
陶瓷坯体注浆成型方法.pdf

书生****12

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
陶瓷坯体注浆成型方法.pdf
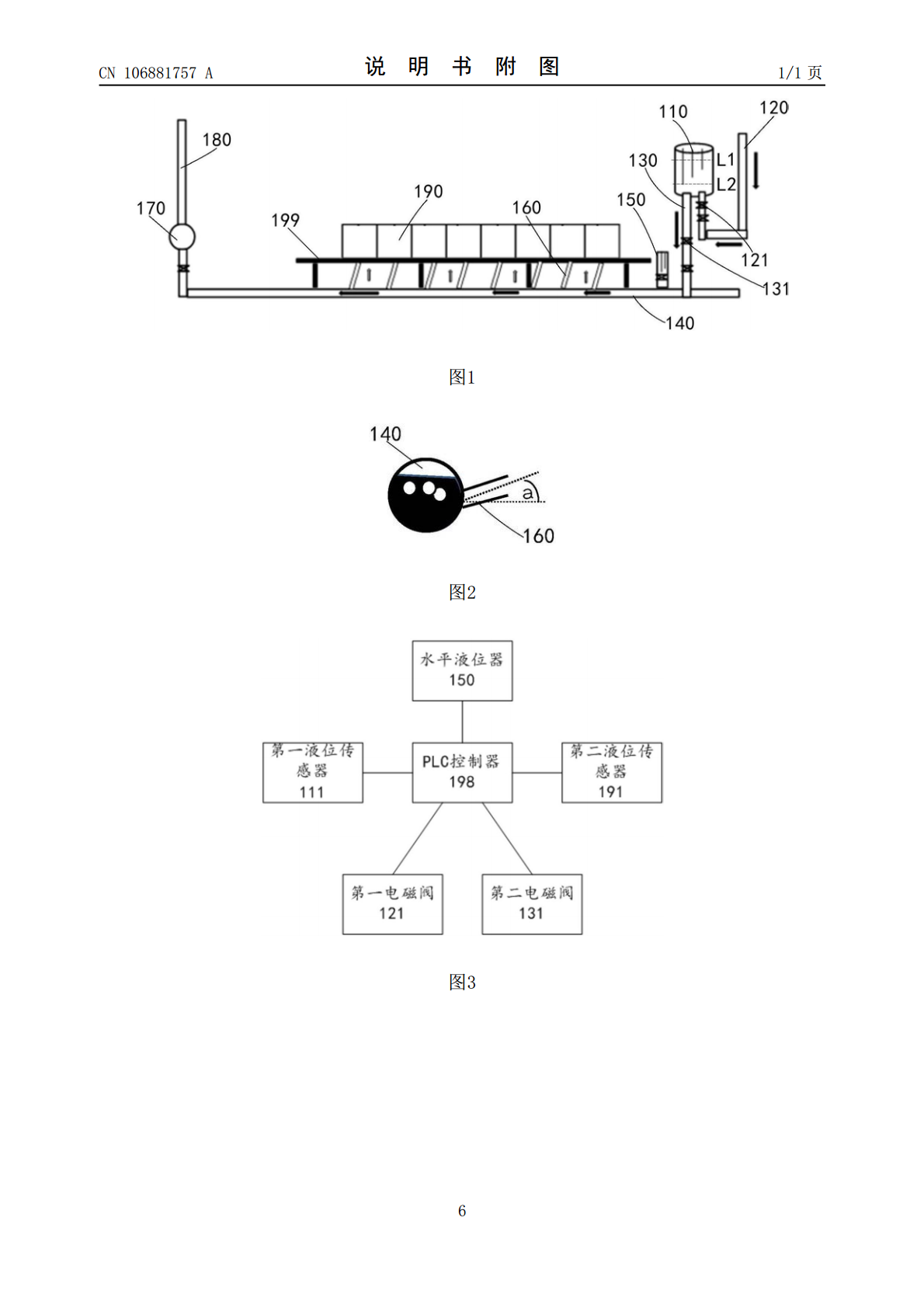
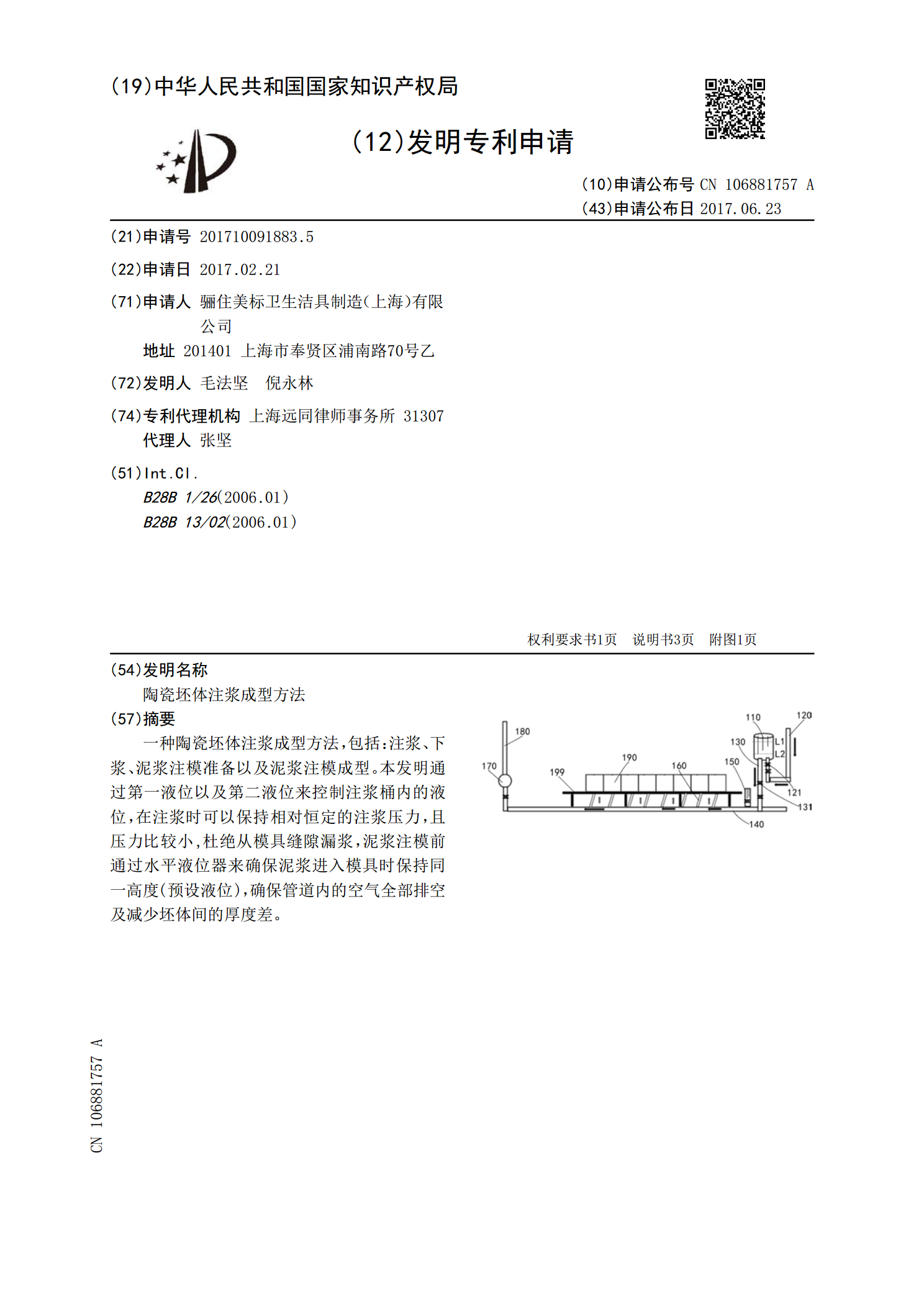
一种陶瓷坯体注浆成型方法,包括:注浆、下浆、泥浆注模准备以及泥浆注模成型。本发明通过第一液位以及第二液位来控制注浆桶内的液位,在注浆时可以保持相对恒定的注浆压力,且压力比较小,杜绝从模具缝隙漏浆,泥浆注模前通过水平液位器来确保泥浆进入模具时保持同一高度(预设液位),确保管道内的空气全部排空及减少坯体间的厚度差。

陶瓷坯体的成型.ppt
注浆过程的物理化学变化陶瓷坯体的注浆成型实心注浆(双面注浆)2、注浆用石膏模的主要缺陷第三节干压成型(2)粉料的堆积性质(3)粉料的拱桥效应(或称桥接)2、粉料的流动性压制过程坯体的变化密度4.3.2.2强度的变化4.3.2.3坯体中压力的分布加压制度对坯体质量的影响4.3.3.2加压方式的影响4.3.3.3加压速度的影响4.3.3.4添加剂的选用三原则:(1)减少粉料颗粒间及粉料与模壁之间的摩擦,这种添加物又称润滑剂;(2)增加粉料颗粒之间的粘结作用,这类添加物又称粘合剂;(3)促进粉料颗粒吸附、湿润或
具备加热功能的陶瓷坯体自动注浆成型装置及其操作方法.pdf
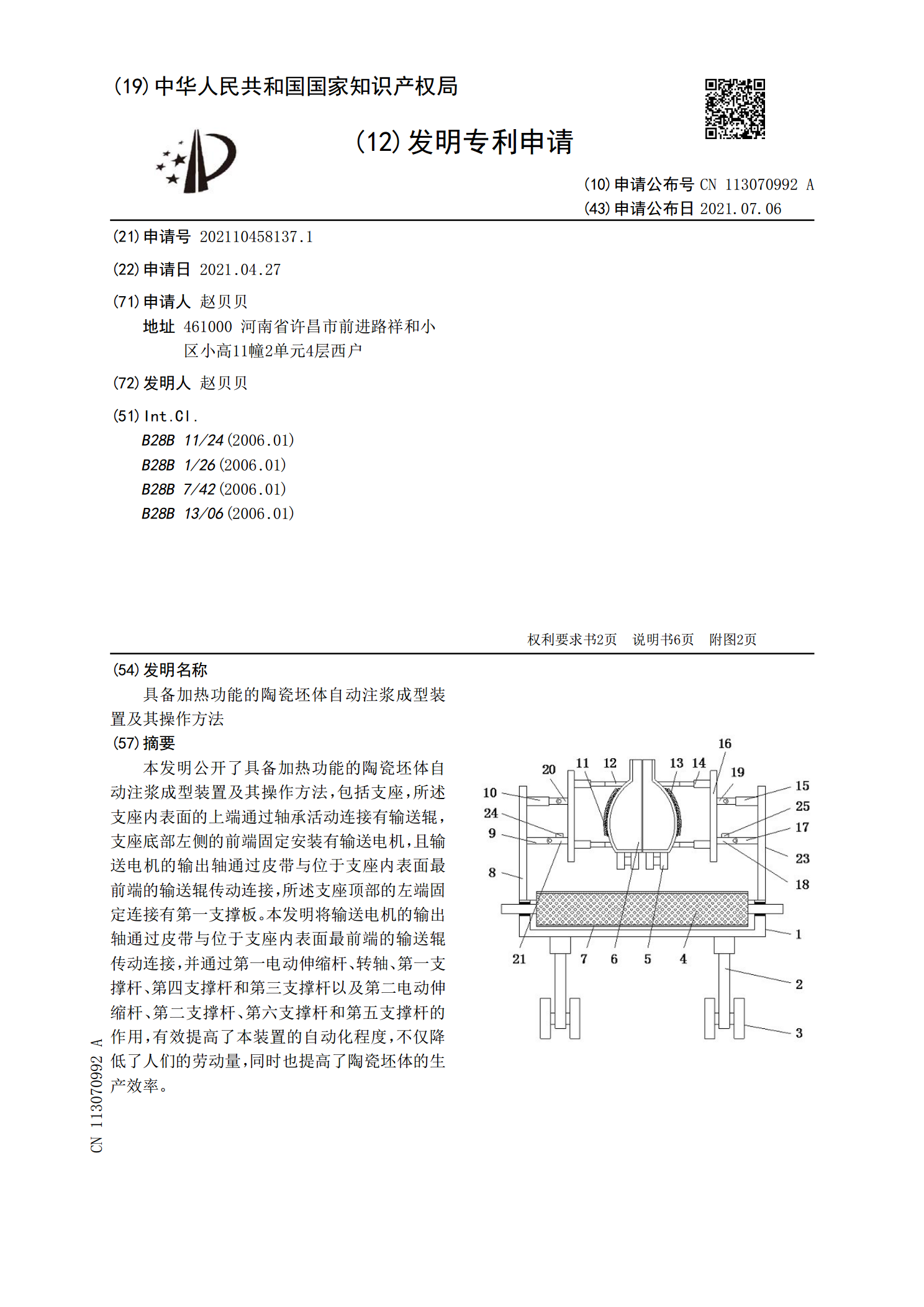
本发明公开了具备加热功能的陶瓷坯体自动注浆成型装置及其操作方法,包括支座,所述支座内表面的上端通过轴承活动连接有输送辊,支座底部左侧的前端固定安装有输送电机,且输送电机的输出轴通过皮带与位于支座内表面最前端的输送辊传动连接,所述支座顶部的左端固定连接有第一支撑板。本发明将输送电机的输出轴通过皮带与位于支座内表面最前端的输送辊传动连接,并通过第一电动伸缩杆、转轴、第一支撑杆、第四支撑杆和第三支撑杆以及第二电动伸缩杆、第二支撑杆、第六支撑杆和第五支撑杆的作用,有效提高了本装置的自动化程度,不仅降低了人们的劳动
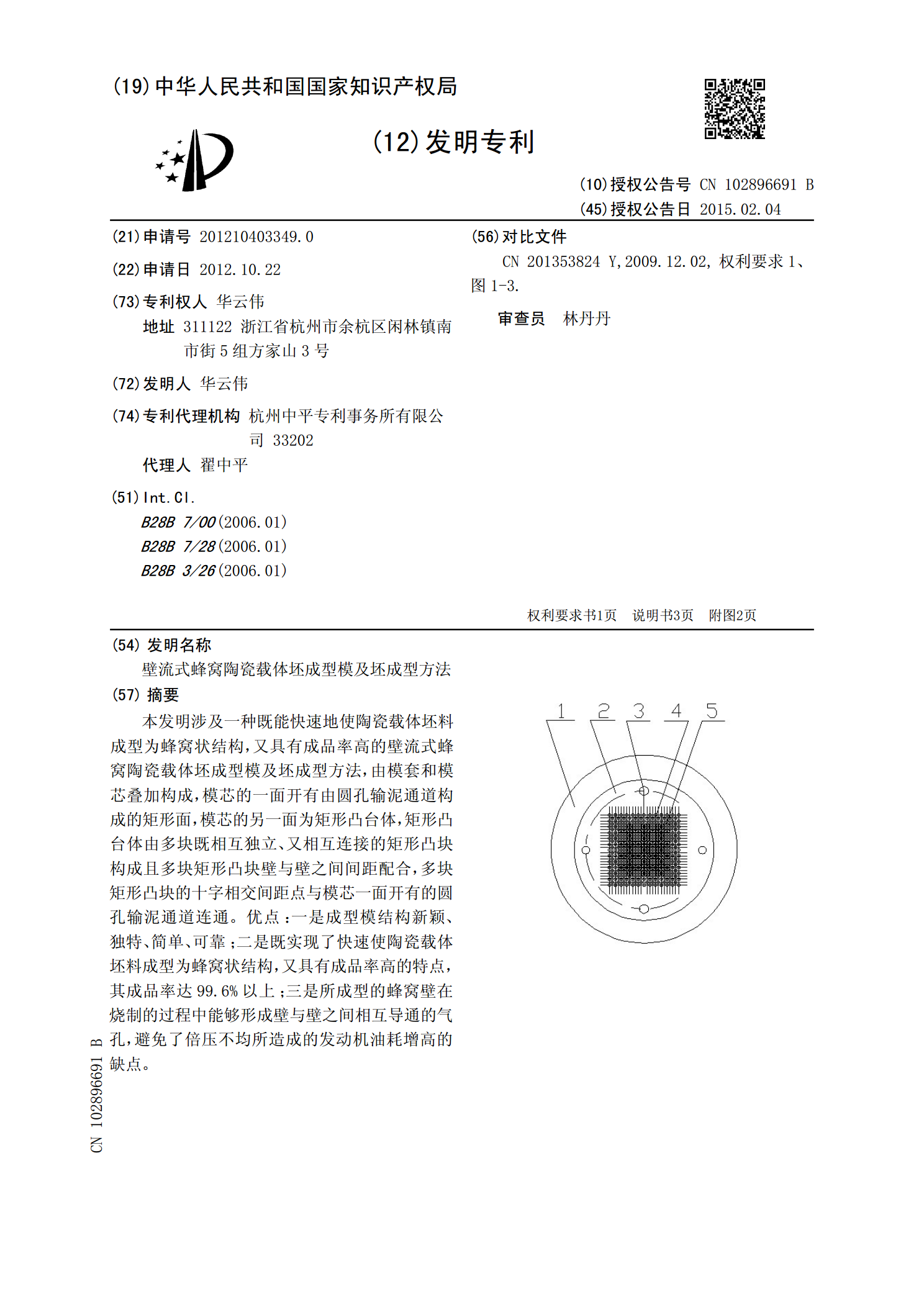
壁流式蜂窝陶瓷载体坯成型模及坯成型方法.pdf
本发明涉及一种既能快速地使陶瓷载体坯料成型为蜂窝状结构,又具有成品率高的壁流式蜂窝陶瓷载体坯成型模及坯成型方法,由模套和模芯叠加构成,模芯的一面开有由圆孔输泥通道构成的矩形面,模芯的另一面为矩形凸台体,矩形凸台体由多块既相互独立、又相互连接的矩形凸块构成且多块矩形凸块壁与壁之间间距配合,多块矩形凸块的十字相交间距点与模芯一面开有的圆孔输泥通道连通。优点:一是成型模结构新颖、独特、简单、可靠;二是既实现了快速使陶瓷载体坯料成型为蜂窝状结构,又具有成品率高的特点,其成品率达99.6%以上;三是所成型的蜂窝壁在

第四章陶瓷坯体的成型.pptx
会计学2024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/232024/10/2320