
一种连铸保护渣熔化速度的测定方法.pdf

曦晨****22

1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连铸保护渣熔化速度的测定方法.pdf
本发明提供一种连铸保护渣熔化速度的测定方法,把加满保护渣的坩埚放入1350±10℃下,观察保护渣熔化情况,待保护渣快要完全熔化时取出,冷却后准确分离完全熔化的保护渣,按照公式熔化速度VR=MR·104/(t·A)(10-3kg/s·m2)计算熔化速度。本发明快捷、简便、实用性强,能够近似模拟结晶器中保护渣单向受热熔化的真实状况,无需制样和烧碳;不需要准确判断加入的保护渣是否完全熔化,杜绝了人为判断的不准确性和主观性,且熔化保护渣的界定是准确和科学的,从而为保护渣熔化速度测定提供准确的量化指标。
一种测试连铸保护渣熔化速度的方法.pdf
一种测试连铸保护渣熔化速度的方法,其特征是:用天平称取三份保护渣试样,每份1.49~1.51克;升温时将坩埚放入炉内,使炉子升温至1350℃,温度波动误差为±20℃,恒温20min;把坩埚从炉膛内取出,将一份待测保护渣试样迅速加入坩埚一起放入炉内,同时启动秒表记时,记录试样完全熔化时所需时间,即从试样放入炉膛到试样最后一个暗点变亮时为止;按照公式MR=W/τ·A,计算熔化速度;按照上述步骤重复测试、计算其余试样,然后取平均值,即得保护渣在1350℃温度条件下的熔化速度MR;本发明的目的是提供一种可以模拟结
一种直接检测连铸保护渣熔化速度的测试方法.pdf
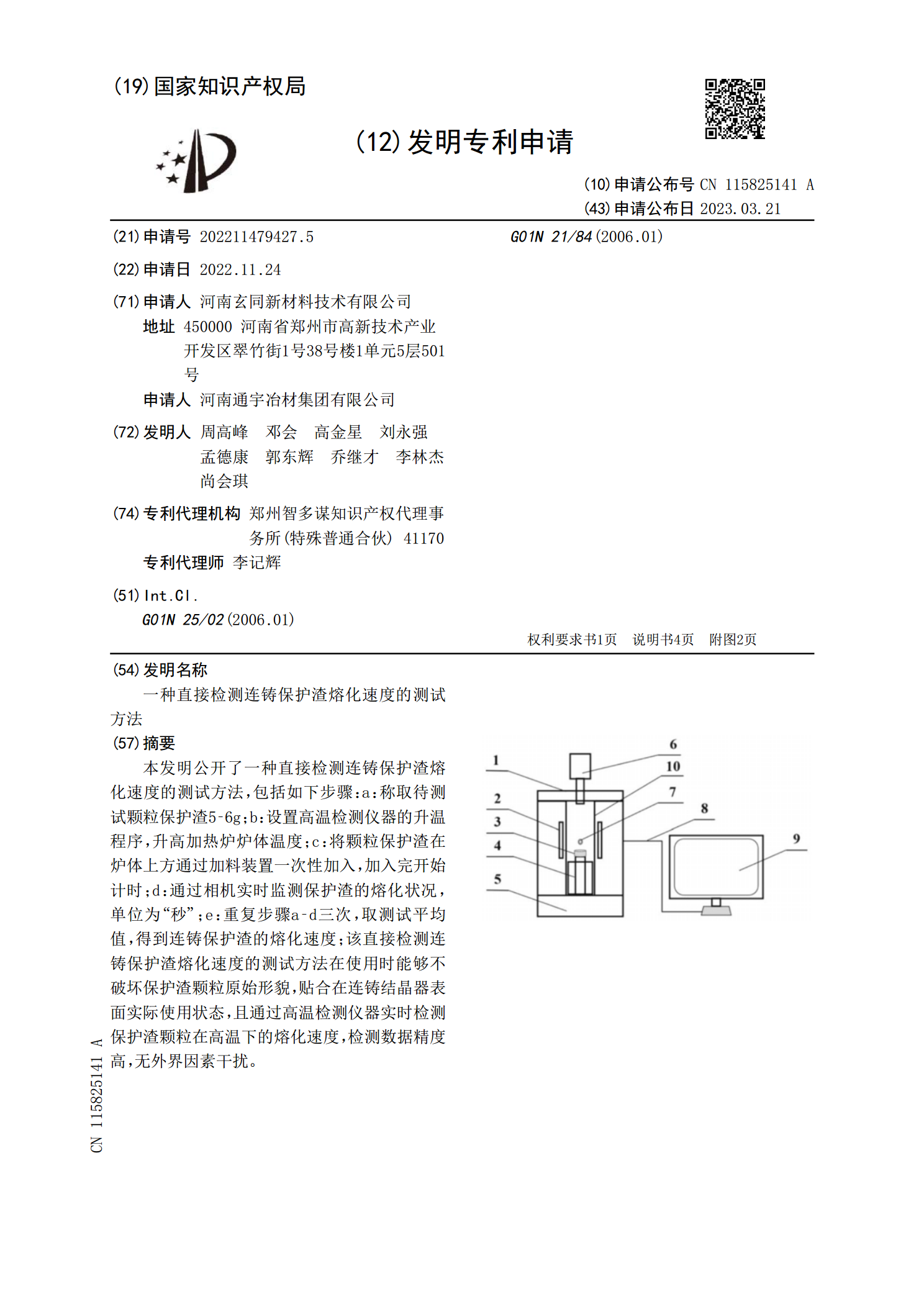
本发明公开了一种直接检测连铸保护渣熔化速度的测试方法,包括如下步骤:a:称取待测试颗粒保护渣5‑6g;b:设置高温检测仪器的升温程序,升高加热炉炉体温度;c:将颗粒保护渣在炉体上方通过加料装置一次性加入,加入完开始计时;d:通过相机实时监测保护渣的熔化状况,单位为“秒”;e:重复步骤a‑d三次,取测试平均值,得到连铸保护渣的熔化速度;该直接检测连铸保护渣熔化速度的测试方法在使用时能够不破坏保护渣颗粒原始形貌,贴合在连铸结晶器表面实际使用状态,且通过高温检测仪器实时检测保护渣颗粒在高温下的熔化速度,检测数据
一种检测连铸保护渣熔化温度的测试方法.pdf
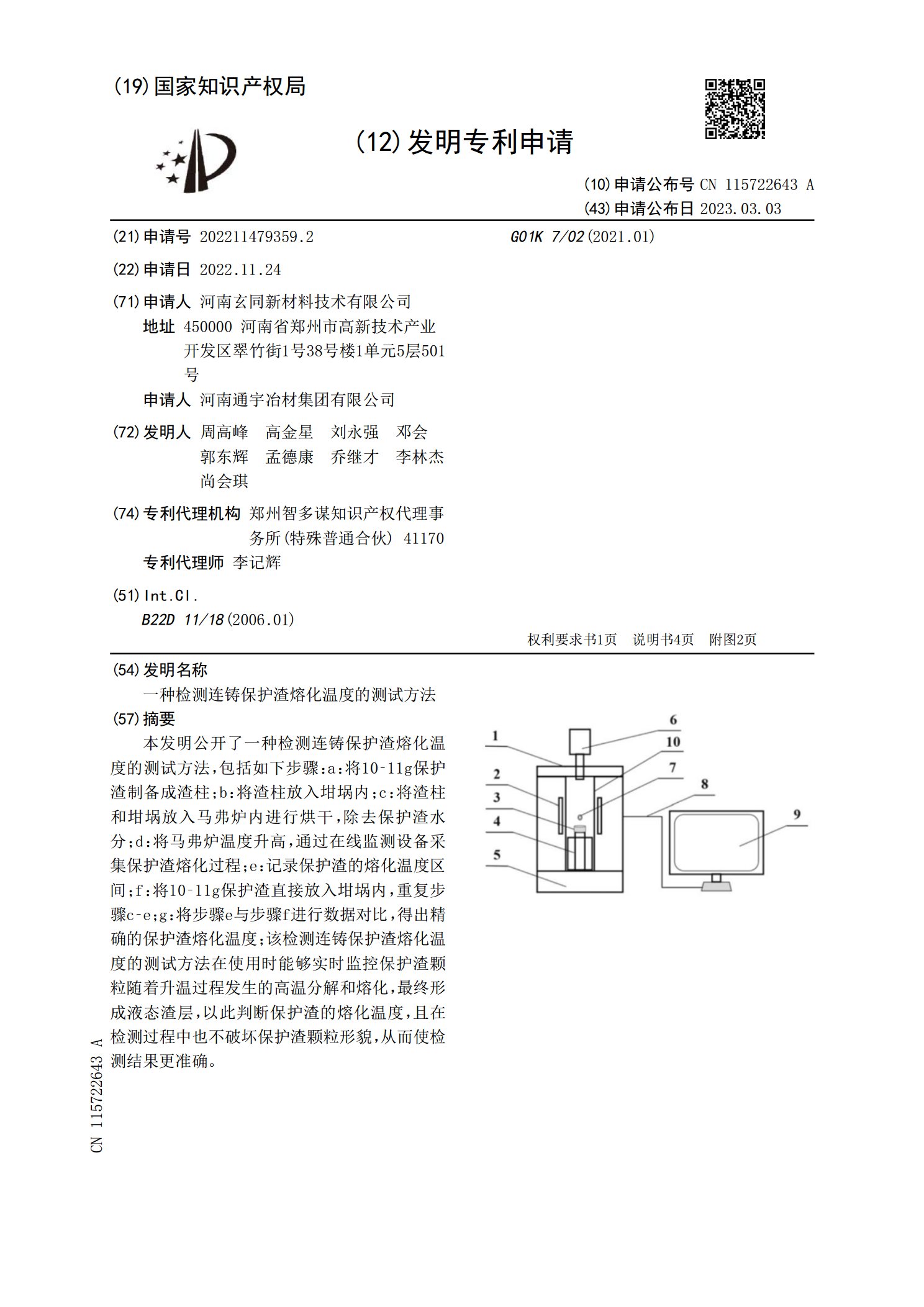
本发明公开了一种检测连铸保护渣熔化温度的测试方法,包括如下步骤:a:将10‑11g保护渣制备成渣柱;b:将渣柱放入坩埚内;c:将渣柱和坩埚放入马弗炉内进行烘干,除去保护渣水分;d:将马弗炉温度升高,通过在线监测设备采集保护渣熔化过程;e:记录保护渣的熔化温度区间;f:将10‑11g保护渣直接放入坩埚内,重复步骤c‑e;g:将步骤e与步骤f进行数据对比,得出精确的保护渣熔化温度;该检测连铸保护渣熔化温度的测试方法在使用时能够实时监控保护渣颗粒随着升温过程发生的高温分解和熔化,最终形成液态渣层,以此判断保护渣
一种测定连铸保护渣中氟含量的方法.pdf
本发明的目的是提供一种利用氟离子选择电极测定连铸保护渣中氟含量的方法。包括以下具体步骤:(1)绘制氟标准曲线,采用环己二胺四乙酸—磷酸氢二钾—磷酸二氢钾作为总离子浓度缓冲溶液(pH5.8),在30<base:Sup>o</base:Sup>C下,以饱和甘汞电极为参比电极,用氟离子选择性电极按浓度由低到高的顺序分别测定上述溶液中的电位值。绘制电位值和氟离子浓度的对数值E(mv)?lgcF?(mg/l)图,得氟标准曲线。(2)在马弗炉中,连铸保护渣样品在混合熔剂Na<base:Sub>2</base:Sub>