框架结构及其制备工艺.pdf
本发明提供了一种新型双面柔性引线框架结构及其制备工艺,涉及集成电路IC卡封装技术领域。引线框架结构包括第一接触层、绝缘层和非接传递层,第一接触层包含接触功能端口和第一非接功能端口,第一非接功能端口分别与芯片和非接传递层的一端连通,非接传递层的另一端通过其他非接功能端口连通卡片;用于制备上述结构的制备工艺包括“增加非接传递层工序”。本发明通过增设非接传递层,将原有第二接触层的功能转移到第一接触层上、进而去除了原有的第二接触层,从而解决了现有的双界面智能卡封装框架中所存在的原料成本高、制备工艺复杂、产品可靠性
一种高纵横比盲孔电镀铜填孔的工艺.pdf
本发明公开了一种高纵横比盲孔电镀铜填孔的工艺,包括如下步骤:S1、称取330g的CuSO4·5H2O均匀溶解于1200mL的去离子水中,然后在不断搅拌的条件下缓慢加入44mL的浓硫酸,待溶液温度降至室温后,开始顺序加入氯离子、抑制剂、加速剂、整平剂,搅拌均匀后,加适量的去离子水定容,从而制备出电镀液;S2、在HID板的表面上钻多个呈阵列分布的盲孔,采用喷砂装置向盲孔的底表面和内壁上喷砂,确保在盲孔的底表面和内壁上形成微小孔,喷砂后将HID板倒置,以确保砂从盲孔中倾倒出。本发明的有益效果是:电镀工艺简单、镀