
一种轴承外圈加工工艺.pdf

俊凤****bb


1/8

2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承外圈加工工艺.pdf
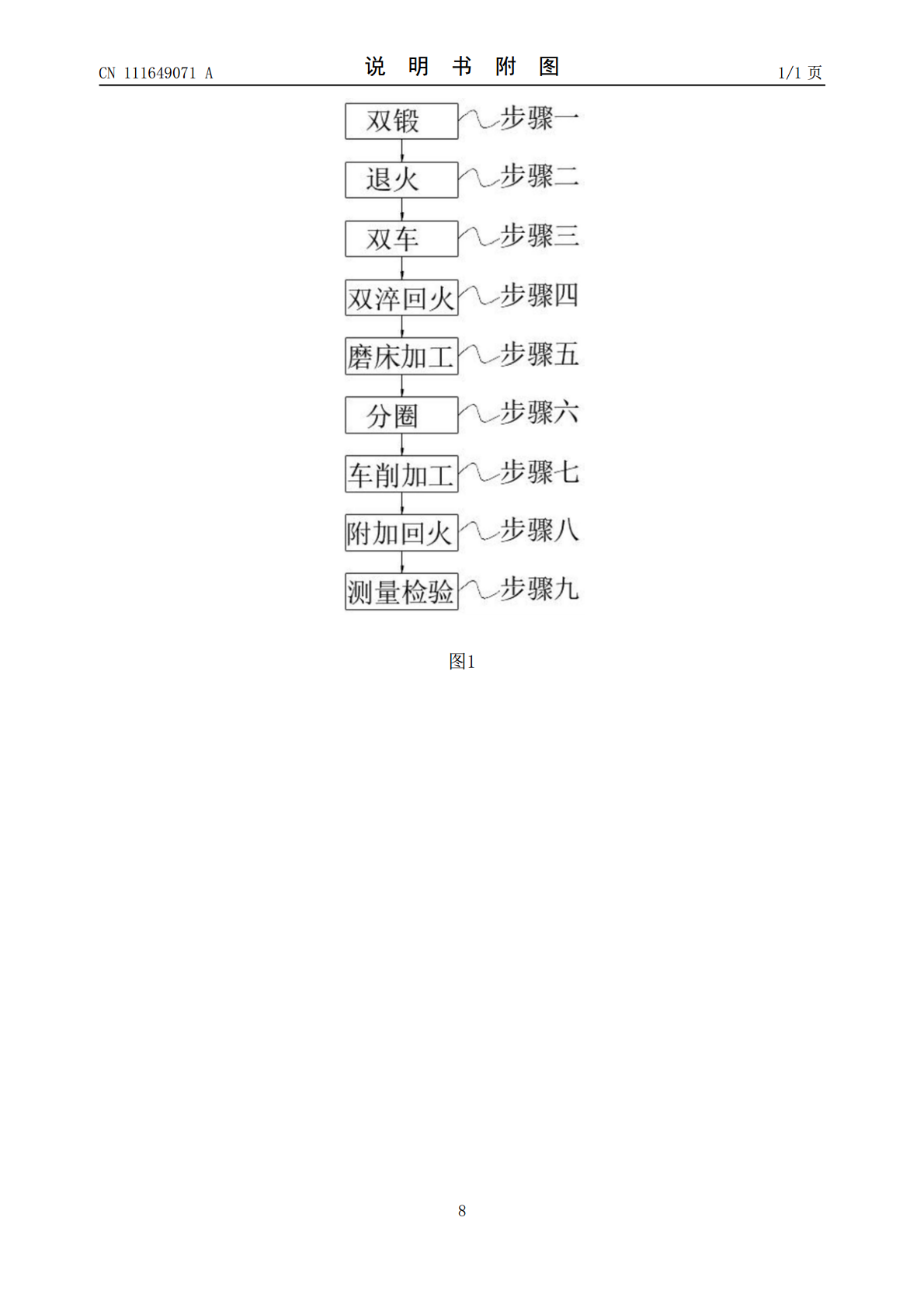
本发明公开了一种轴承外圈加工工艺,包括以下步骤:步骤一,双锻;步骤二,退火;步骤三,双车;步骤四,双淬回火;步骤五,磨床加工;步骤六,分圈;步骤七,车削加工;步骤八,附加回火;步骤九,测量检验;其中在上述步骤一中,选取轴承钢为原料,然后将轴承钢放置在加热炉中进行一次加热处理,当加热完成后对轴承钢进行剪切成单个料段,该发明,改变了传统中对单个轴承外圈的生产工艺,对组合在一起的轴承外圈进行加工生产,有利于料段的在进行锻造的过程中受力集中,避免了在锻造的过程中由于受力不均匀导致料段的变形,有利于节约材料,同时利
一种超薄轴承内外圈的加工工艺.pdf
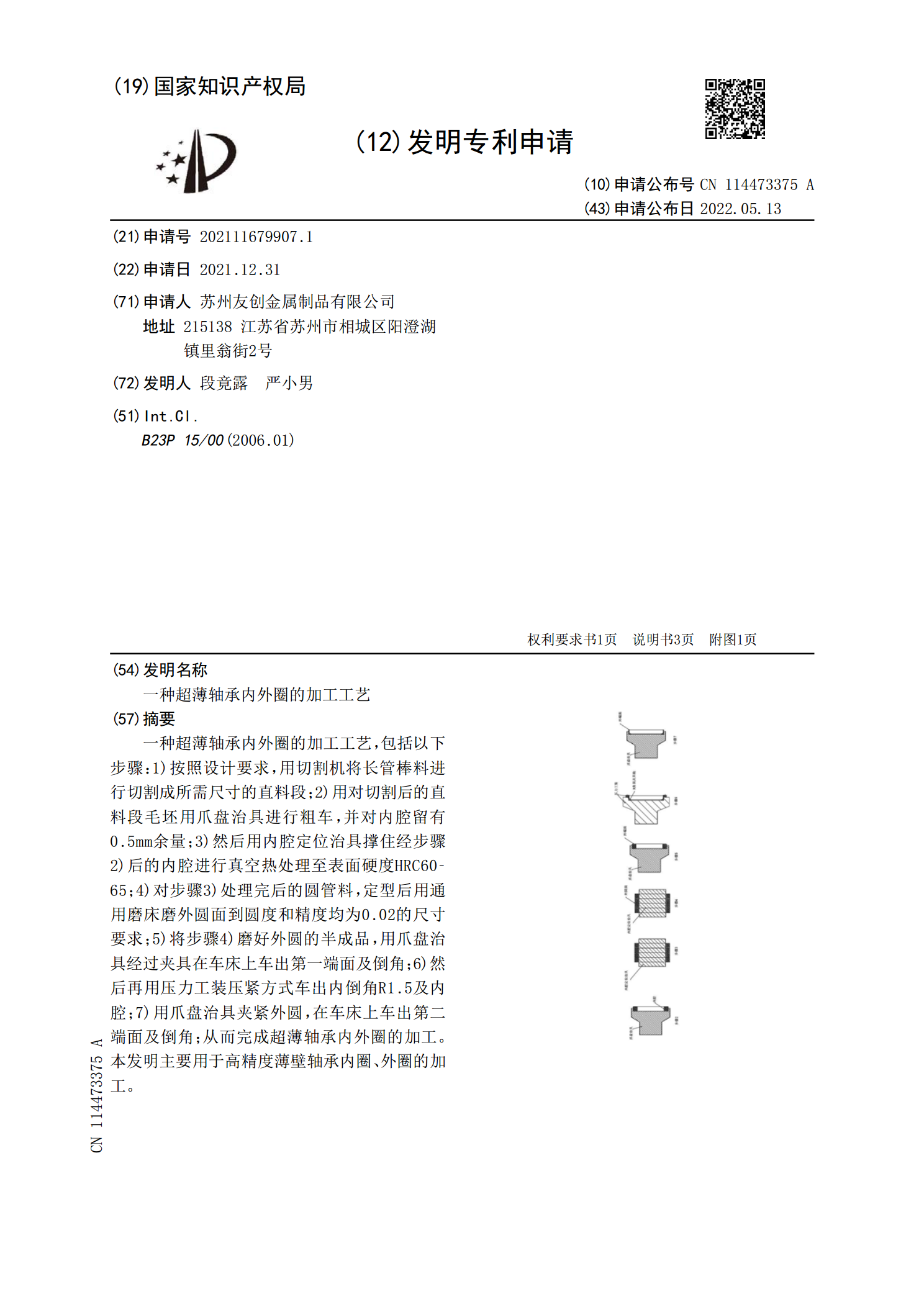
一种超薄轴承内外圈的加工工艺,包括以下步骤:1)按照设计要求,用切割机将长管棒料进行切割成所需尺寸的直料段;2)用对切割后的直料段毛坯用爪盘治具进行粗车,并对内腔留有0.5mm余量;3)然后用内腔定位治具撑住经步骤2)后的内腔进行真空热处理至表面硬度HRC60?65;4)对步骤3)处理完后的圆管料,定型后用通用磨床磨外圆面到圆度和精度均为0.02的尺寸要求;5)将步骤4)磨好外圆的半成品,用爪盘治具经过夹具在车床上车出第一端面及倒角;6)然后再用压力工装压紧方式车出内倒角R1.5及内腔;7)用爪盘治具夹紧

一种螺杆转子轴颈轴承外圈加工工艺.pdf
本发明提供了一种螺杆转子轴颈轴承外圈加工工艺,属于轴承技术领域。一种螺杆转子轴颈轴承外圈加工工艺,其特征在于,包括以下步骤:S1、配料:将料管进行酸洗处理,然后将料管表皮切削,接着将棒料进行裁切,得到轴承外圈毛坯;S2、成型:将轴承外圈毛坯放到加热炉内进行加热,加热温度为300‑350℃,加热时间为30‑40min,最后冷却到室温;S3、开槽:将步骤S2中的轴承外圈毛坯内圈上开设有弧形的凹槽面;S4、第一次研磨:将步骤S3中的轴承外圈毛坯放入到打磨装置上进行打磨,将轴承外圈毛坯的内表面、外表面以及凹槽面打

一种风电轴承内外圈加工工艺.pdf
本发明涉及一种风电轴承内外圈加工工艺,包括锻造、正回火、粗车、调质、半精车、锻件复检、粗车、精车、齿加工、滚道及齿轮淬火、钻孔、磨削、防腐、装配、验收、注脂、包装等工序,其特征是在滚道及齿轮淬火后经过-160℃~-180℃深冷处理36h~48h,在磨削后经过-120℃~-160℃深冷处理12h~24h。本发明的优点在于:本发明处理后的内外圈表面硬度高、耐磨性能好、精度高。

轴承外圈加工工艺设计及改进朱鹏.doc
杭州万向职业技术学院毕业设计说明书题目:轴承外圈的加工工艺设计及其改善系别:应用工程系专业:机电一体化技术班级:机电14-4姓名:朱鹏指导教师:高创宽2023年4月26日毕业设计原创性声明本人所呈交的毕业设计说明书是本人在导师的指导下进行的设计工作所取得的成果。据我所知,除设计中已经注明引用的内容外,本设计不包含其他个人已经发表的成果。对本设计的研究做出重要奉献的个人和集体,均已在设计说明书中作了明确说明并表达谢意。作者署名:日期:目录1.零部件功能与结构451.1滚动轴承工作原理41.2滚动轴承功能(作