
表层介质板盲槽底部含金属化孔的多层微波板的制作方法.pdf

春岚****23

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
表层介质板盲槽底部含金属化孔的多层微波板的制作方法.pdf
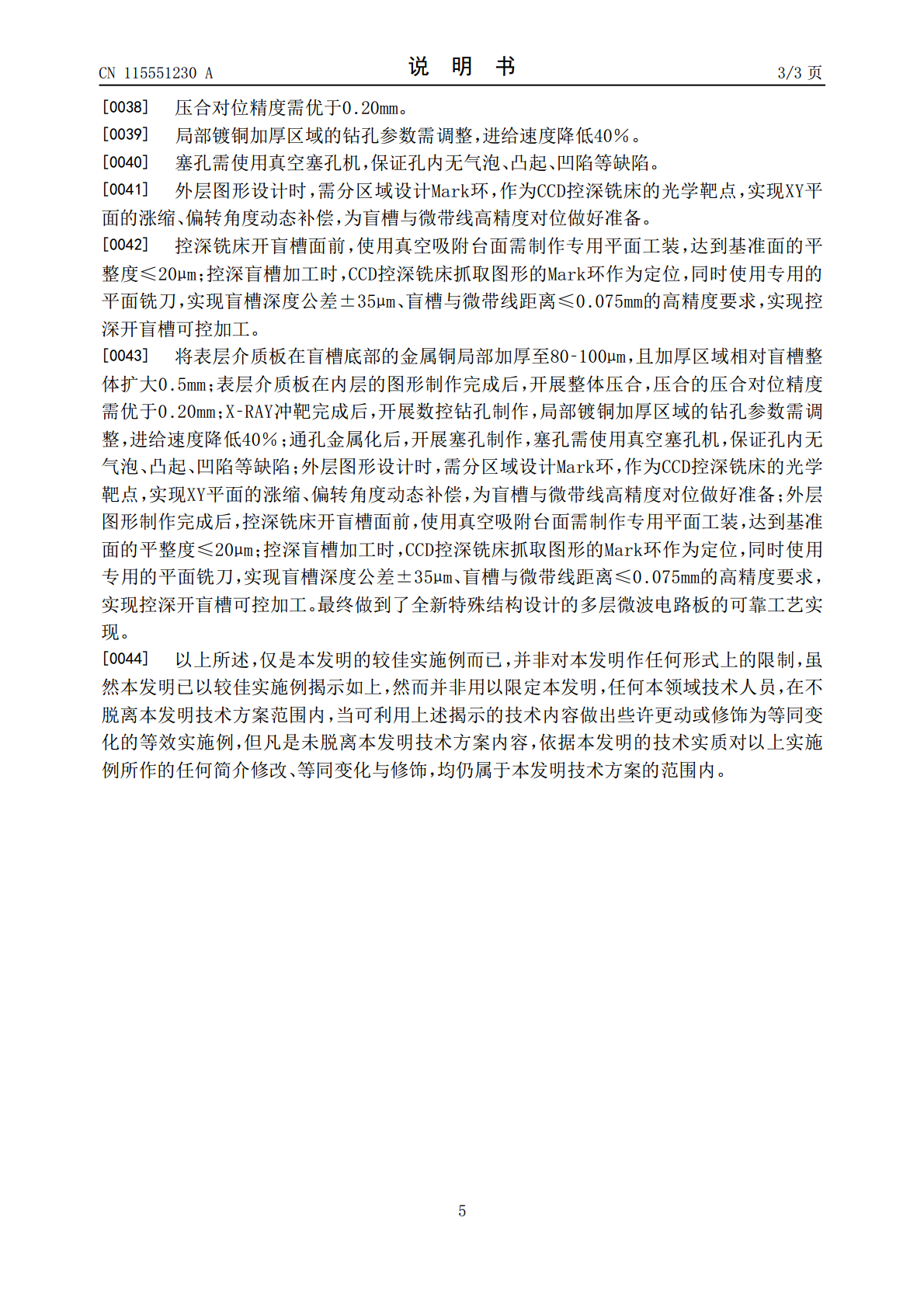
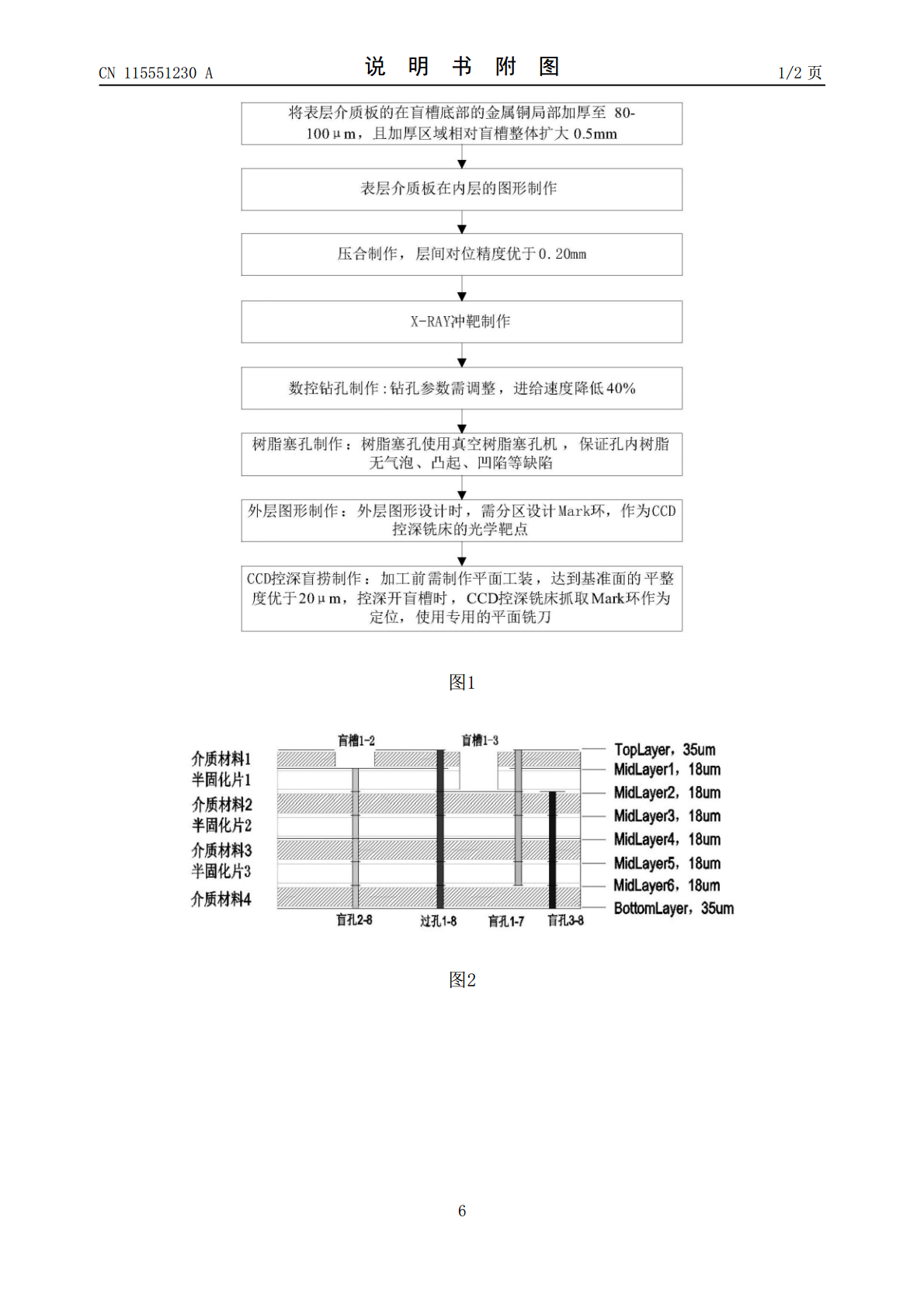
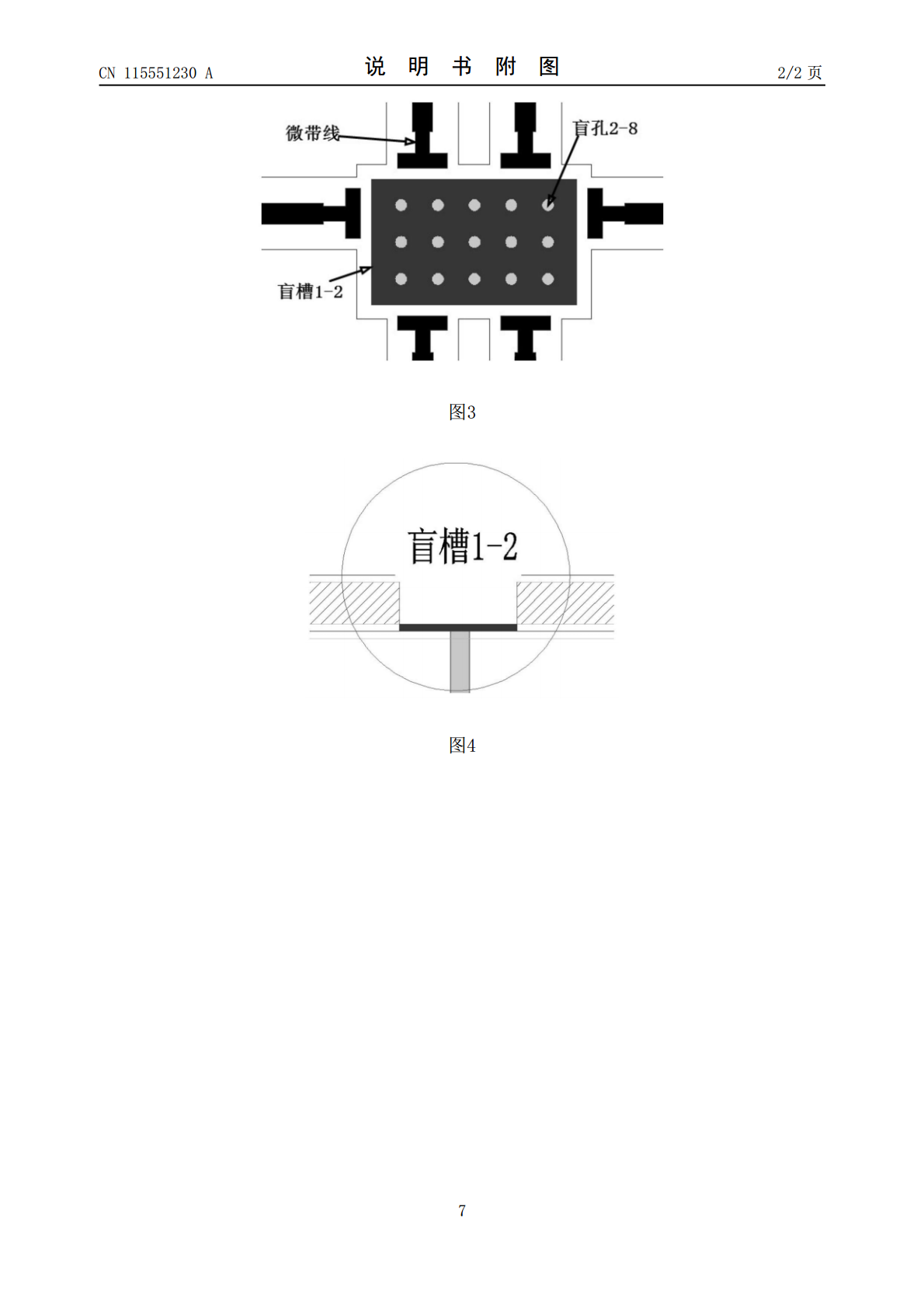
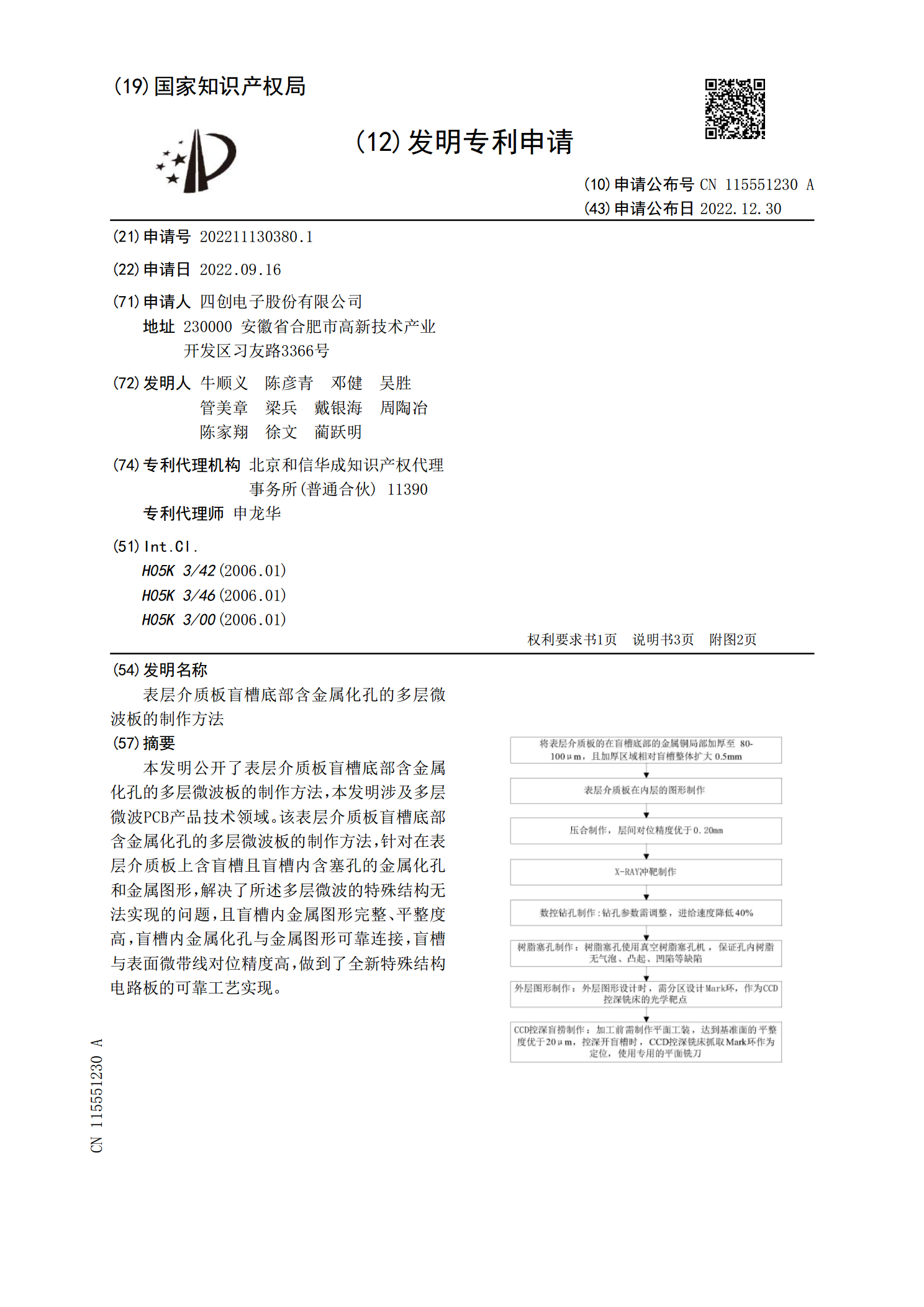
本发明公开了表层介质板盲槽底部含金属化孔的多层微波板的制作方法,本发明涉及多层微波PCB产品技术领域。该表层介质板盲槽底部含金属化孔的多层微波板的制作方法,针对在表层介质板上含盲槽且盲槽内含塞孔的金属化孔和金属图形,解决了所述多层微波的特殊结构无法实现的问题,且盲槽内金属图形完整、平整度高,盲槽内金属化孔与金属图形可靠连接,盲槽与表面微带线对位精度高,做到了全新特殊结构电路板的可靠工艺实现。
含金属化盲槽镀金板表层图形制作方法.pdf
本发明提供了一种含金属化盲槽镀金板表层图形制作方法,包括:第一步骤:在形成有镀金盘的基板上形成孔和盲槽,并且将孔和盲槽进行金属化和电镀,随后对基板进行表层清洁处理;第二步骤:利用保护胶带将基板与盲槽交界的外表面保护,随后在盲槽中填充可剥胶,以使得可剥胶填充高度与基板的板面水平面一致;第三步骤:去除保护胶带;第四步骤:固化可剥胶;第五步骤:执行外层图形转移和电镀Ni/Au处理;第六步骤:剥离可剥胶。本发明提供一种通过可靠性好、简单易行的方式解决表层图形转移和电镀Ni/Au过程金属化盲槽保护问题的含金属化盲槽
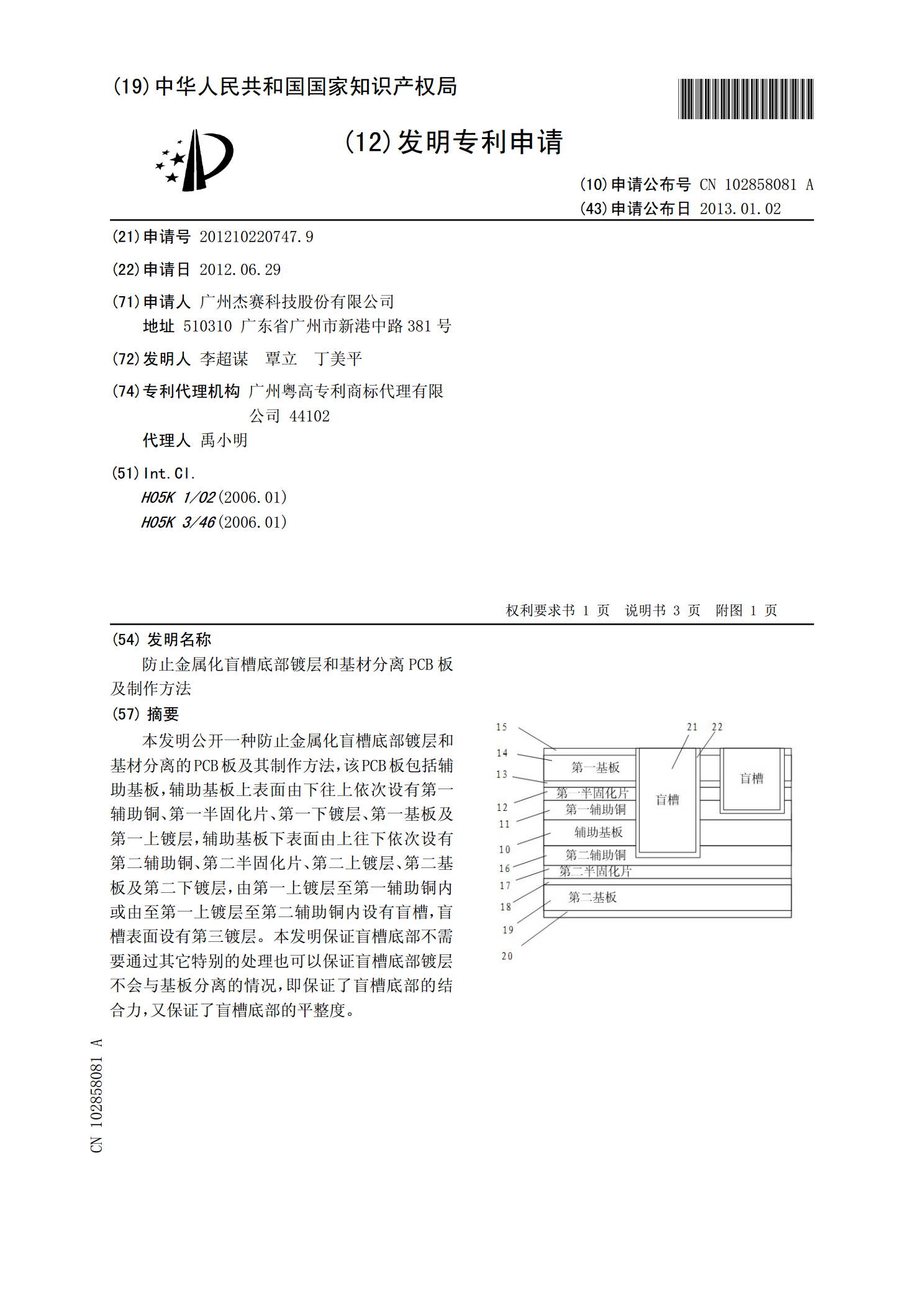
防止金属化盲槽底部镀层和基材分离PCB板及制作方法.pdf
本发明公开一种防止金属化盲槽底部镀层和基材分离的PCB板及其制作方法,该PCB板包括辅助基板,辅助基板上表面由下往上依次设有第一辅助铜、第一半固化片、第一下镀层、第一基板及第一上镀层,辅助基板下表面由上往下依次设有第二辅助铜、第二半固化片、第二上镀层、第二基板及第二下镀层,由第一上镀层至第一辅助铜内或由至第一上镀层至第二辅助铜内设有盲槽,盲槽表面设有第三镀层。本发明保证盲槽底部不需要通过其它特别的处理也可以保证盲槽底部镀层不会与基板分离的情况,即保证了盲槽底部的结合力,又保证了盲槽底部的平整度。
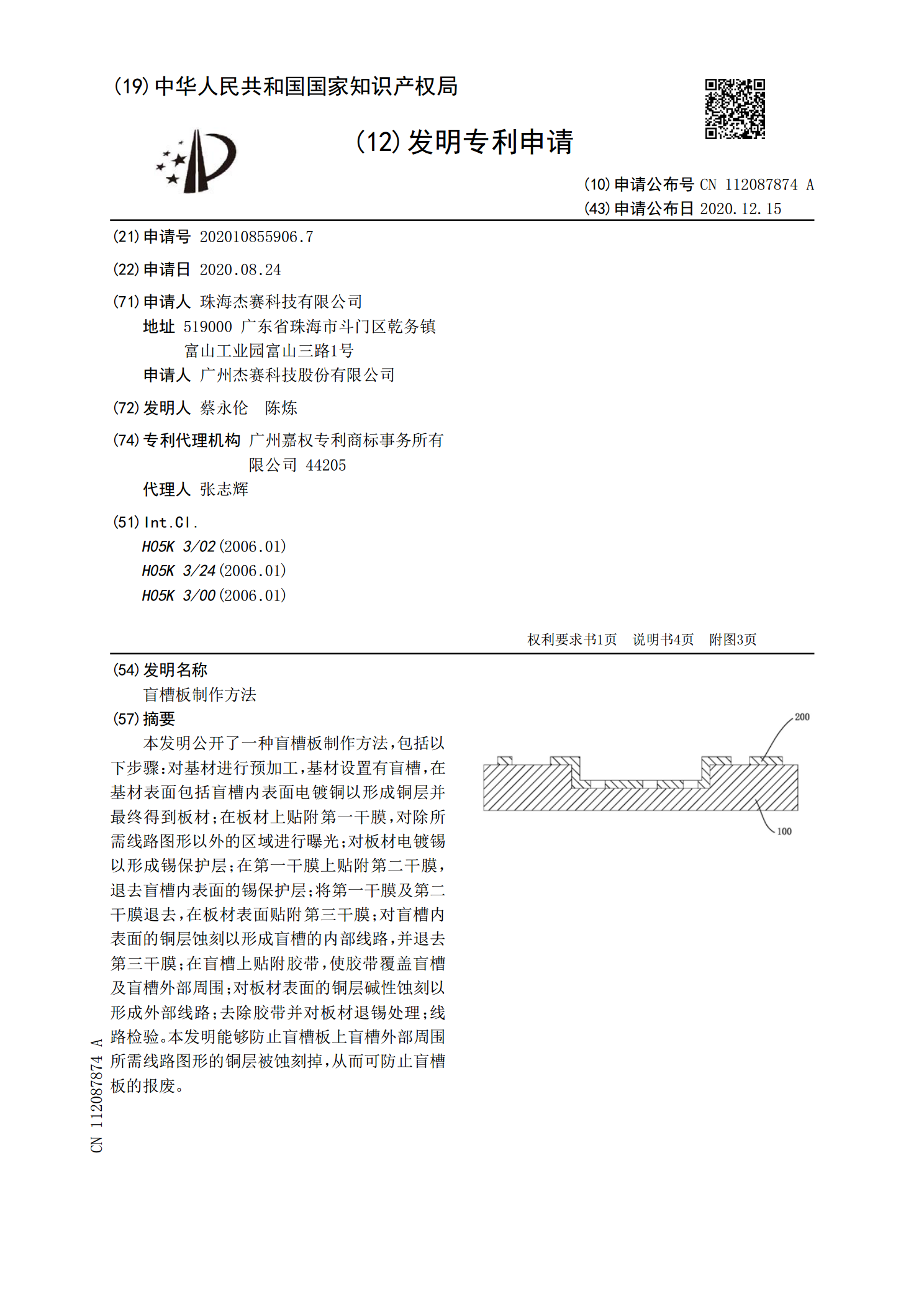
盲槽板制作方法.pdf
本发明公开了一种盲槽板制作方法,包括以下步骤:对基材进行预加工,基材设置有盲槽,在基材表面包括盲槽内表面电镀铜以形成铜层并最终得到板材;在板材上贴附第一干膜,对除所需线路图形以外的区域进行曝光;对板材电镀锡以形成锡保护层;在第一干膜上贴附第二干膜,退去盲槽内表面的锡保护层;将第一干膜及第二干膜退去,在板材表面贴附第三干膜;对盲槽内表面的铜层蚀刻以形成盲槽的内部线路,并退去第三干膜;在盲槽上贴附胶带,使胶带覆盖盲槽及盲槽外部周围;对板材表面的铜层碱性蚀刻以形成外部线路;去除胶带并对板材退锡处理;线路检验。本
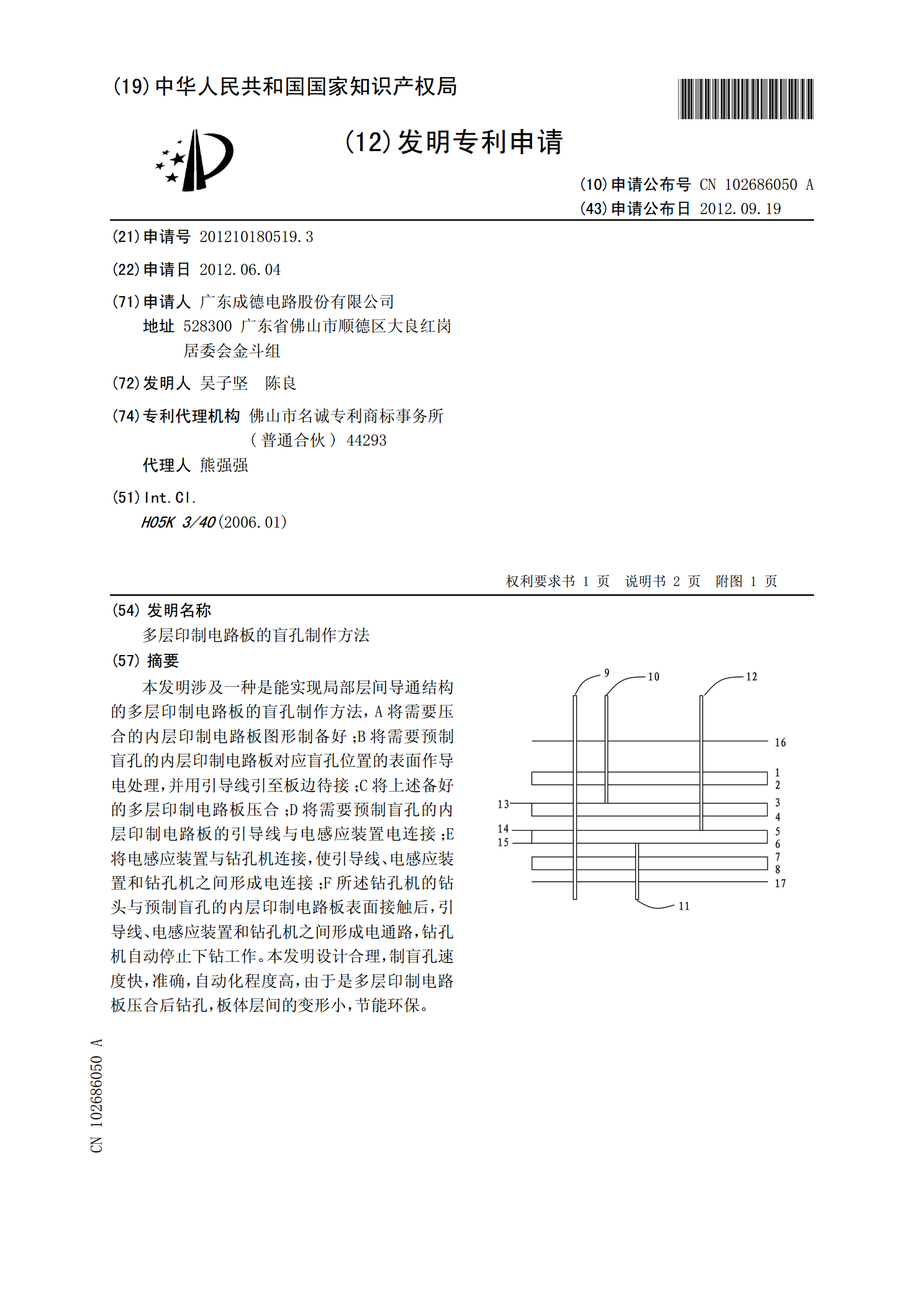
多层印制电路板的盲孔制作方法.pdf
本发明涉及一种是能实现局部层间导通结构的多层印制电路板的盲孔制作方法,A将需要压合的内层印制电路板图形制备好;B将需要预制盲孔的内层印制电路板对应盲孔位置的表面作导电处理,并用引导线引至板边待接;C将上述备好的多层印制电路板压合;D将需要预制盲孔的内层印制电路板的引导线与电感应装置电连接;E将电感应装置与钻孔机连接,使引导线、电感应装置和钻孔机之间形成电连接;F所述钻孔机的钻头与预制盲孔的内层印制电路板表面接触后,引导线、电感应装置和钻孔机之间形成电通路,钻孔机自动停止下钻工作。本发明设计合理,制盲孔速度