
轮毂自动夹取装置.pdf

秀美****甜v

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂自动夹取装置.pdf
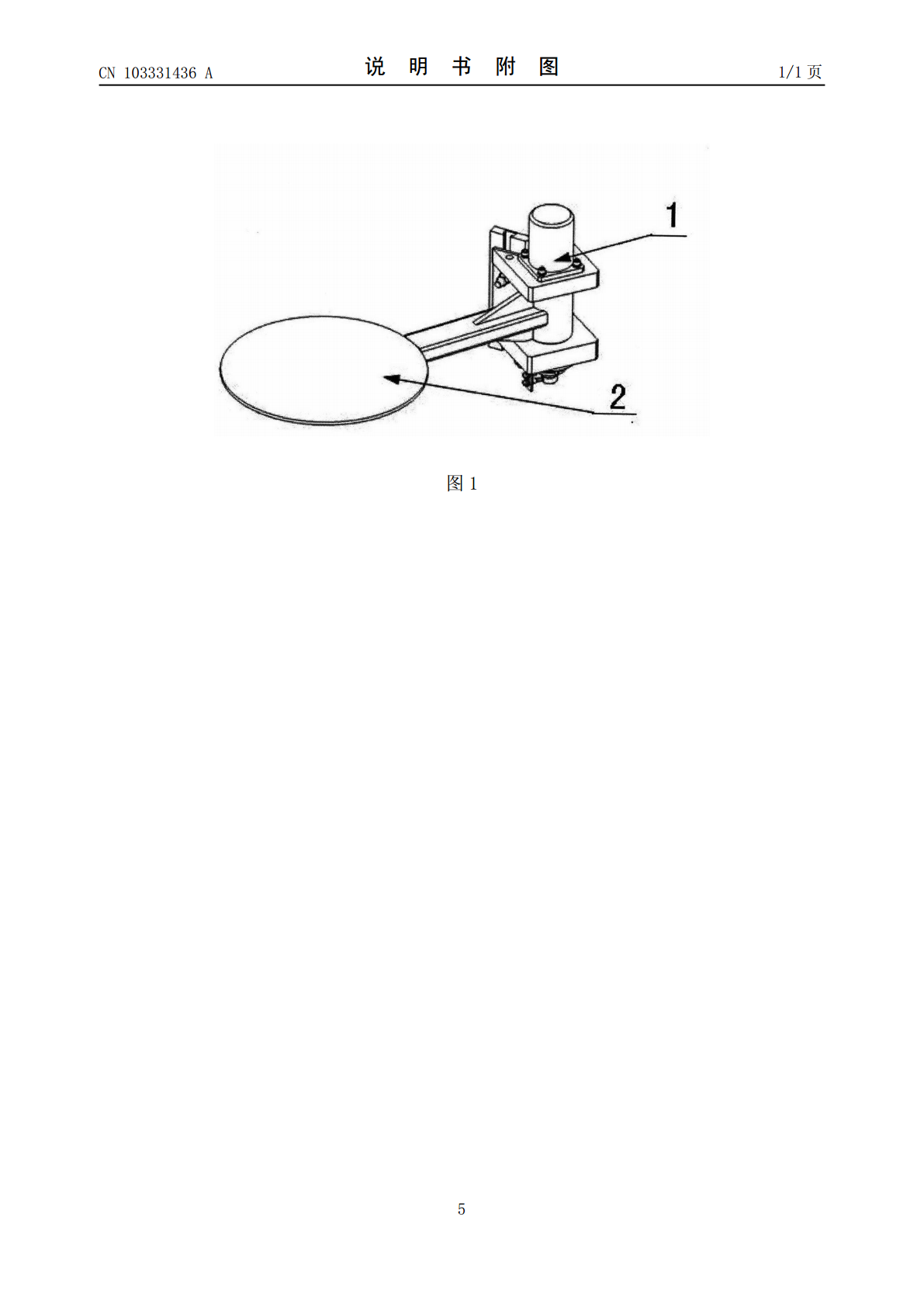
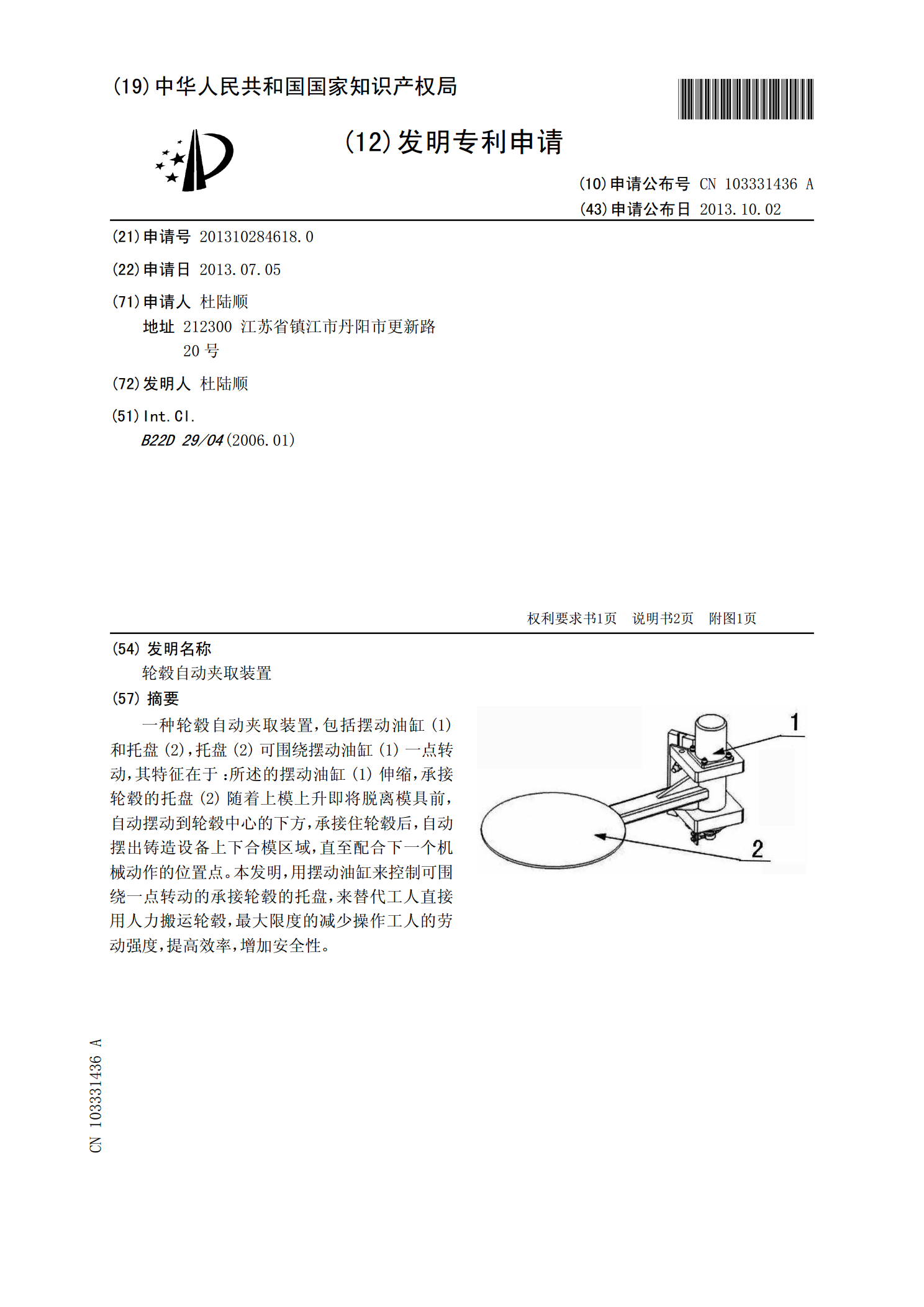
一种轮毂自动夹取装置,包括摆动油缸(1)和托盘(2),托盘(2)可围绕摆动油缸(1)一点转动,其特征在于:所述的摆动油缸(1)伸缩,承接轮毂的托盘(2)随着上模上升即将脱离模具前,自动摆动到轮毂中心的下方,承接住轮毂后,自动摆出铸造设备上下合模区域,直至配合下一个机械动作的位置点。本发明,用摆动油缸来控制可围绕一点转动的承接轮毂的托盘,来替代工人直接用人力搬运轮毂,最大限度的减少操作工人的劳动强度,提高效率,增加安全性。

铝铸轮毂自动夹取泡水机构.pdf
铝铸轮毂自动夹取泡水机构,包括承接托盘摆动机构(1)、夹爪机构(2)、上下直线运动机构(6)、行驶机构(5)和泡水桶(3),所述的承接托盘摆动机构(1)设在轮毂中心的下方,夹爪机构(2)设在上下直线运动机构(6)的下方,其特征在于:所述的承接托盘摆动机构(1)的托盘(1-1)、摆动油缸(1-2)摆动到轮毂中心的下方,承接住轮毂,由夹爪机构(2)移送到泡水桶(3),实现自动泡水。本发明结构,用自动机械夹爪来抓取轮毂,替代工人直接用人力搬运轮毂,最大限度的减少操作工人的劳动强度,提高效率,增加安全性。
铝铸轮毂自动夹取滚动小车机构.pdf
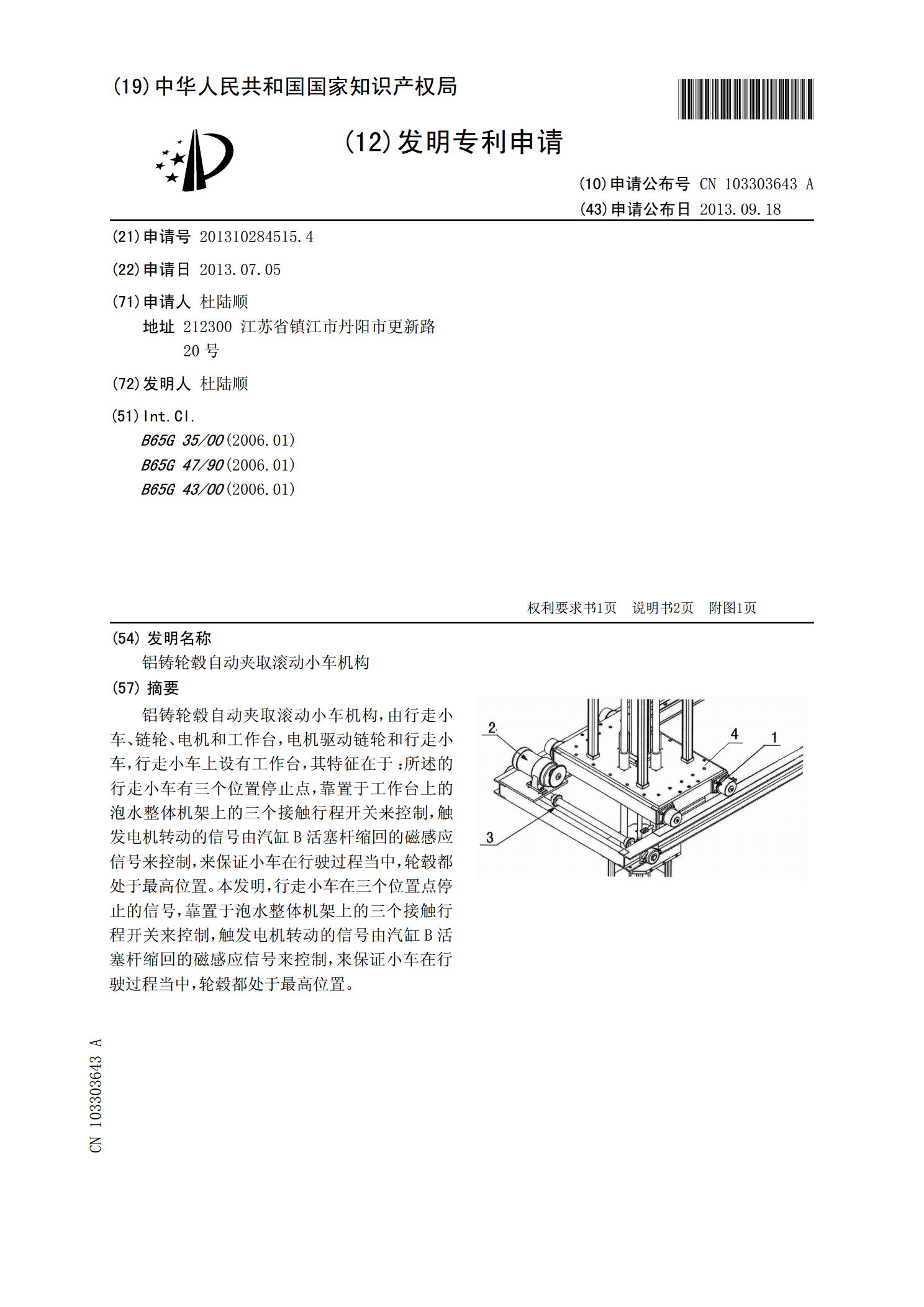
铝铸轮毂自动夹取滚动小车机构,由行走小车、链轮、电机和工作台,电机驱动链轮和行走小车,行走小车上设有工作台,其特征在于:所述的行走小车有三个位置停止点,靠置于工作台上的泡水整体机架上的三个接触行程开关来控制,触发电机转动的信号由汽缸B活塞杆缩回的磁感应信号来控制,来保证小车在行驶过程当中,轮毂都处于最高位置。本发明,行走小车在三个位置点停止的信号,靠置于泡水整体机架上的三个接触行程开关来控制,触发电机转动的信号由汽缸B活塞杆缩回的磁感应信号来控制,来保证小车在行驶过程当中,轮毂都处于最高位置。

自动化夹取装置.pdf
本发明目的在于提供一种自动化夹取装置。动力自动化模块包括动力轴、壳体、导轨齿条Ⅰ和导轨齿条Ⅱ,壳体的两个竖直相对的侧面设有动力轴的安装孔,动力轴的两端设有轴承,轴承安装在动力轴安装孔上,动力轴的一端设置在壳体的外侧,在壳体内部的动力轴上设有齿轮,导轨齿条Ⅰ和导轨齿条Ⅱ垂直穿过与动力轴平行的两个壳体竖直侧面,导轨齿条的齿面相对并且前进方向相反,分别与齿轮配合啮合,在导轨齿条Ⅰ的一端固定连接有机械爪Ⅰ,导轨齿条Ⅱ与导轨齿条Ⅰ对称的一端上设有机械爪Ⅱ,导轨齿条Ⅰ的另一端固定连接有连接板,连接板的另一端固定连接有
一种轮毂盖传送夹取装置.pdf
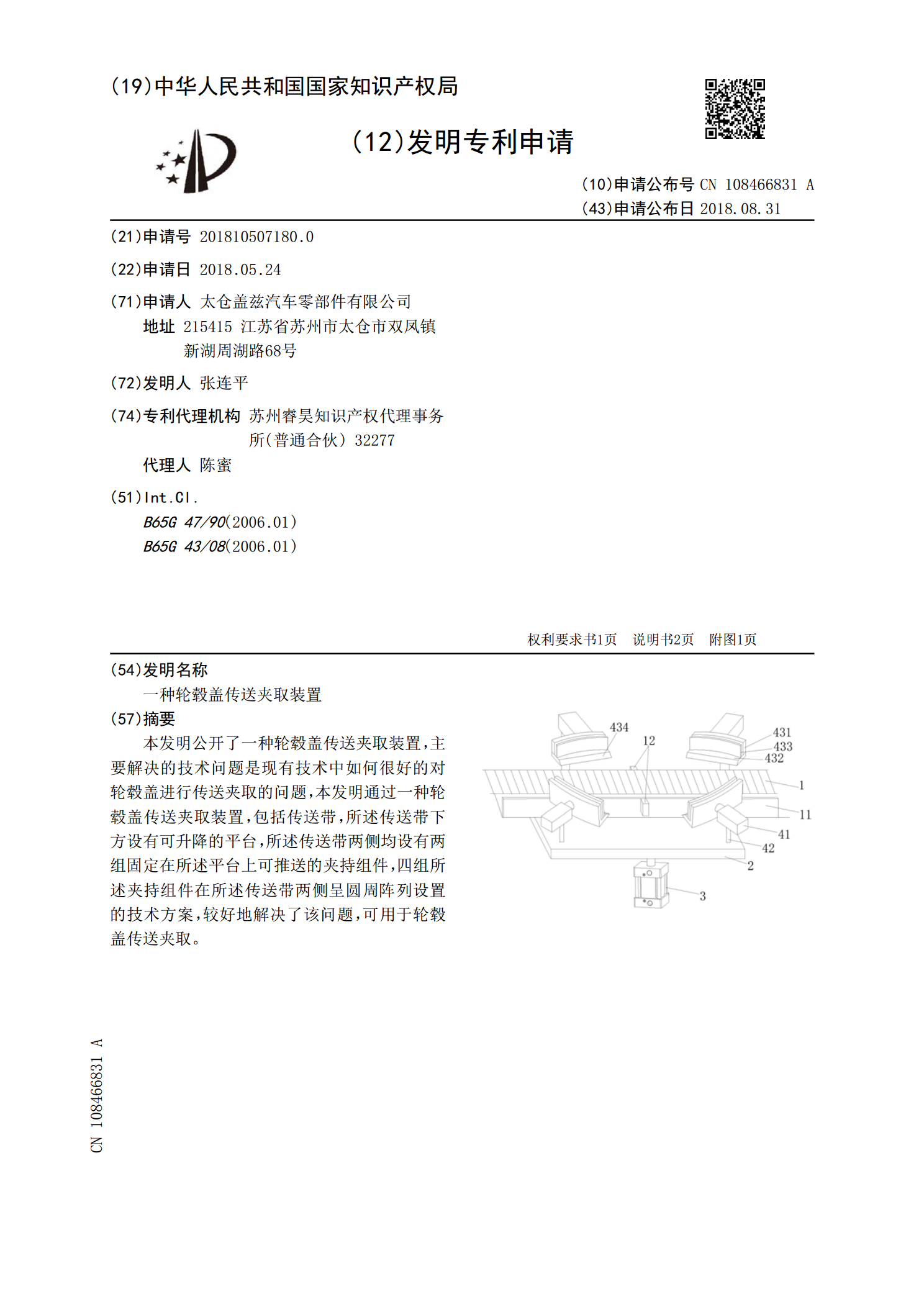
本发明公开了一种轮毂盖传送夹取装置,主要解决的技术问题是现有技术中如何很好的对轮毂盖进行传送夹取的问题,本发明通过一种轮毂盖传送夹取装置,包括传送带,所述传送带下方设有可升降的平台,所述传送带两侧均设有两组固定在所述平台上可推送的夹持组件,四组所述夹持组件在所述传送带两侧呈圆周阵列设置的技术方案,较好地解决了该问题,可用于轮毂盖传送夹取。