
一种薄壁窄流道精密铸件的制壳方法.pdf

长春****主a

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁窄流道精密铸件的制壳方法.pdf
本发明公开了一种薄壁窄流道精密铸件的制壳方法,制蜡模;型壳面层制备,将蜡模浸入挂浆液中,提起滴落多余浆液,淋砂,恒温恒湿干燥,型壳二层制备,具体为,蜡模浸入挂浆液中,提起滴落多余浆液,淋砂,恒温恒湿干燥;型壳三层制备,吹掉浮沙;灌浆前封层,蜡模浸入硅溶胶,恒温恒湿干燥;灌浆,浆液灌入蜡模窄槽、盲孔等狭窄处,恒温恒湿干燥,间隔七天后进行下一步骤;型壳四层制备,型壳五层制备,型壳六层制备,型壳封浆层制备,干燥后型壳制备完成。通过本发明的制壳方法,有效额解决了聚集浮砂而导致无法灌浆的技术问题,同时通过本发明的制
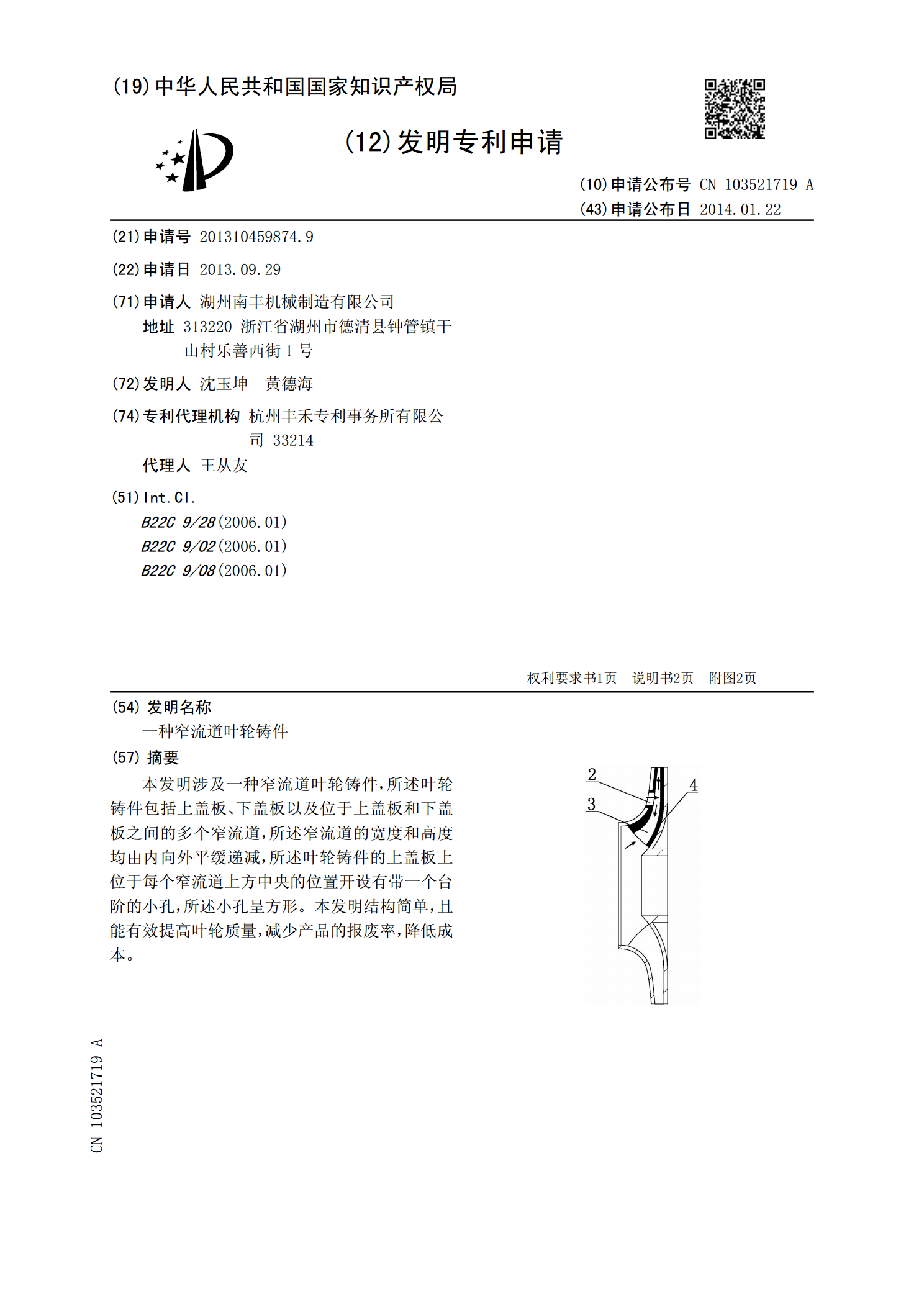
一种窄流道叶轮铸件.pdf
本发明涉及一种窄流道叶轮铸件,所述叶轮铸件包括上盖板、下盖板以及位于上盖板和下盖板之间的多个窄流道,所述窄流道的宽度和高度均由内向外平缓递减,所述叶轮铸件的上盖板上位于每个窄流道上方中央的位置开设有带一个台阶的小孔,所述小孔呈方形。本发明结构简单,且能有效提高叶轮质量,减少产品的报废率,降低成本。

精密铸件深盲孔的制壳方法.pdf
本发明公开了一种精密铸件深盲孔的制壳方法,包括以下步骤:制作蜡模模组,在模组上涂料制壳,按面层、过渡层、三层、四层顺序涂料,涂料三层或四层后,风干至型壳完全干燥,取硅溶胶锆英粉浆料加莫来石砂按照质量比4∶6-6.5的比例搅拌至糊状制成馅料,将馅料灌入铸件深盲孔的位置,然后将铸件深盲孔对着风机鼓风干燥至铸件深盲孔完全干燥,再根据铸件大小继续加固至型壳所需层数,脱蜡得到相应的型壳。本发明精密铸件深盲孔的制壳方法,操作简单、方便,有效地解决精密铸件型壳深盲孔的制壳难度,提高了深盲孔处型壳的强度,大大减少了深盲孔
窄流道封闭式叶轮的制壳工艺改进.pdf
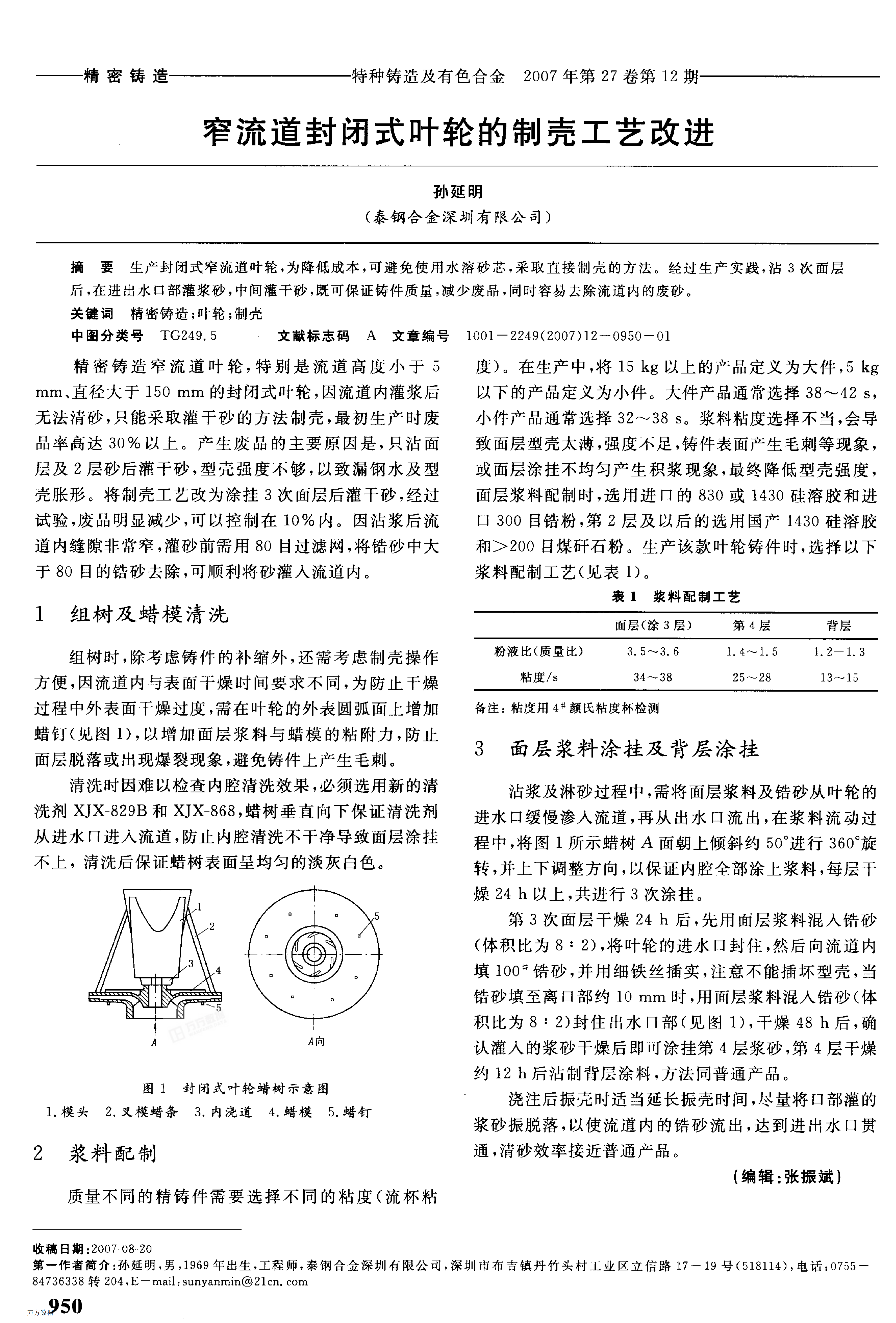
精密铸造特种铸造及有色合金2007年第27卷第12期窄流道封闭式叶轮的制壳工艺改进孙延明(泰钢合金深P1有限公司)摘要生产封闭式窄流道叶轮,为降低成本,可避免使用水溶砂芯,采取直接制壳的方法。经过生产实践,沽3次面层后,在进出水口部灌浆砂,中间灌干砂,既可保证铸件质量,减少废品,同时容易去除流道内的废砂。关键词精密铸造;叶轮;制壳中图分类号TG249.5文献标志码A文章编号1001-2249(2007)12-0950-01精密铸造窄流道叶轮,特别是流道高度小于5度)。在生产中,将15kg以上的产品定义为大
窄流道封闭式叶轮的制壳工艺改进.pdf
精密铸造特种铸造及有色合金2007年第27卷第12期窄流道封闭式叶轮的制壳工艺改进孙延明(泰钢合金深P1有限公司)摘要生产封闭式窄流道叶轮为降低成本可避免使用水溶砂芯采取直接制壳的方法。经过生产实践沽