
气体轴承及其制造方法.pdf

玉军****la

1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
气体轴承及其制造方法.pdf
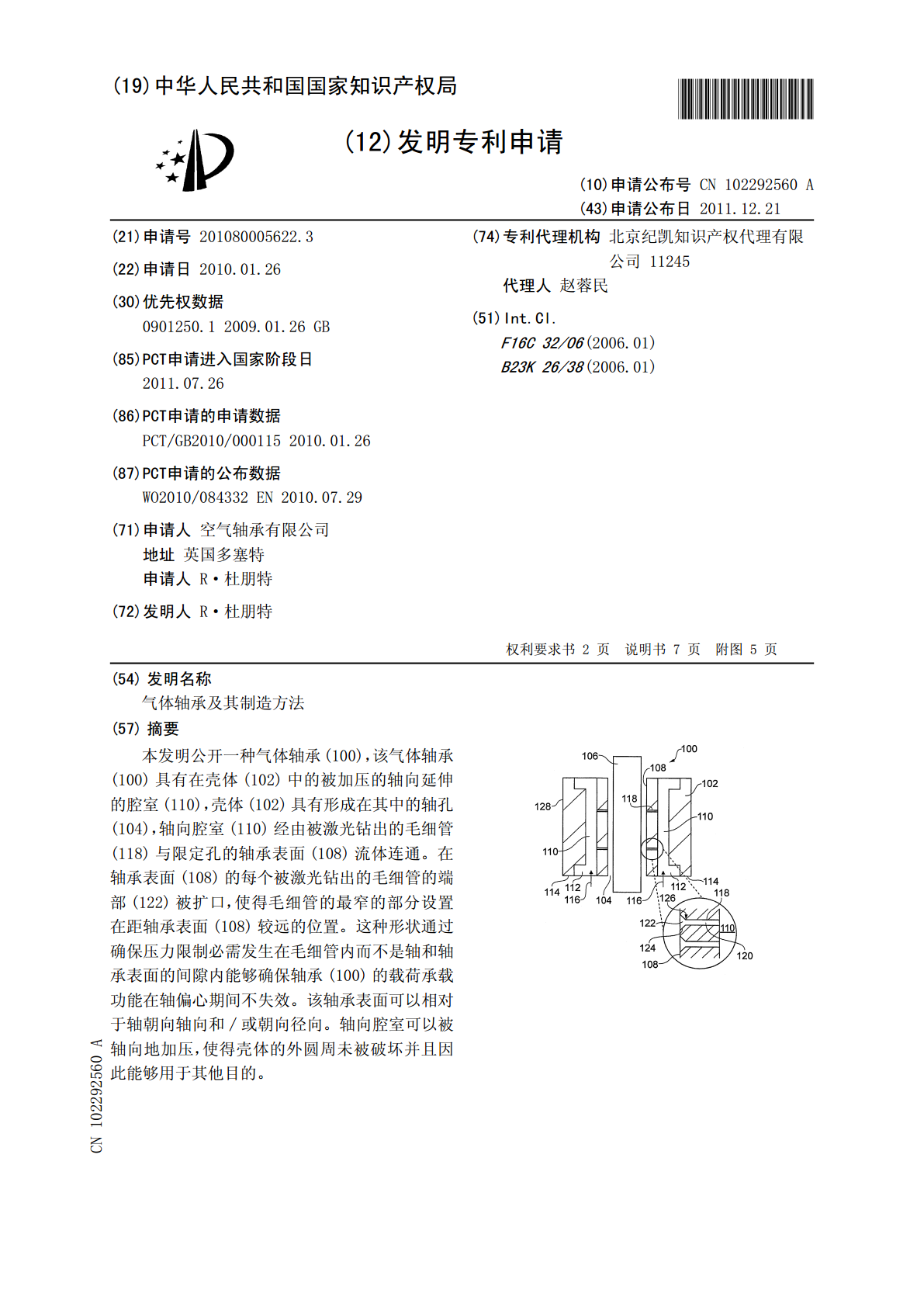
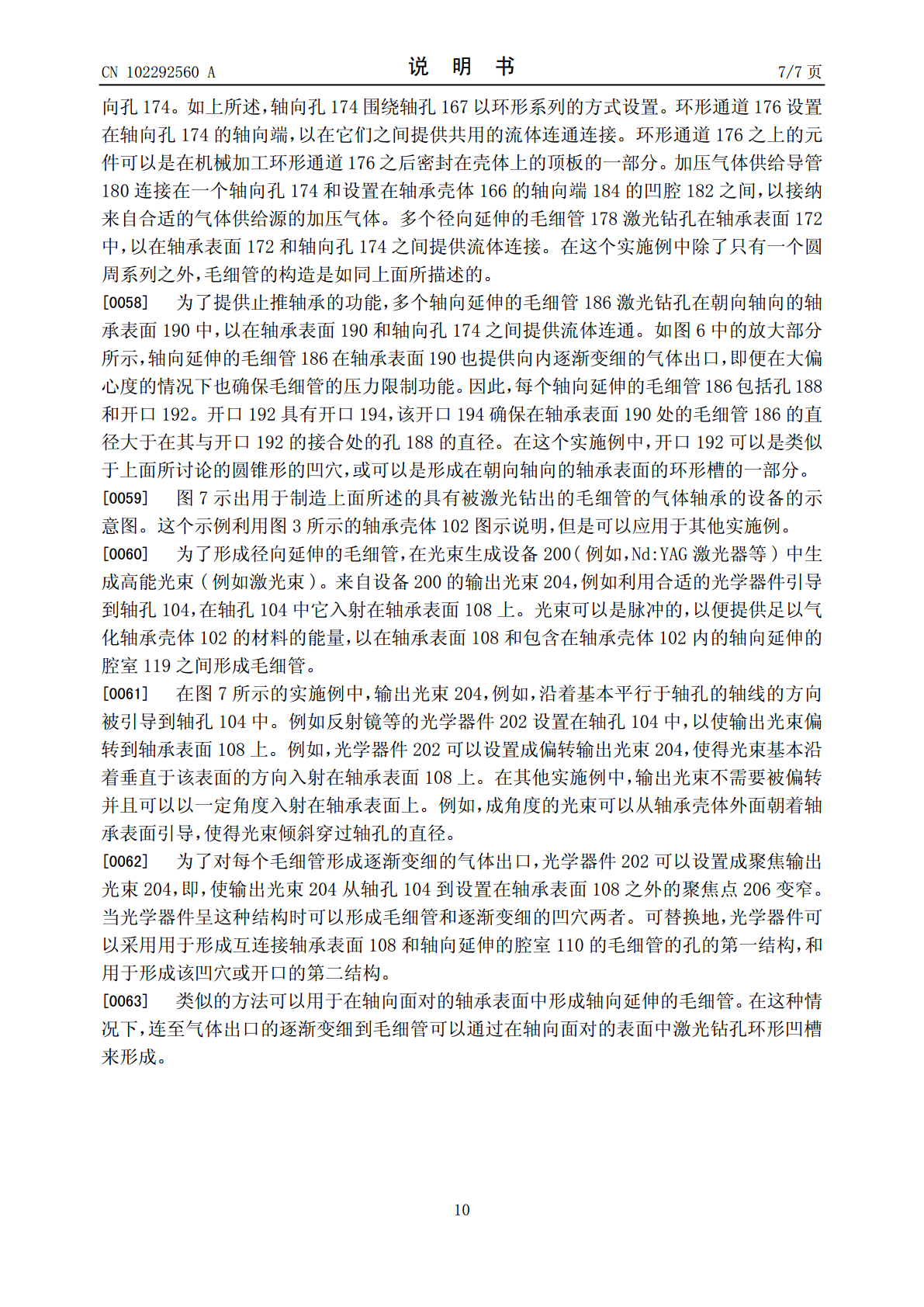
本发明公开一种气体轴承(100),该气体轴承(100)具有在壳体(102)中的被加压的轴向延伸的腔室(110),壳体(102)具有形成在其中的轴孔(104),轴向腔室(110)经由被激光钻出的毛细管(118)与限定孔的轴承表面(108)流体连通。在轴承表面(108)的每个被激光钻出的毛细管的端部(122)被扩口,使得毛细管的最窄的部分设置在距轴承表面(108)较远的位置。这种形状通过确保压力限制必需发生在毛细管内而不是轴和轴承表面的间隙内能够确保轴承(100)的载荷承载功能在轴偏心期间不失效。该轴承表面可

轴承环及其制造方法.pdf
一种轴承环(160,260,310,410),其具有内圆周(155,255)和外圆周(140,240),以及具有用于在其中一个所述圆周上的滚动元件的滚道(121,221),所述轴承环具有在其中一个所述圆周的上的齿轮结构(131-138,231-238),以及具有至少一个焊接接头(151,251)。所述焊接接头通过闪光对接焊接形成。优选地,齿轮结构(131-138,231-238)和/或滚道(121,221)通过滚轧、机加工或者其组合成形。

轴承部件及其制造方法.pdf
一种轴承部件,由铬?钼?钒合金工具钢构成,其制造工艺包括:(i)执行600~650℃温度范围内的第一次预热处理;(ii)执行850~900℃温度范围内的第二次预热处理;(iii)在真空1000~1180℃条件下进行奥氏体化20~40分钟;(iv)在至少4~5bar的超压下进行气体淬火;(v)回火:在520~560℃条件下进行两次回火,每次1.5~2.5小时,或者,在520~560℃条件下进行三次回火,每次0.5~1.5小时。钢合金包含以下成分(以质量百分比计):1.32~1.45C、0.32~0.50Si
轴承衬及其制造方法.pdf
本发明公开一种轴承衬及其制备方法,涉及机械零件制备技术领域。它采用以下重量份数的原料:单质铁25份~30份、二氧化硅10份~15份、氧化钕1份~5份、单质铜1份~5份、钨粉0.1份~0.5份、水泥1份~5份、玻璃纤维1份~5份以及硼酸1份~5份;包括在搅拌条件下,将单质铁装炉,加热熔化,然后加入二氧化硅、氧化钕、单质铜以及硼酸混合,加热融化,并打渣;接着加入钨粉、水泥和玻璃纤维,待全部物料熔化后,降温至150℃~200℃进行浇铸,冷却成型。本发明主要通过加入钨粉、水泥和玻璃纤维以及硼酸,从而有效的提高轴承
气体软氮化方法和轴承部件的制造方法.pdf
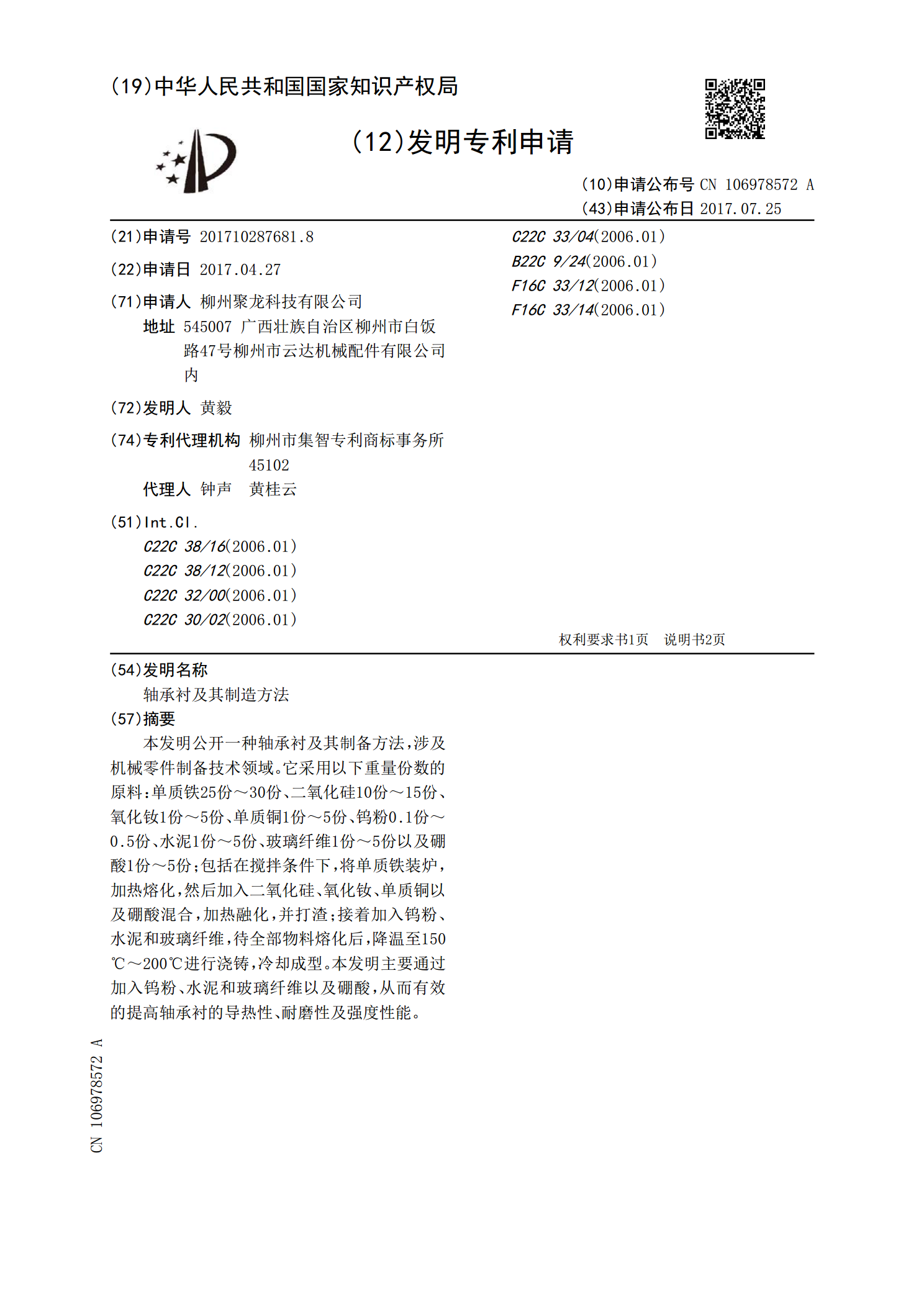
气体软氮化方法是通过将由钢形成的被处理物(14)在导入热处理气体的热处理炉内进行加热而在被处理物(14)的表层部形成氮化物层(14A)的方法,热处理气体包含氨气、和二氧化碳气体及氢气中的至少任一方,其余部分由杂质形成。