
高硬度盲孔内花键冷挤压工艺.pdf

小云****66

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高硬度盲孔内花键冷挤压工艺.pdf
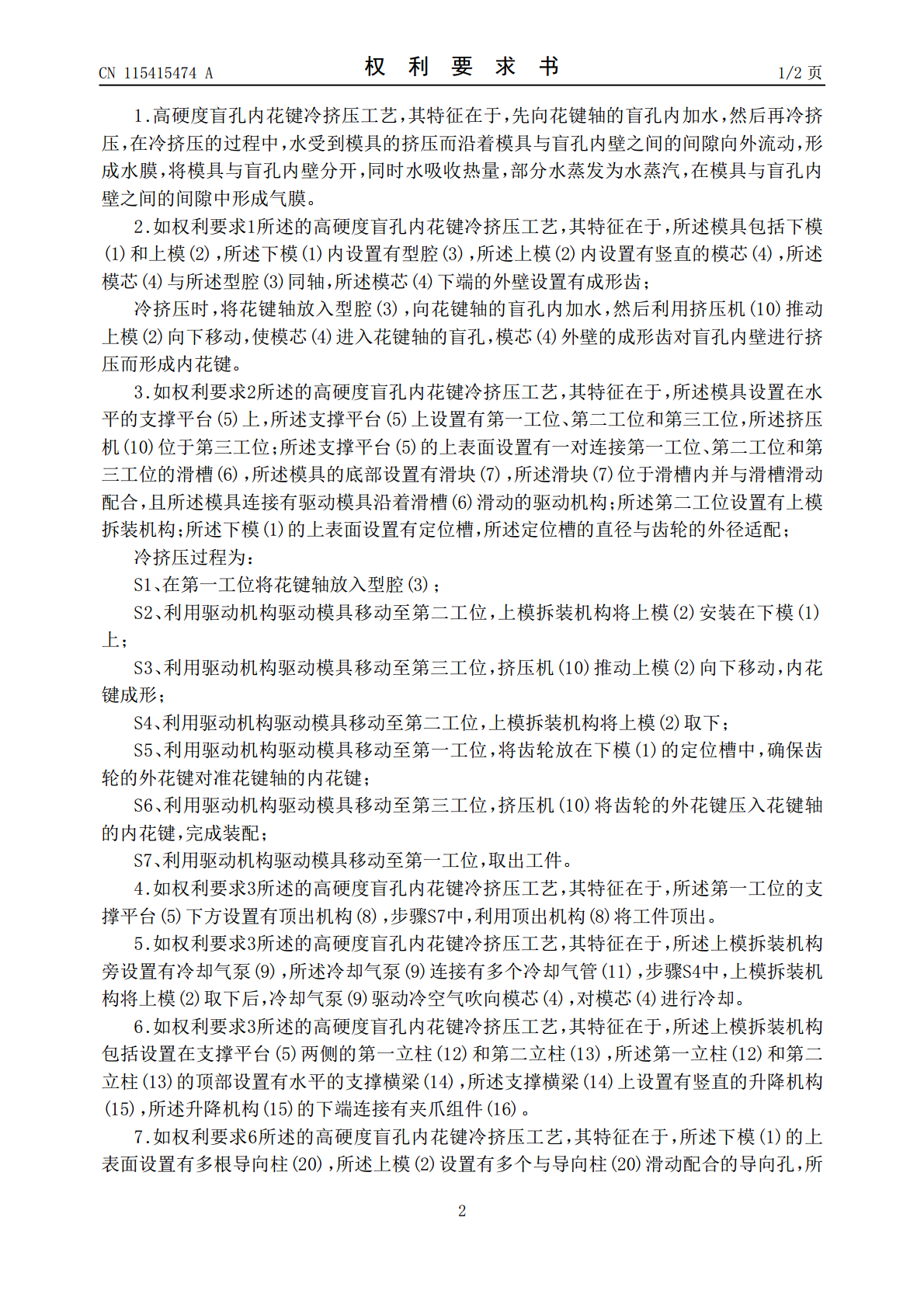
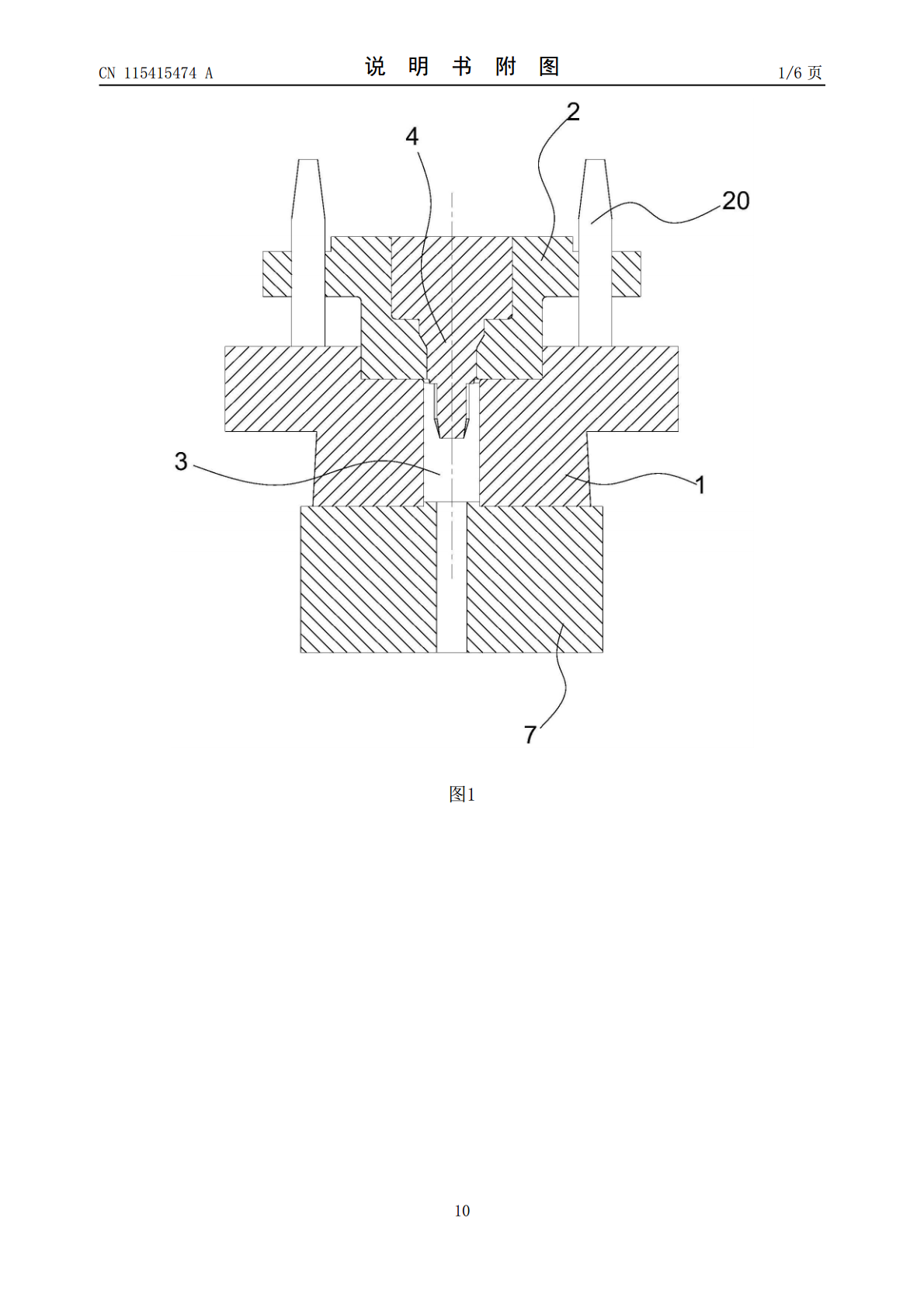
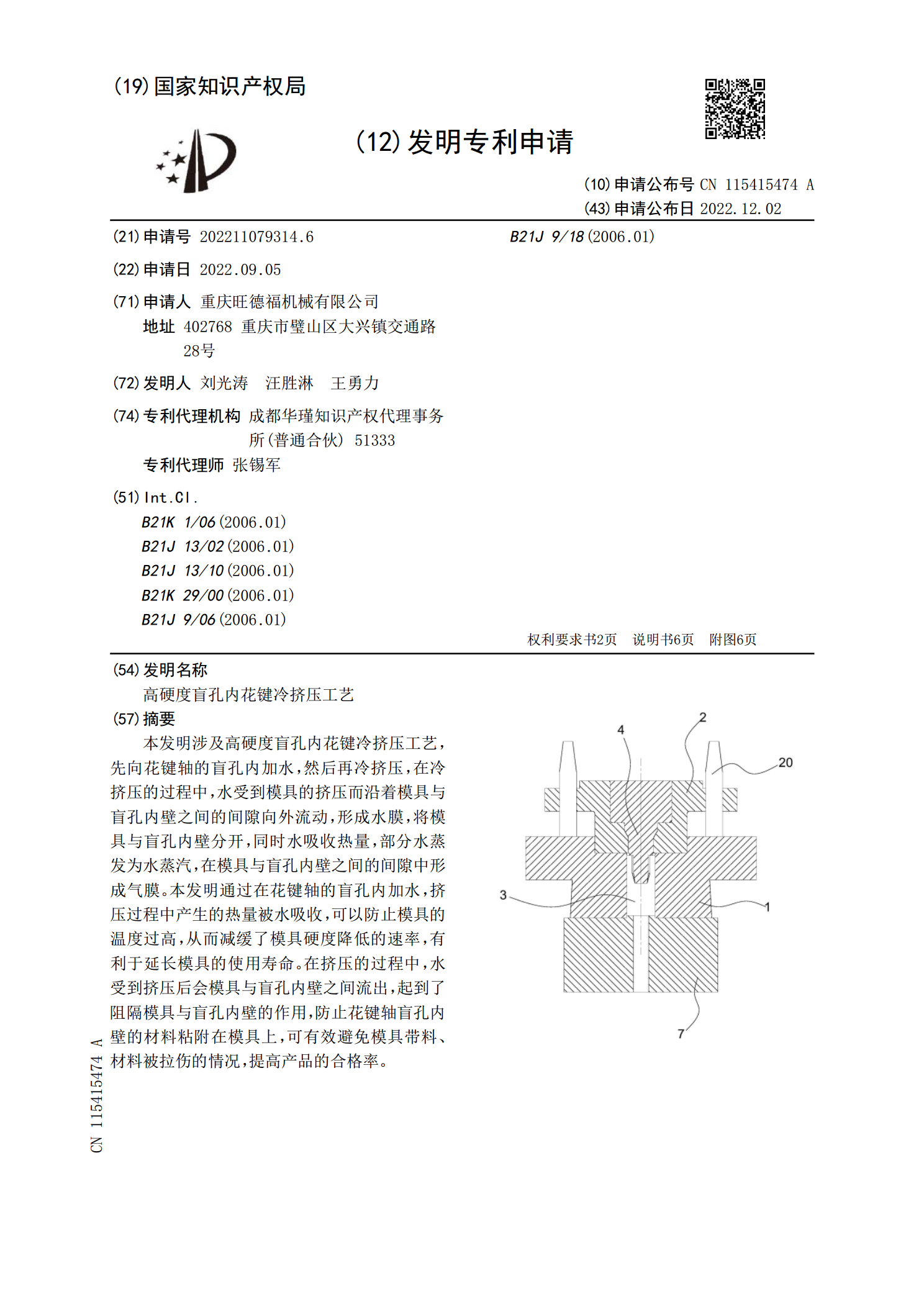
本发明涉及高硬度盲孔内花键冷挤压工艺,先向花键轴的盲孔内加水,然后再冷挤压,在冷挤压的过程中,水受到模具的挤压而沿着模具与盲孔内壁之间的间隙向外流动,形成水膜,将模具与盲孔内壁分开,同时水吸收热量,部分水蒸发为水蒸汽,在模具与盲孔内壁之间的间隙中形成气膜。本发明通过在花键轴的盲孔内加水,挤压过程中产生的热量被水吸收,可以防止模具的温度过高,从而减缓了模具硬度降低的速率,有利于延长模具的使用寿命。在挤压的过程中,水受到挤压后会模具与盲孔内壁之间流出,起到了阻隔模具与盲孔内壁的作用,防止花键轴盲孔内壁的材料粘
盲孔内花键冷挤压模.pdf
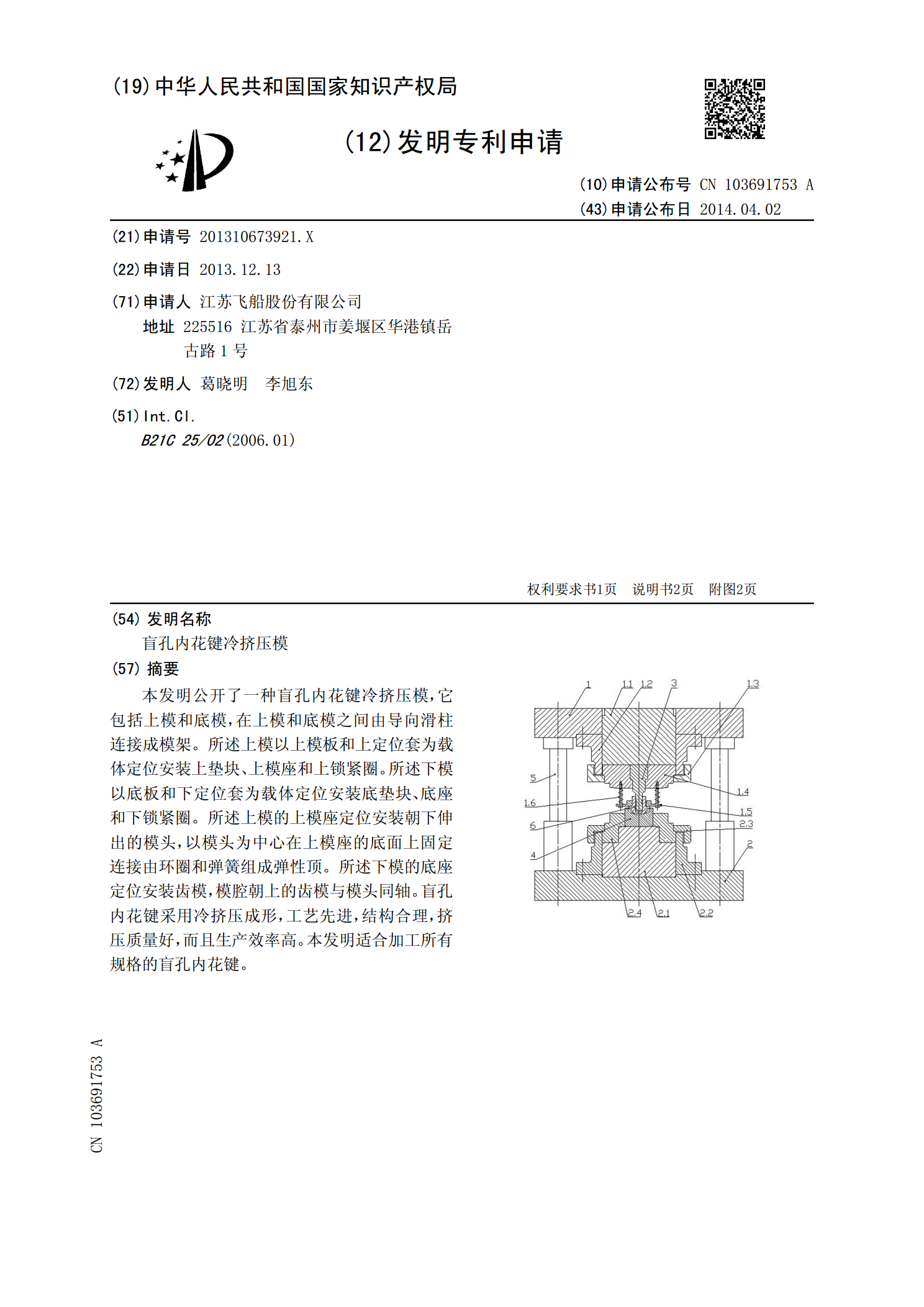
本发明公开了一种盲孔内花键冷挤压模,它包括上模和底模,在上模和底模之间由导向滑柱连接成模架。所述上模以上模板和上定位套为载体定位安装上垫块、上模座和上锁紧圈。所述下模以底板和下定位套为载体定位安装底垫块、底座和下锁紧圈。所述上模的上模座定位安装朝下伸出的模头,以模头为中心在上模座的底面上固定连接由环圈和弹簧组成弹性顶。所述下模的底座定位安装齿模,模腔朝上的齿模与模头同轴。盲孔内花键采用冷挤压成形,工艺先进,结构合理,挤压质量好,而且生产效率高。本发明适合加工所有规格的盲孔内花键。
盲孔矩形花键冷挤压成型方法.pdf
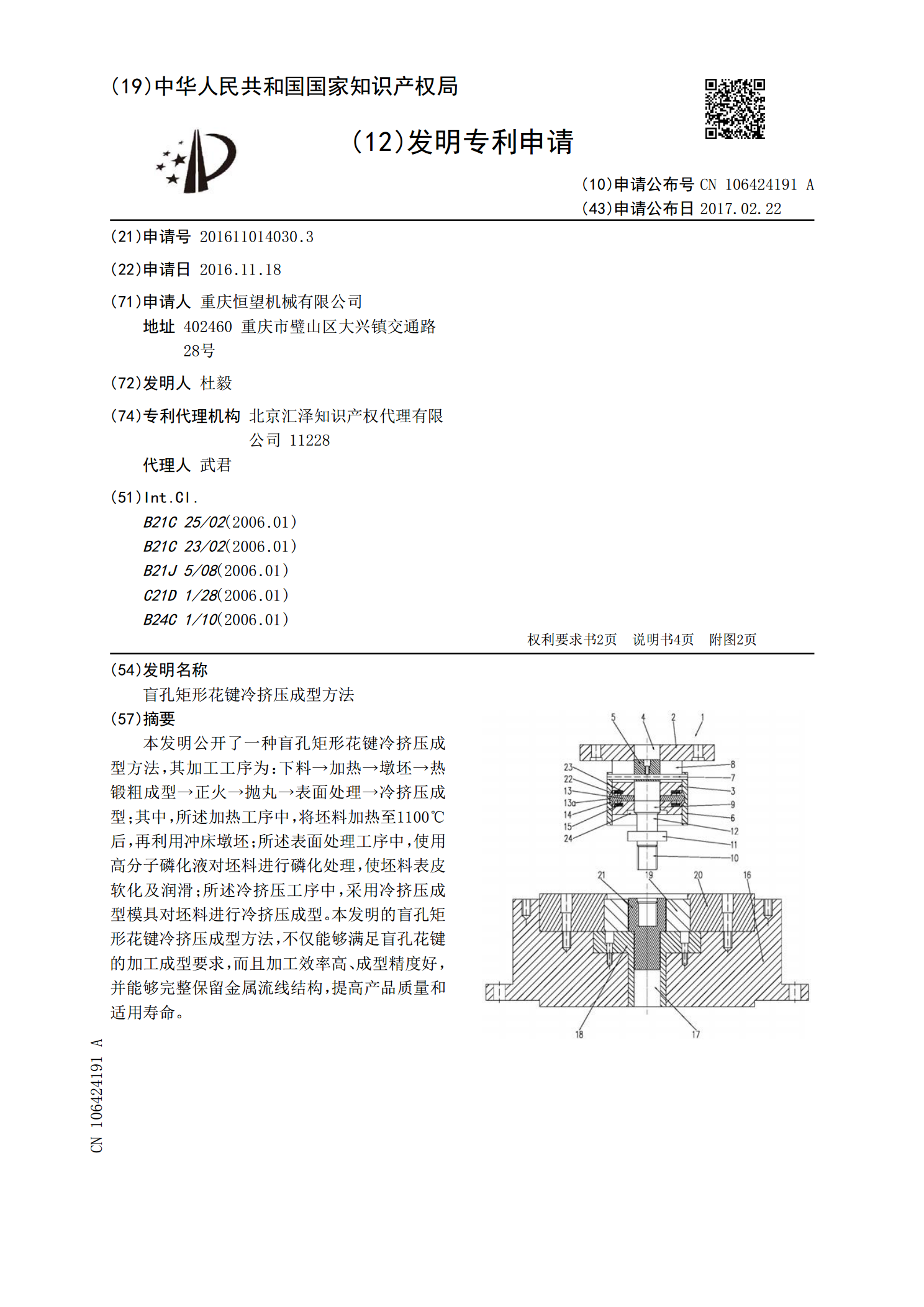
本发明公开了一种盲孔矩形花键冷挤压成型方法,其加工工序为:下料→加热→墩坯→热锻粗成型→正火→抛丸→表面处理→冷挤压成型;其中,所述加热工序中,将坯料加热至1100℃后,再利用冲床墩坯;所述表面处理工序中,使用高分子磷化液对坯料进行磷化处理,使坯料表皮软化及润滑;所述冷挤压工序中,采用冷挤压成型模具对坯料进行冷挤压成型。本发明的盲孔矩形花键冷挤压成型方法,不仅能够满足盲孔花键的加工成型要求,而且加工效率高、成型精度好,并能够完整保留金属流线结构,提高产品质量和适用寿命。

内花键冷挤压工艺的优化.docx
内花键冷挤压工艺的优化标题:内花键冷挤压工艺的优化摘要:内花键冷挤压工艺是一种高效、精准制造内花键的方法,具有良好的工艺适应性和优异的性能。然而,存在一些问题,如材料损失、工艺控制难度等。本文对内花键冷挤压工艺进行了优化研究,通过优化原材料配比、改进模具设计和优化冷挤压参数等方法,提高了内花键冷挤压工艺的效率和成品率,取得了良好的效果。1.引言1.1研究背景1.2研究目的和意义2.内花键冷挤压工艺原理及存在问题2.1内花键冷挤压工艺原理2.2存在的问题3.原材料配比的优化3.1原材料配比对内花键性能的影响
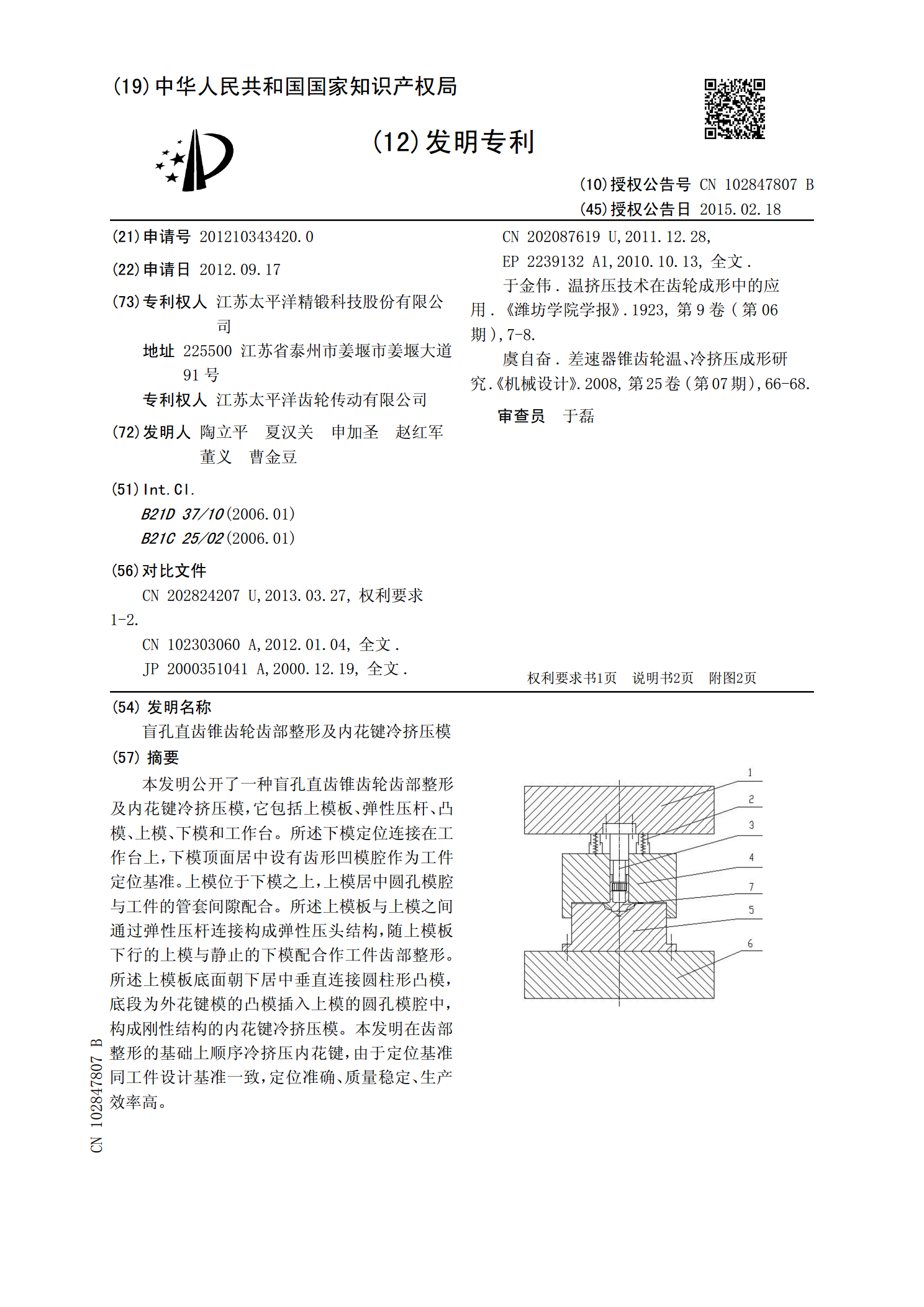
盲孔直齿锥齿轮齿部整形及内花键冷挤压模.pdf
本发明公开了一种盲孔直齿锥齿轮齿部整形及内花键冷挤压模,它包括上模板、弹性压杆、凸模、上模、下模和工作台。所述下模定位连接在工作台上,下模顶面居中设有齿形凹模腔作为工件定位基准。上模位于下模之上,上模居中圆孔模腔与工件的管套间隙配合。所述上模板与上模之间通过弹性压杆连接构成弹性压头结构,随上模板下行的上模与静止的下模配合作工件齿部整形。所述上模板底面朝下居中垂直连接圆柱形凸模,底段为外花键模的凸模插入上模的圆孔模腔中,构成刚性结构的内花键冷挤压模。本发明在齿部整形的基础上顺序冷挤压内花键,由于定位基准同工