
一种轴承外圈的加工方法.pdf

Th****s3


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承外圈的加工方法.pdf
一种轴承外圈的加工方法,包括以下步骤:准备坯件;检查毛坯是否有叠层、裂纹等缺陷。热处理淬火;:轴承滚道表面中频淬火,外圈中频淬火后需在200℃度温度下内应力消除处理。机加工成形,减少留量,为磨加工做准备。粗磨双端面;线速度控制在1500转/分钟。研磨端面;采用颗粒度46度或60度树脂砂轮磨削,磨削量要小于粗磨加工,光洁度要达到图纸规定等级。车加工止动槽:按图纸规定尺寸进行划线定位,确保尺寸正确无误后再进行车加止动槽。本发明使外圈止动槽的精度大大提高,因此提高了轴承的装配精度,减小止动环受力时的变形,提高其
一种轴承外圈加工工艺.pdf
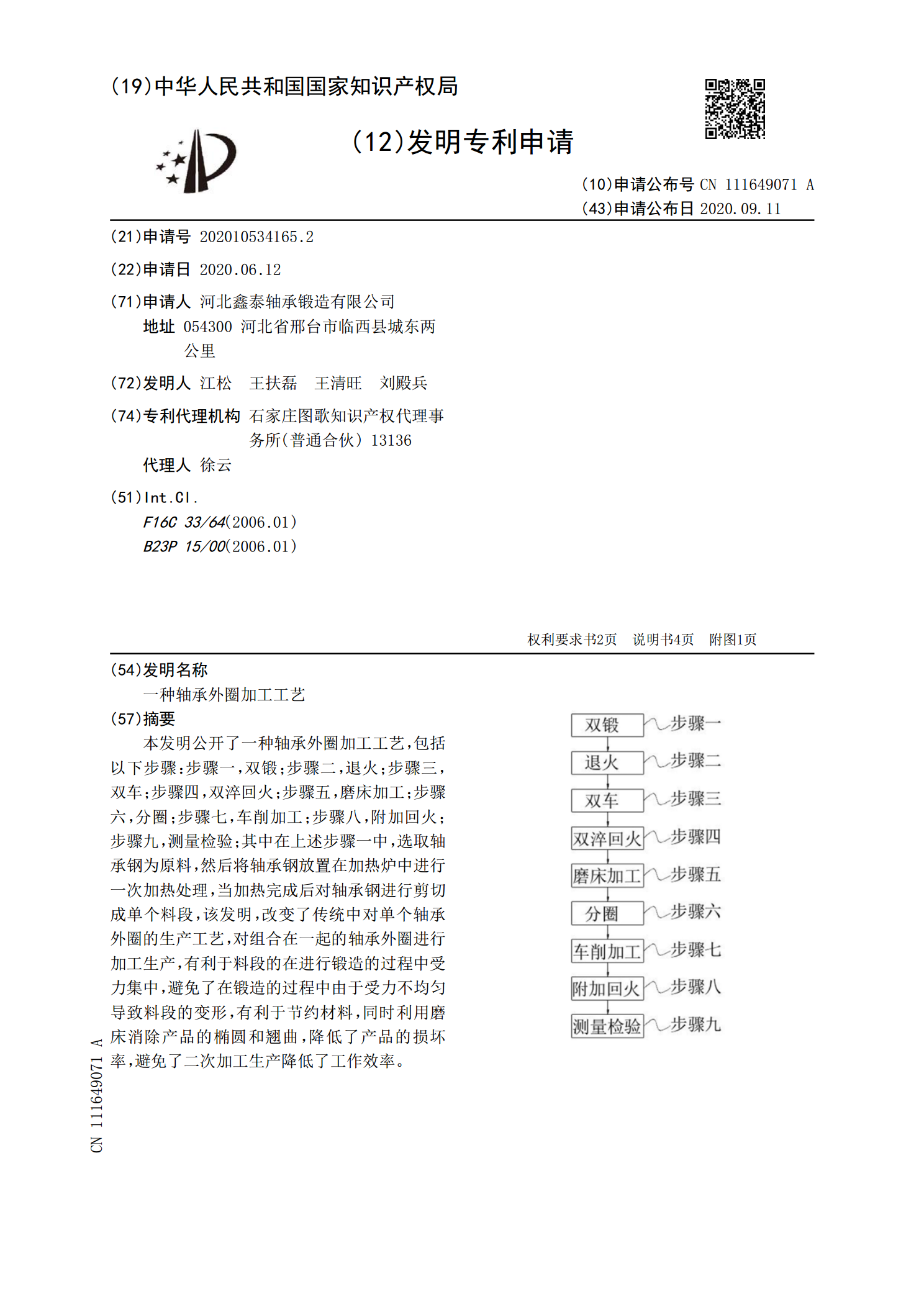
本发明公开了一种轴承外圈加工工艺,包括以下步骤:步骤一,双锻;步骤二,退火;步骤三,双车;步骤四,双淬回火;步骤五,磨床加工;步骤六,分圈;步骤七,车削加工;步骤八,附加回火;步骤九,测量检验;其中在上述步骤一中,选取轴承钢为原料,然后将轴承钢放置在加热炉中进行一次加热处理,当加热完成后对轴承钢进行剪切成单个料段,该发明,改变了传统中对单个轴承外圈的生产工艺,对组合在一起的轴承外圈进行加工生产,有利于料段的在进行锻造的过程中受力集中,避免了在锻造的过程中由于受力不均匀导致料段的变形,有利于节约材料,同时利

一种轴承外圈装球缺口的加工方法.pdf
一种轴承外圈装球缺口的加工方法,它涉及一种轴承外圈装球缺口的加工方法。本发明的目的是要解决现有轴承外圈装球缺口的方法存在重复定位精度极差、冷却液无法有效的进入磨削区极易产生烧伤、曲率半径难以控制、锁球高度只能靠操作者的经验一次加工完成极难进行二次修复的问题。加工方法:一、装卡;二、磨削:工件轴延磨削进给方向进给,电主轴带动砂轮延电主轴往复方向进行往复振荡运动,且两种运动同时进行;在磨削过程中利用冷却液进行降温。优点:保证装球缺口曲率尺寸,杜绝磨削烧伤的产生,实现准确重复装卡完成二次磨削,精确控制锁球高度。

一种用于圆锥滚子轴承内外圈的加工方法.pdf
一种用于圆锥滚子轴承内外圈的加工方法,它涉及一种轴承加工方法。本发明为了解决现有的轴承加工中存在钢材检测容易漏检,热处理后的变形大,存在增加磨量,降低磨加工效率,不利于保证产品质量和增加制造成本的问题。步骤一:钢材的无损检测;步骤二:对检测后的钢材进行切断;步骤三:锻造内、外连体套圈;步骤四:退火;步骤五:车内外连体套圈;步骤六:对车削后的内外连体套圈淬火处理;步骤七:内、外圈分离;步骤八:车倒角;步骤九:磨内、外圈。本发明使得热处理变形量大大减小,从而减小了磨加工留量,提高了磨加工效率;本发明适用于轴承
直线轴承外圈加工方法.pdf
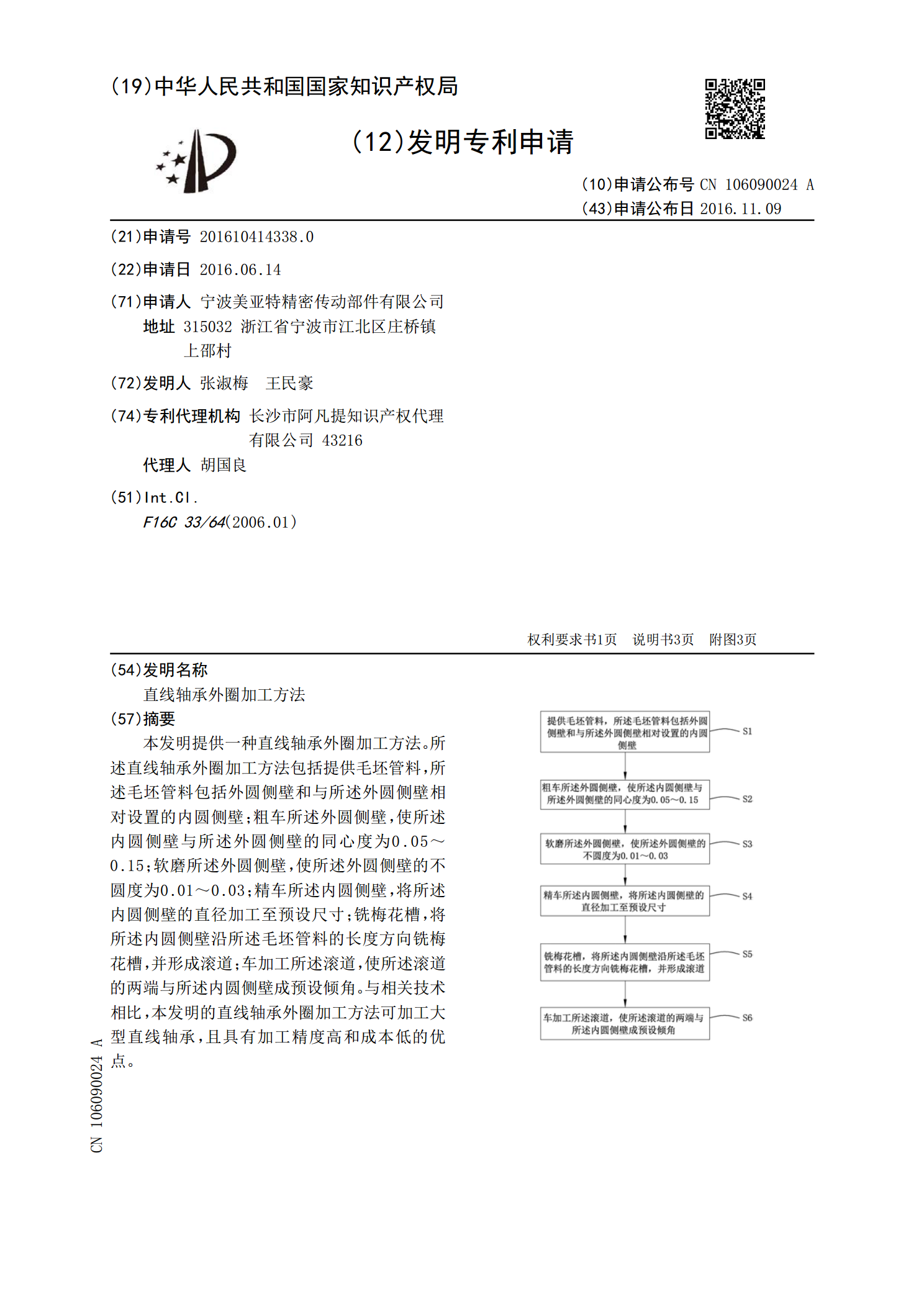
本发明提供一种直线轴承外圈加工方法。所述直线轴承外圈加工方法包括提供毛坯管料,所述毛坯管料包括外圆侧壁和与所述外圆侧壁相对设置的内圆侧壁;粗车所述外圆侧壁,使所述内圆侧壁与所述外圆侧壁的同心度为0.05~0.15;软磨所述外圆侧壁,使所述外圆侧壁的不圆度为0.01~0.03;精车所述内圆侧壁,将所述内圆侧壁的直径加工至预设尺寸;铣梅花槽,将所述内圆侧壁沿所述毛坯管料的长度方向铣梅花槽,并形成滚道;车加工所述滚道,使所述滚道的两端与所述内圆侧壁成预设倾角。与相关技术相比,本发明的直线轴承外圈加工方法可加工大