
一种反变形弯管机及其弯管方法.pdf

Ch****91

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种反变形弯管机及其弯管方法.pdf
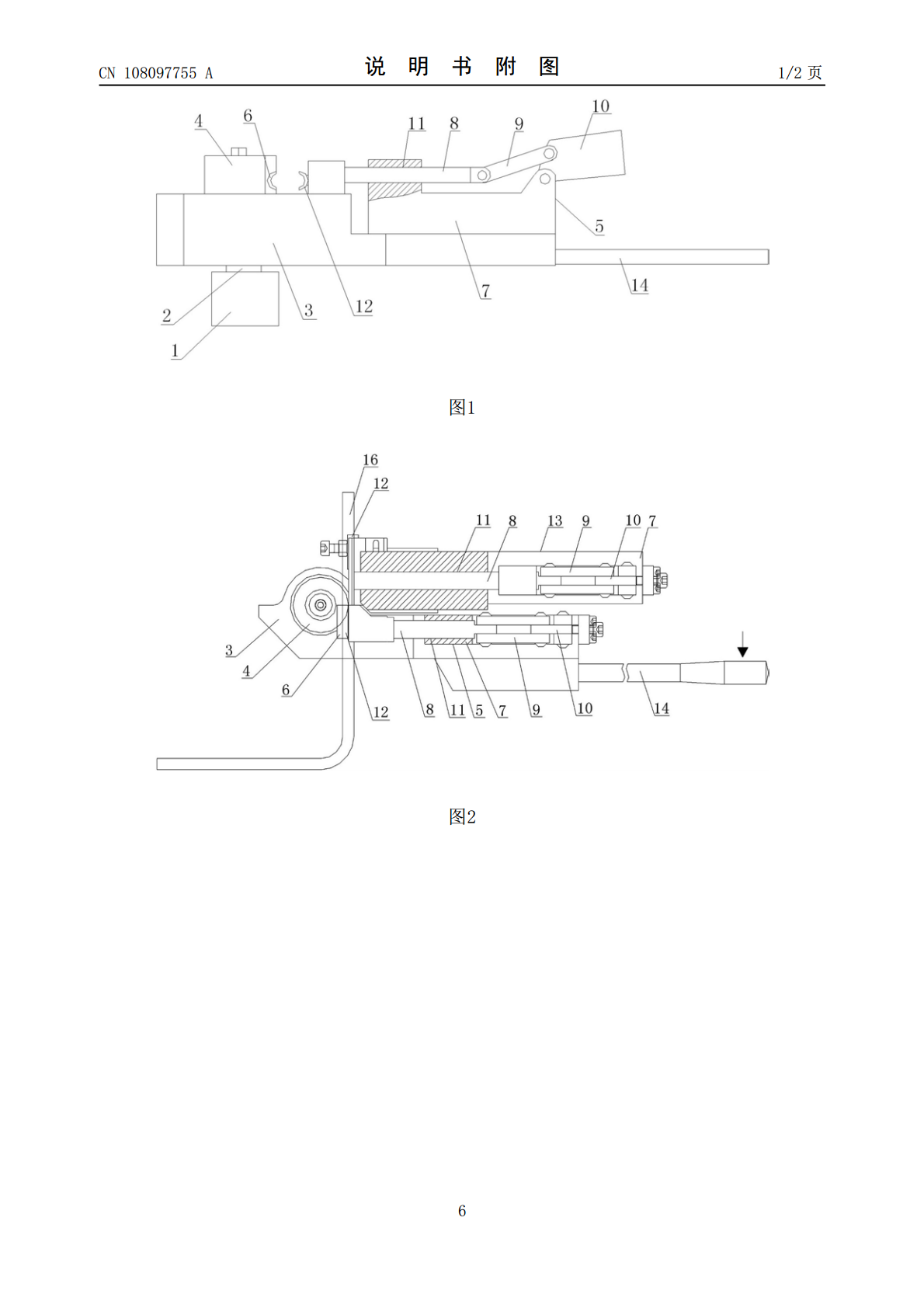
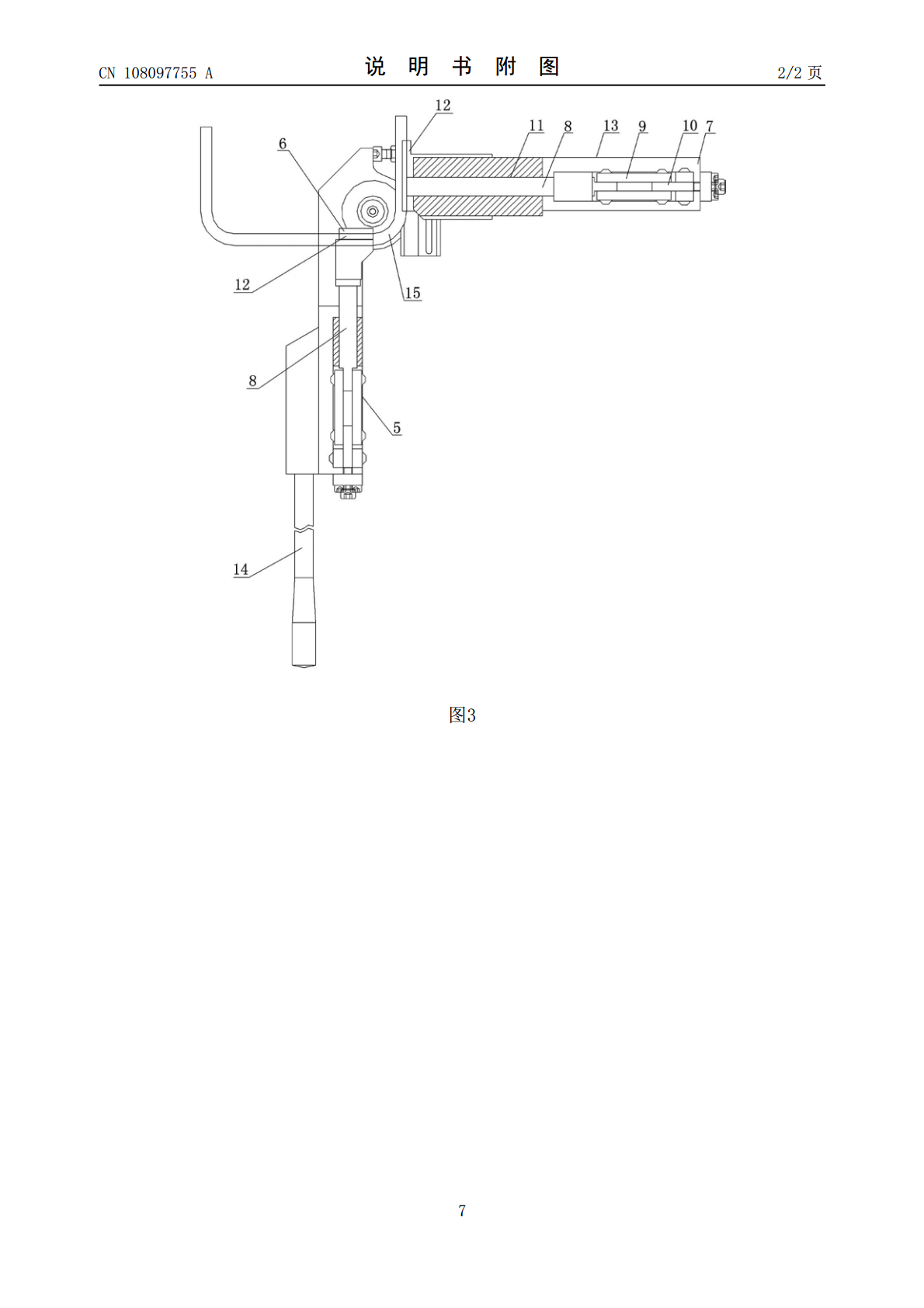
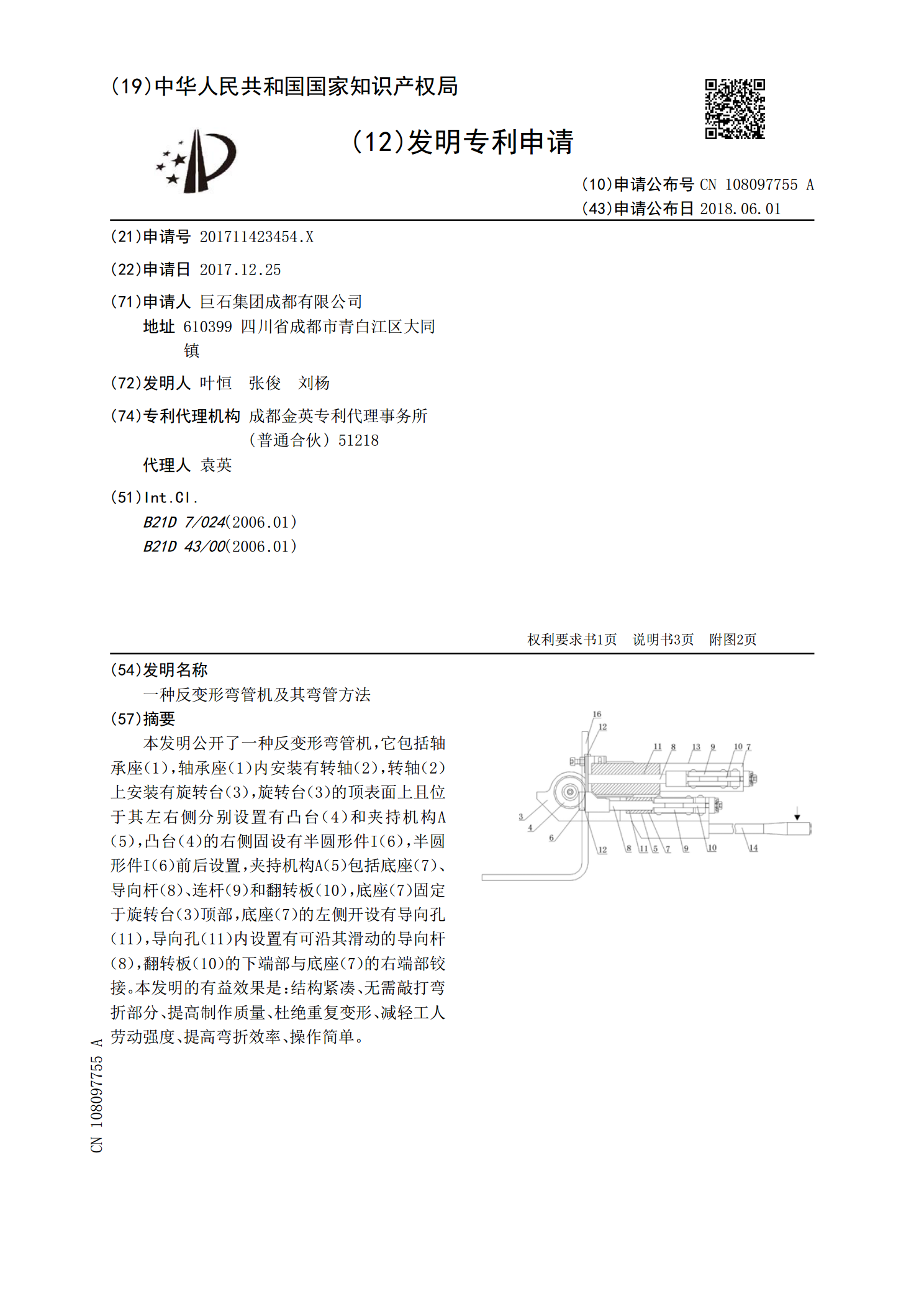
本发明公开了一种反变形弯管机,它包括轴承座(1),轴承座(1)内安装有转轴(2),转轴(2)上安装有旋转台(3),旋转台(3)的顶表面上且位于其左右侧分别设置有凸台(4)和夹持机构A(5),凸台(4)的右侧固设有半圆形件I(6),半圆形件I(6)前后设置,夹持机构A(5)包括底座(7)、导向杆(8)、连杆(9)和翻转板(10),底座(7)固定于旋转台(3)顶部,底座(7)的左侧开设有导向孔(11),导向孔(11)内设置有可沿其滑动的导向杆(8),翻转板(10)的下端部与底座(7)的右端部铰接。本发明的有益
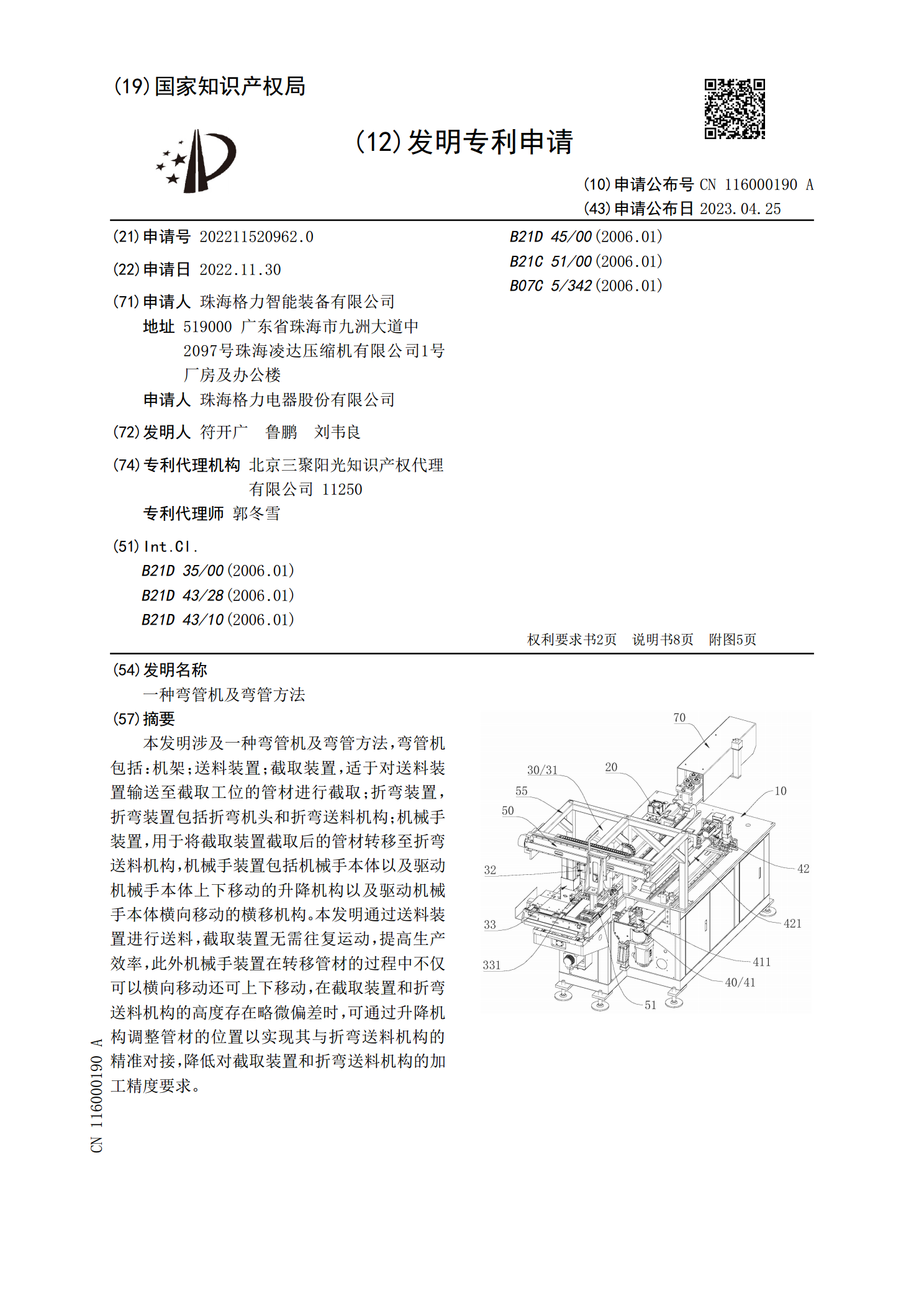
一种弯管机及弯管方法.pdf
本发明涉及一种弯管机及弯管方法,弯管机包括:机架;送料装置;截取装置,适于对送料装置输送至截取工位的管材进行截取;折弯装置,折弯装置包括折弯机头和折弯送料机构;机械手装置,用于将截取装置截取后的管材转移至折弯送料机构,机械手装置包括机械手本体以及驱动机械手本体上下移动的升降机构以及驱动机械手本体横向移动的横移机构。本发明通过送料装置进行送料,截取装置无需往复运动,提高生产效率,此外机械手装置在转移管材的过程中不仅可以横向移动还可上下移动,在截取装置和折弯送料机构的高度存在略微偏差时,可通过升降机构调整管材

一种弯管处理方法、数控弯管机及其控制方法.pdf
本发明涉及一种弯管处理方法、数控弯管机及其控制方法,属于管材加工处理技术领域。该数控弯管机包括送料小车,该送料小车包括滑台、送料主轴装置及后装芯棒装置,送料主轴装置包括送料主轴及夹料爪机构;夹料爪机构为两爪结构,包括左右夹料爪,在左右夹料爪座之间存有上方开口的套装空间;后装芯棒装置包括支撑横梁、升降驱动器及固定在升降驱动器的升降动子上的后装芯棒机构;后装芯棒机构包括芯棒座,可沿送料方向移动地安装在芯棒座上的后装芯棒,及耦合于前述二者之间的弹性复位机构;复位机构的弹性恢复力用于迫使后装芯棒前移;基于后装芯棒

一种弯管机的弯管装置.pdf
本发明公开了一种动力传递可靠、安装方便的弯管机的弯管装置,包括机头;安装于机头上的弯管定模;转动安装于机头上的主轴;安装于主轴上的弯管臂,该弯管臂可与主轴一起转动,所述弯管臂上安装有与弯管定模配合的弯管动模;用于传递动力的链条,该链条与油缸的动力端固定连接,所述主轴上设有用于安装链条的链轮部,所述机头上安装有轴承座,所述主轴的上端安装于轴承座内且与轴承座之间安装转动轴承,弯管臂的上支撑板安装于主轴的上端,所述上支撑板上设有卡槽,所述主轴上卡装有主轴承重环,该主轴承重环位于卡槽内且下端面顶住所述轴承座,所述
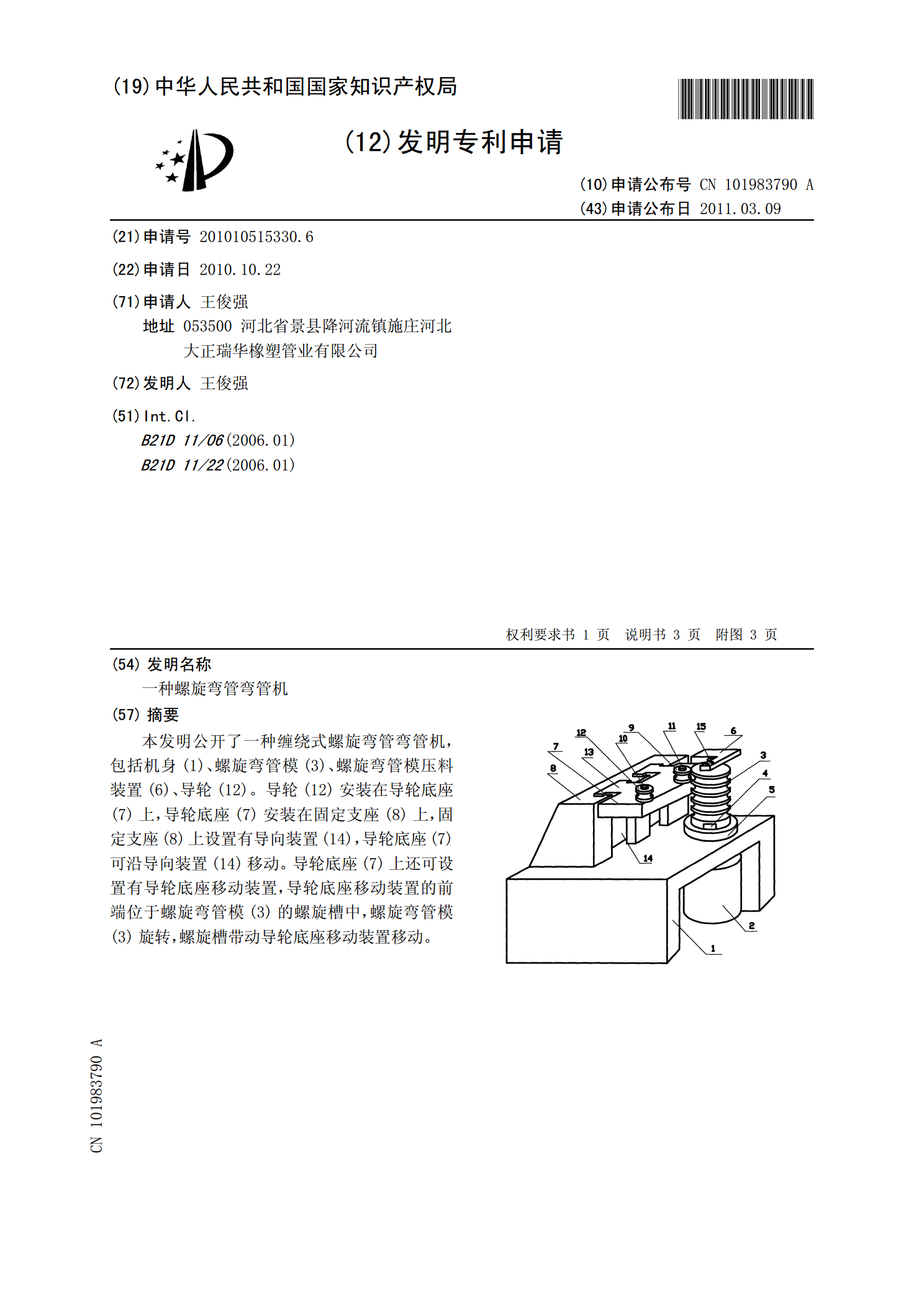
一种螺旋弯管弯管机.pdf
本发明公开了一种缠绕式螺旋弯管弯管机,包括机身(1)、螺旋弯管模(3)、螺旋弯管模压料装置(6)、导轮(12)。导轮(12)安装在导轮底座(7)上,导轮底座(7)安装在固定支座(8)上,固定支座(8)上设置有导向装置(14),导轮底座(7)可沿导向装置(14)移动。导轮底座(7)上还可设置有导轮底座移动装置,导轮底座移动装置的前端位于螺旋弯管模(3)的螺旋槽中,螺旋弯管模(3)旋转,螺旋槽带动导轮底座移动装置移动。