
盲孔直齿锥齿轮齿部整形及内花键冷挤压模.pdf

沛芹****ng

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
盲孔直齿锥齿轮齿部整形及内花键冷挤压模.pdf
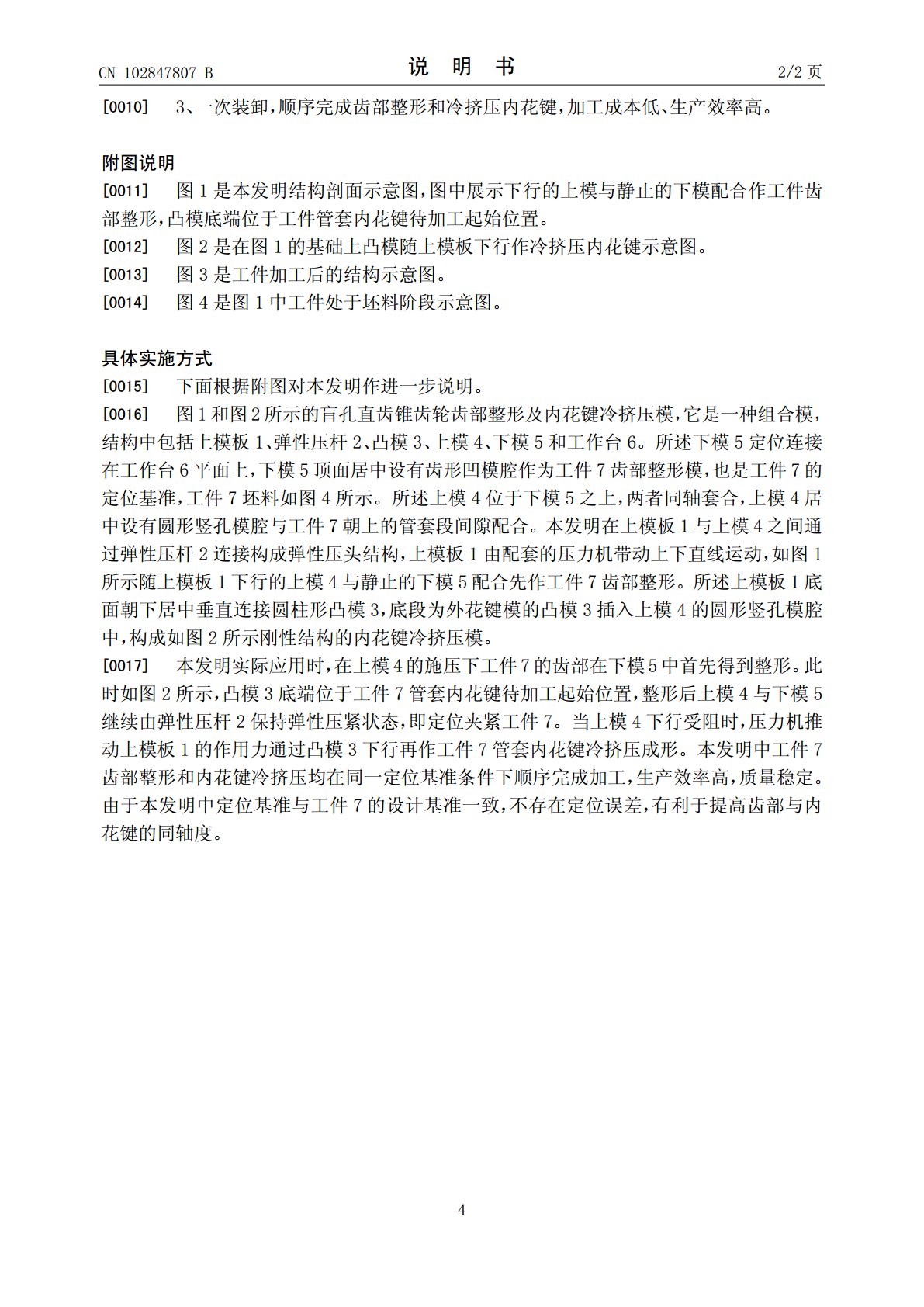
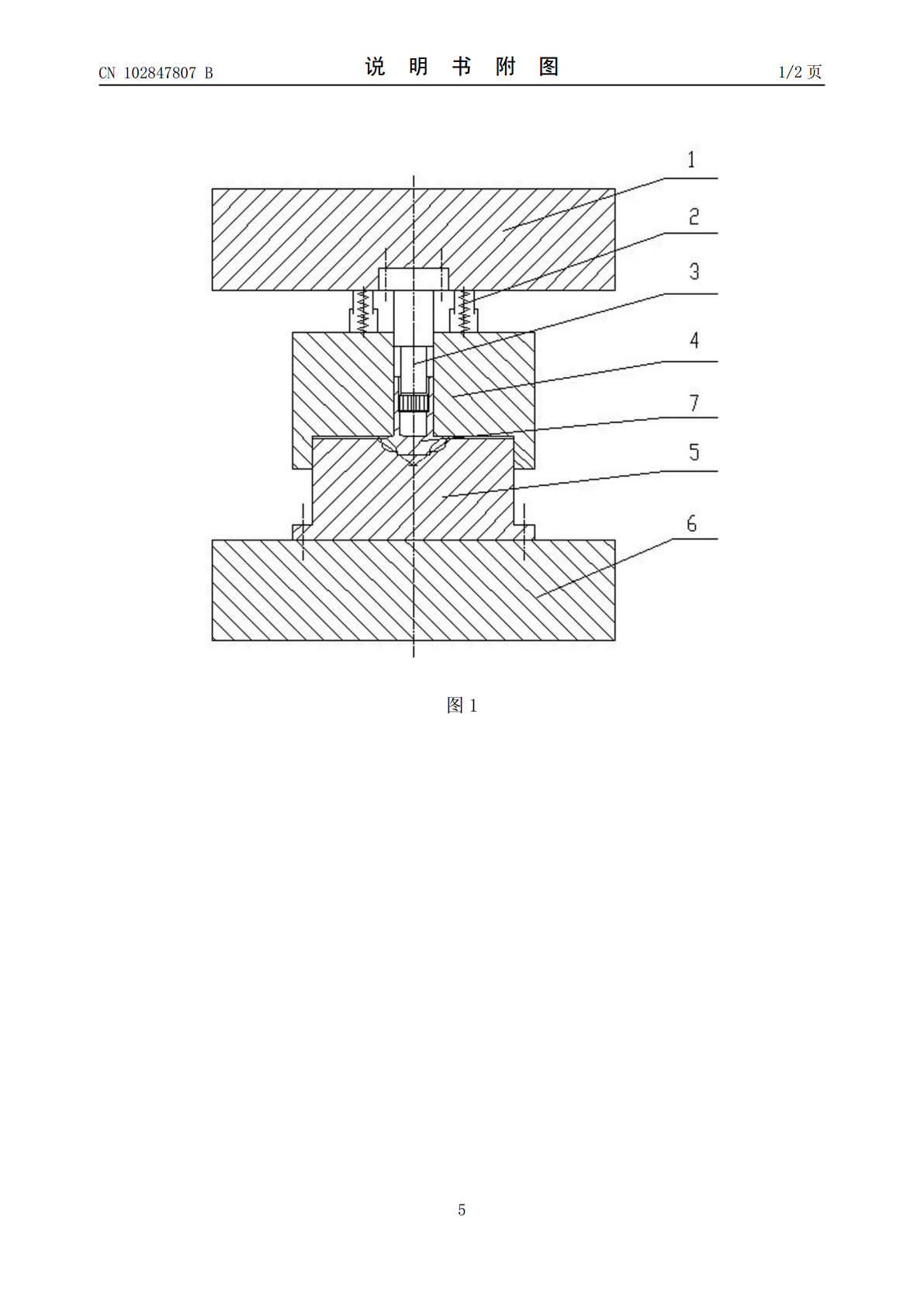
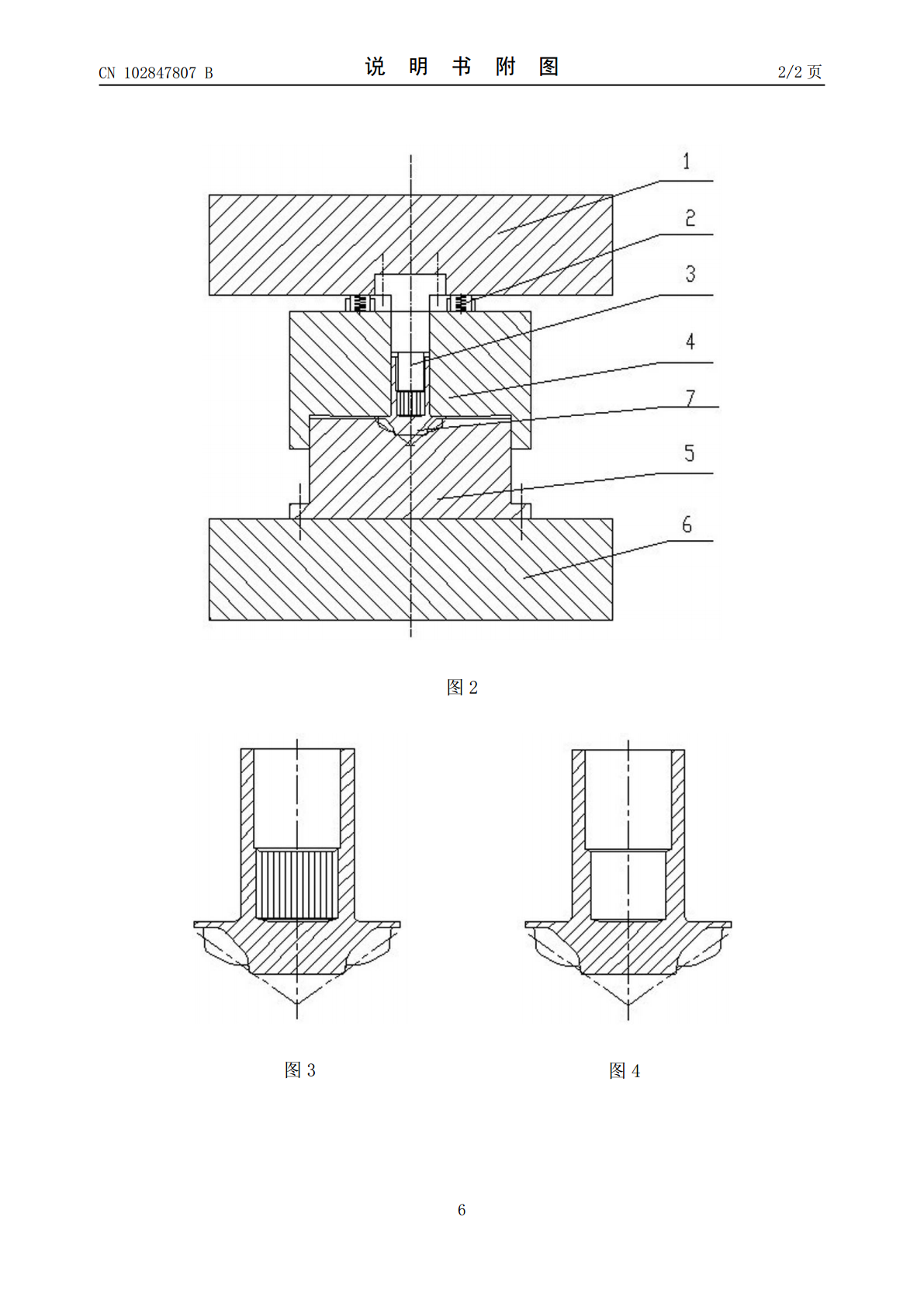
本发明公开了一种盲孔直齿锥齿轮齿部整形及内花键冷挤压模,它包括上模板、弹性压杆、凸模、上模、下模和工作台。所述下模定位连接在工作台上,下模顶面居中设有齿形凹模腔作为工件定位基准。上模位于下模之上,上模居中圆孔模腔与工件的管套间隙配合。所述上模板与上模之间通过弹性压杆连接构成弹性压头结构,随上模板下行的上模与静止的下模配合作工件齿部整形。所述上模板底面朝下居中垂直连接圆柱形凸模,底段为外花键模的凸模插入上模的圆孔模腔中,构成刚性结构的内花键冷挤压模。本发明在齿部整形的基础上顺序冷挤压内花键,由于定位基准同工
盲孔内花键冷挤压模.pdf
本发明公开了一种盲孔内花键冷挤压模,它包括上模和底模,在上模和底模之间由导向滑柱连接成模架。所述上模以上模板和上定位套为载体定位安装上垫块、上模座和上锁紧圈。所述下模以底板和下定位套为载体定位安装底垫块、底座和下锁紧圈。所述上模的上模座定位安装朝下伸出的模头,以模头为中心在上模座的底面上固定连接由环圈和弹簧组成弹性顶。所述下模的底座定位安装齿模,模腔朝上的齿模与模头同轴。盲孔内花键采用冷挤压成形,工艺先进,结构合理,挤压质量好,而且生产效率高。本发明适合加工所有规格的盲孔内花键。

小尺寸盲孔小模数直齿锥齿轮刨齿加工工艺.pdf
提供一种小尺寸盲孔小模数直齿锥齿轮刨齿加工工艺,包括备料、粗车、热处理、第一次精车、刨齿、第二次精车、钳工、表面处理步骤。第一次精车时,通过在工件精车加工制作径向凸台工艺头,并结合轴向螺纹压盖实现工件在专用工装夹具上的同轴轴向压紧固定装夹,从而实现小尺寸盲孔小模数直齿锥齿轮的刨齿加工,刨齿加工完成后,切除所制作的径向凸台工艺头,即可得到所需小尺寸盲孔小模数直齿锥齿轮。本发明采用简单的结构改进,解决小尺寸盲孔小模数直齿锥齿轮无法刨齿加工的问题;装夹牢靠,工件装取方便,专用工装夹具加工简便;产品合格率高;实现
直齿锥齿轮带背压的冷挤压成形模.pdf
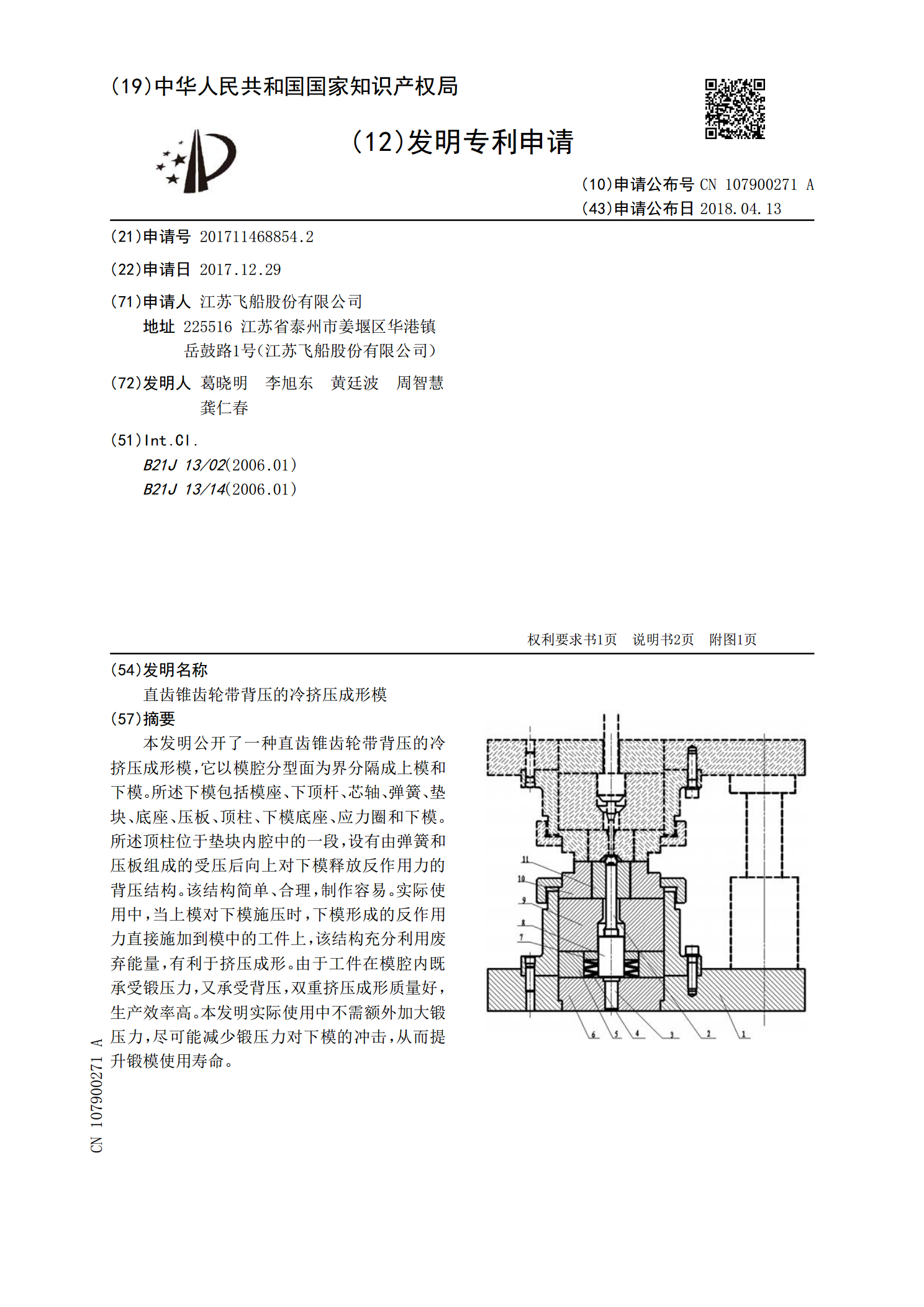
本发明公开了一种直齿锥齿轮带背压的冷挤压成形模,它以模腔分型面为界分隔成上模和下模。所述下模包括模座、下顶杆、芯轴、弹簧、垫块、底座、压板、顶柱、下模底座、应力圈和下模。所述顶柱位于垫块内腔中的一段,设有由弹簧和压板组成的受压后向上对下模释放反作用力的背压结构。该结构简单、合理,制作容易。实际使用中,当上模对下模施压时,下模形成的反作用力直接施加到模中的工件上,该结构充分利用废弃能量,有利于挤压成形。由于工件在模腔内既承受锻压力,又承受背压,双重挤压成形质量好,生产效率高。本发明实际使用中不需额外加大锻压
一种新型的直齿锥齿行星齿轮内孔结构.pdf
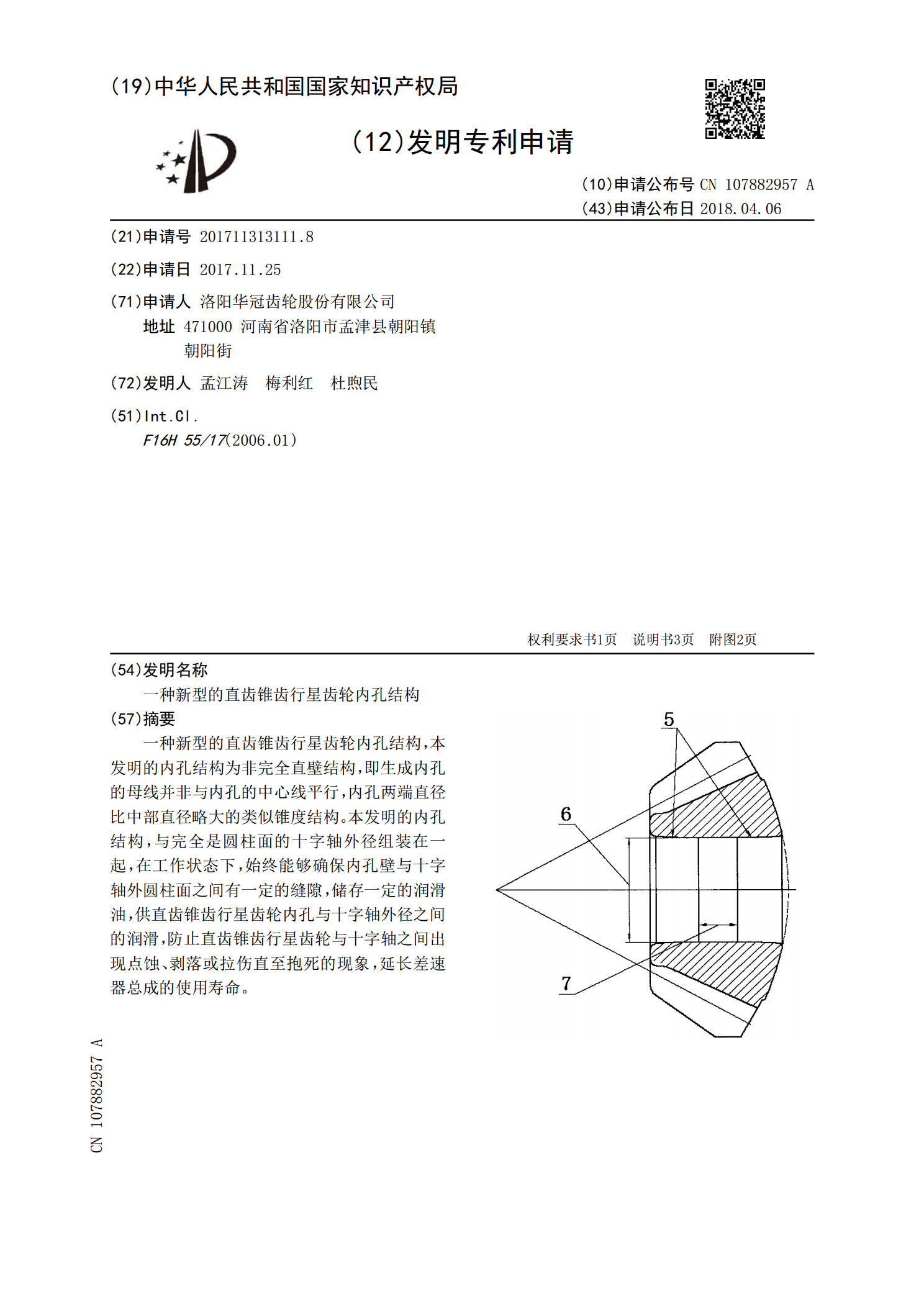
一种新型的直齿锥齿行星齿轮内孔结构,本发明的内孔结构为非完全直壁结构,即生成内孔的母线并非与内孔的中心线平行,内孔两端直径比中部直径略大的类似锥度结构。本发明的内孔结构,与完全是圆柱面的十字轴外径组装在一起,在工作状态下,始终能够确保内孔壁与十字轴外圆柱面之间有一定的缝隙,储存一定的润滑油,供直齿锥齿行星齿轮内孔与十字轴外径之间的润滑,防止直齿锥齿行星齿轮与十字轴之间出现点蚀、剥落或拉伤直至抱死的现象,延长差速器总成的使用寿命。