
叠片式绝缘软母排及其制备系统、制备方法和用途.pdf

秋花****姐姐


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
叠片式绝缘软母排及其制备系统、制备方法和用途.pdf
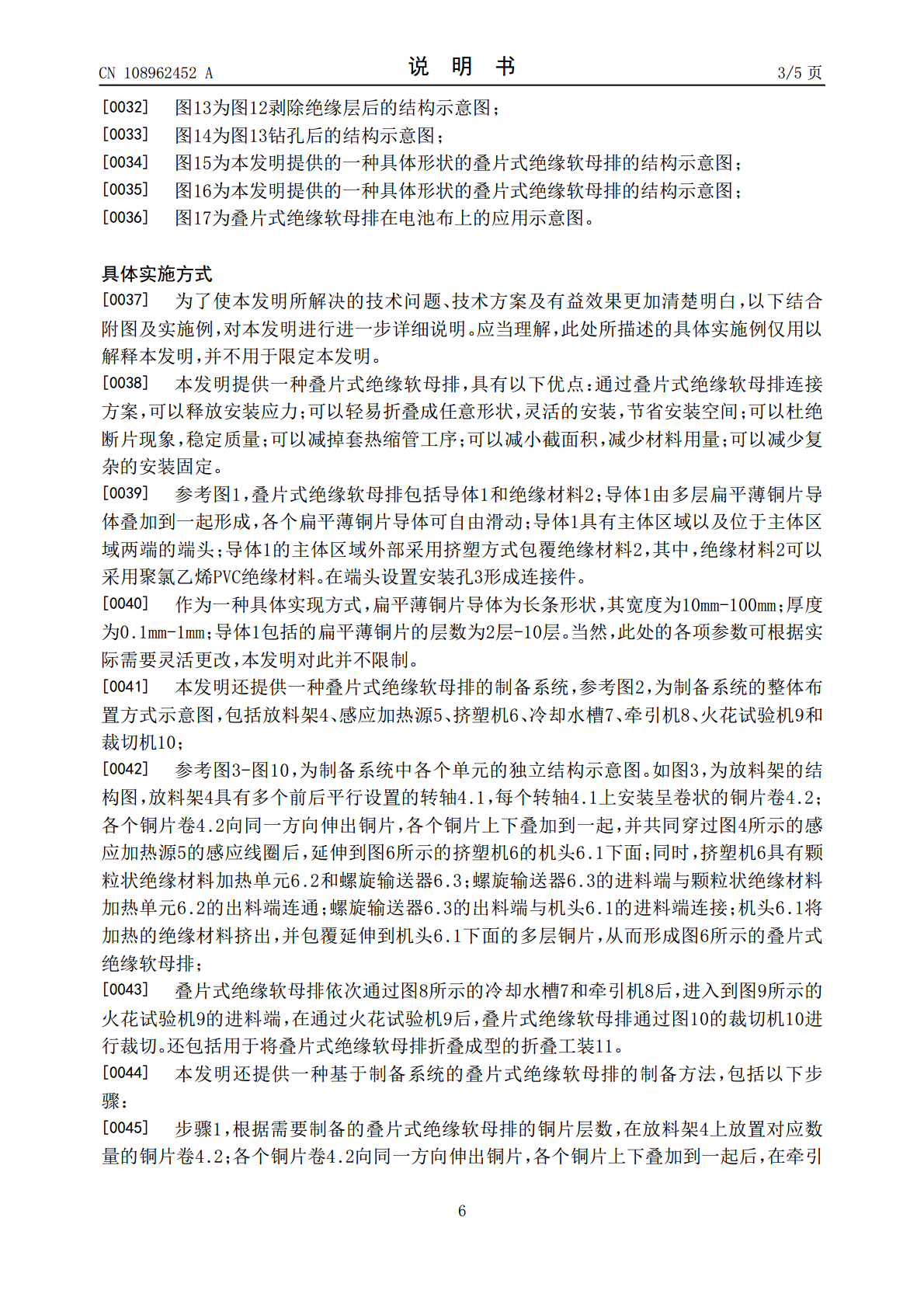
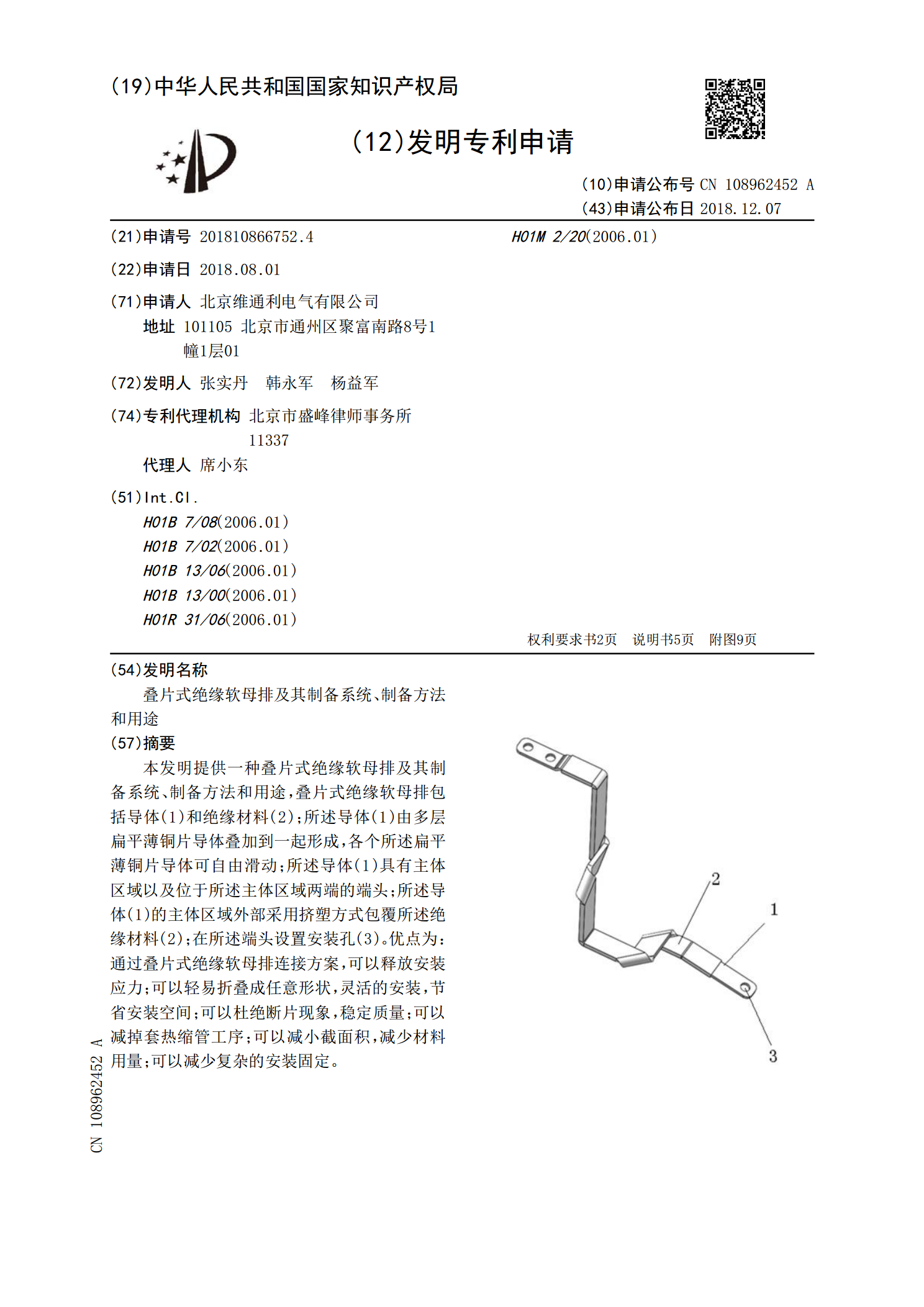
本发明提供一种叠片式绝缘软母排及其制备系统、制备方法和用途,叠片式绝缘软母排包括导体(1)和绝缘材料(2);所述导体(1)由多层扁平薄铜片导体叠加到一起形成,各个所述扁平薄铜片导体可自由滑动;所述导体(1)具有主体区域以及位于所述主体区域两端的端头;所述导体(1)的主体区域外部采用挤塑方式包覆所述绝缘材料(2);在所述端头设置安装孔(3)。优点为:通过叠片式绝缘软母排连接方案,可以释放安装应力;可以轻易折叠成任意形状,灵活的安装,节省安装空间;可以杜绝断片现象,稳定质量;可以减掉套热缩管工序;可以减小截面
一种绝缘基板及其制备方法和用途.pdf
本发明提供了一种绝缘基板及其制备方法和用途,属于电子材料领域。该绝缘基板是将增强材料涂敷或含浸树脂组合物后而得;所述树脂组合物由包括如下重量配比的原料制备而成:含有一个或二个双键且至少含有一个桥环的环烯烃类化合物9000~10000份,钌卡宾催化剂0.1~10份。本发明采用特定的树脂组合物制备绝缘基板,进一步制备覆铜板,不仅有效提高了其玻璃化转变温度,在使用时可以有效减少介电损耗,满足高频高速通信应用要求。同时,制备的绝缘基板或覆铜板具有良好的耐燃烧性和耐浸焊性,不易吸水,更适用于制备电子材料。此外,制备
蜂窝夹芯板及其制备方法和用途.pdf
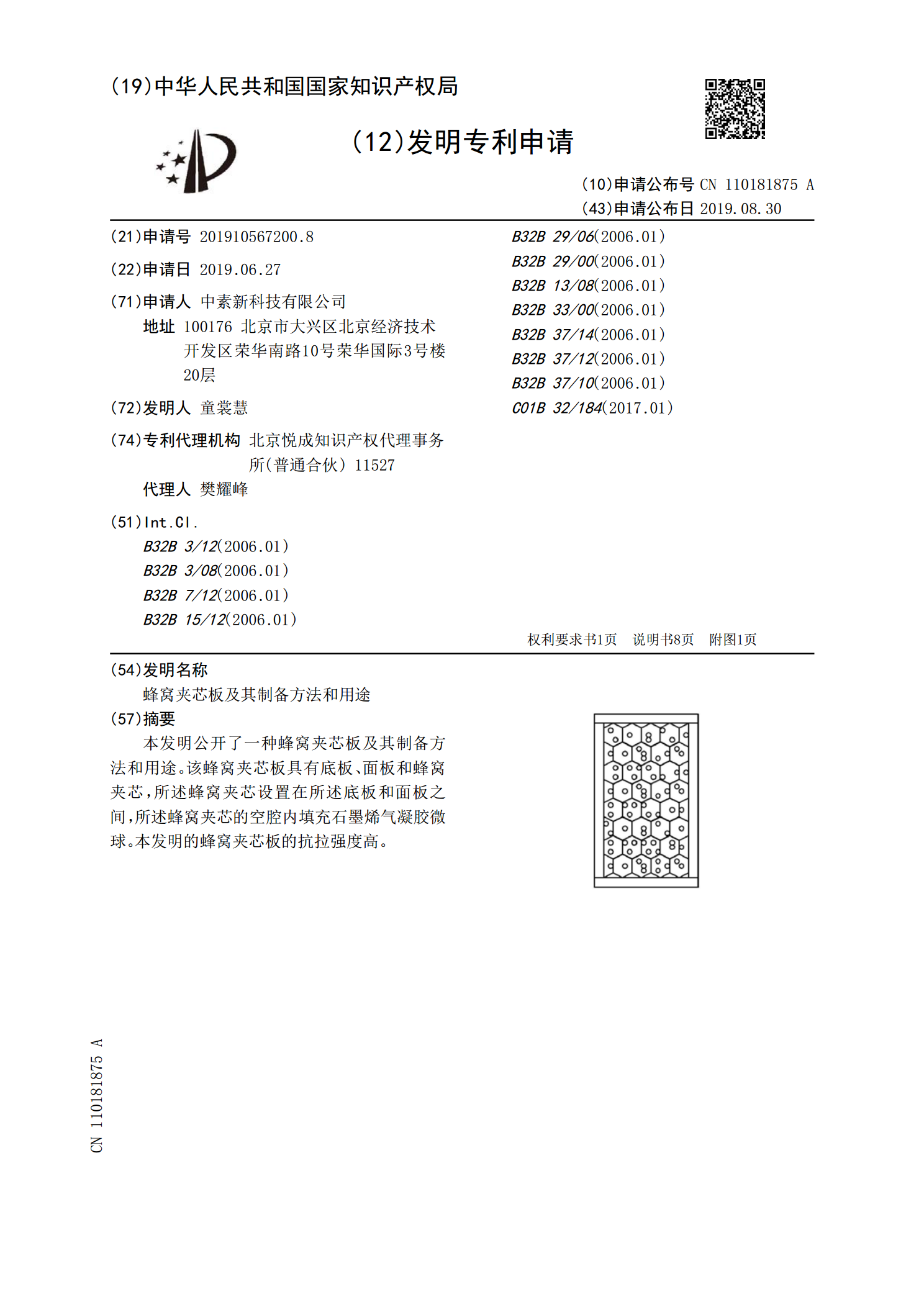
本发明公开了一种蜂窝夹芯板及其制备方法和用途。该蜂窝夹芯板具有底板、面板和蜂窝夹芯,所述蜂窝夹芯设置在所述底板和面板之间,所述蜂窝夹芯的空腔内填充石墨烯气凝胶微球。本发明的蜂窝夹芯板的抗拉强度高。
分子探针及其制备方法和用途.pdf
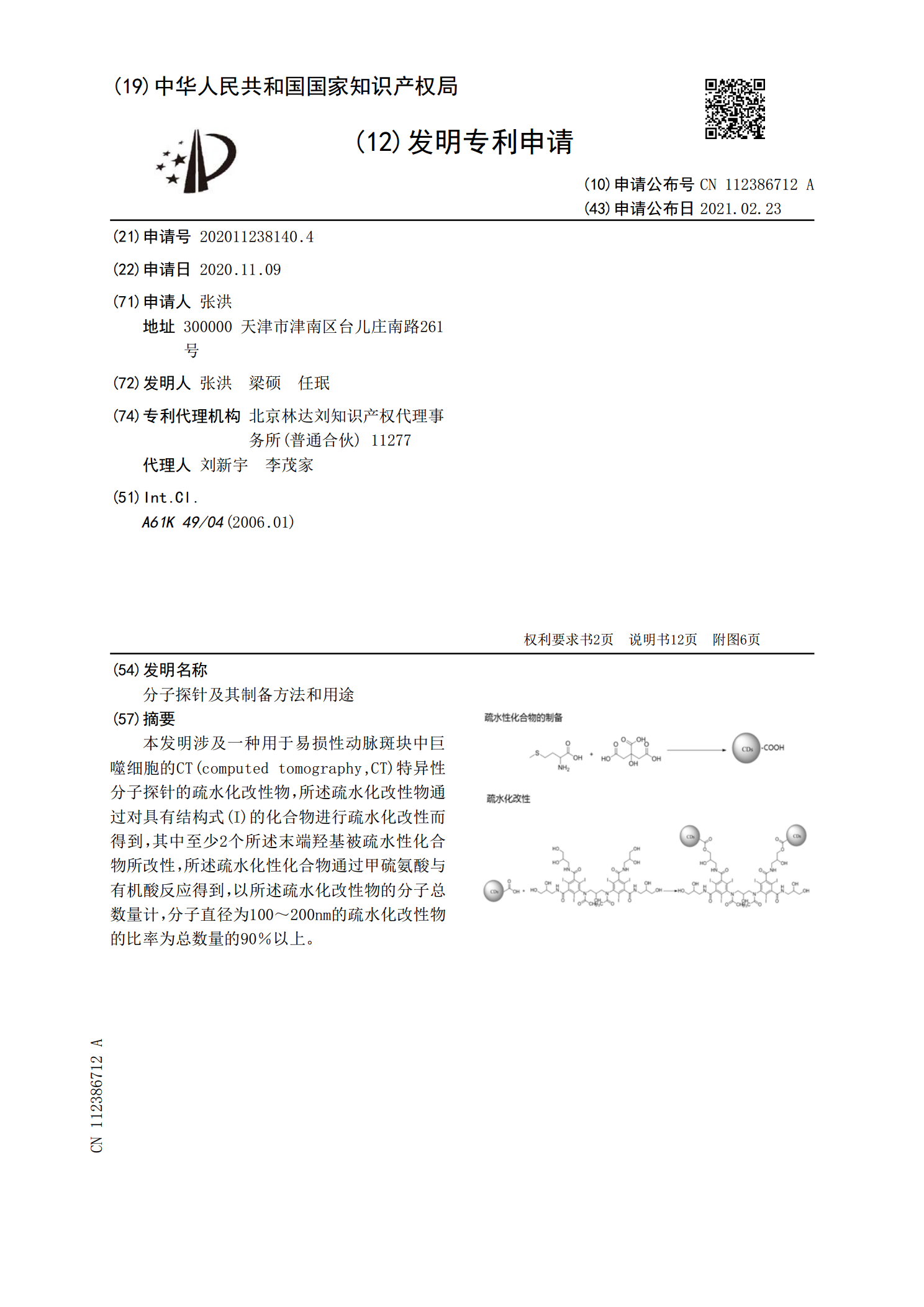
本发明涉及一种用于易损性动脉斑块中巨噬细胞的CT(computedtomography,CT)特异性分子探针的疏水化改性物,所述疏水化改性物通过对具有结构式(I)的化合物进行疏水化改性而得到,其中至少2个所述末端羟基被疏水性化合物所改性,所述疏水化性化合物通过甲硫氨酸与有机酸反应得到,以所述疏水化改性物的分子总数量计,分子直径为100~200nm的疏水化改性物的比率为总数量的90%以上。
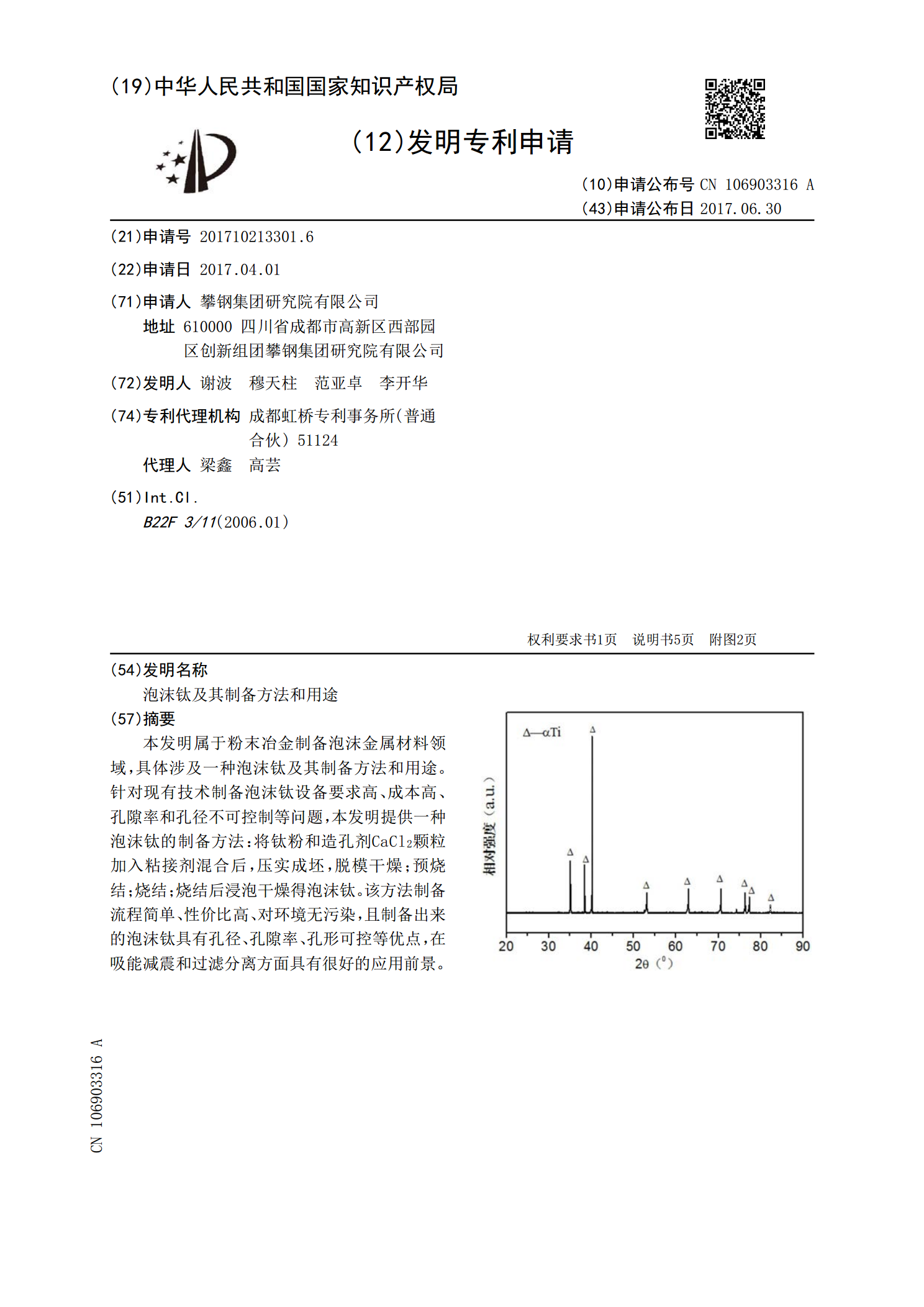
泡沫钛及其制备方法和用途.pdf
本发明属于粉末冶金制备泡沫金属材料领域,具体涉及一种泡沫钛及其制备方法和用途。针对现有技术制备泡沫钛设备要求高、成本高、孔隙率和孔径不可控制等问题,本发明提供一种泡沫钛的制备方法:将钛粉和造孔剂CaCl