
一种铅阳极板低温浇铸工艺.pdf

新月****姐a

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铅阳极板低温浇铸工艺.pdf
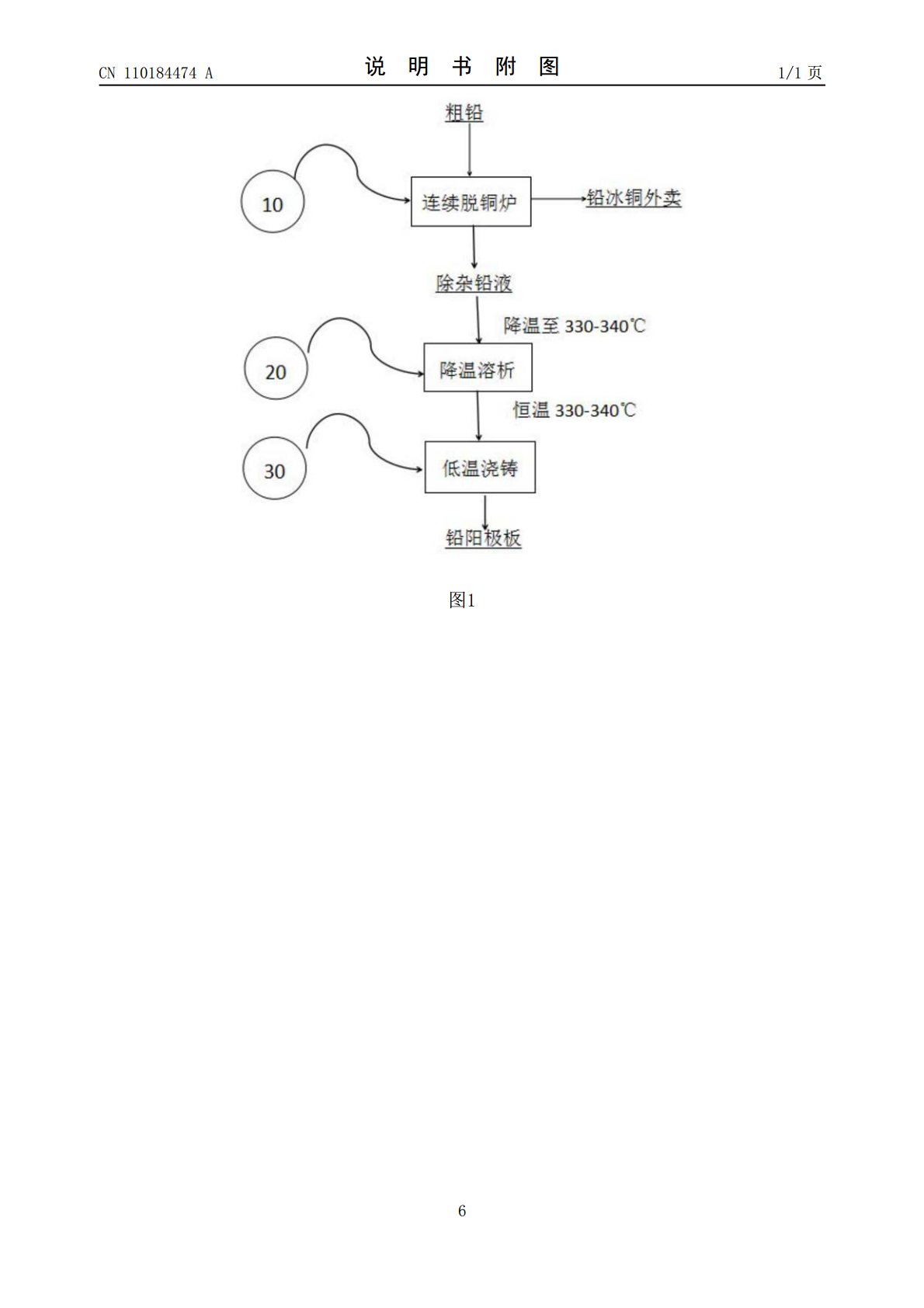
本发明属于铅火法冶炼领域,涉及一种铅阳极板低温浇铸工艺,该工艺将粗铅液先进行连续脱铜得到除杂铅液,再将除杂铅液降温至330‑340℃,通过降温溶析作用将除杂铅液中的铜进一步脱除,然后在330‑340℃的恒温条件下进行浇铸,得到铅阳极板。与现有铅阳极板浇铸工艺相比,本发明的有益效果是:降温溶析保证了铜以及其他杂质的深度脱除,提高了阳极板纯度,杜绝了阳极板出现泡沫铅,提高了铅电解电流效率;同时由于浇铸温度低,降低了天然气消耗。
一种铅栅低温熔铸工艺.pdf
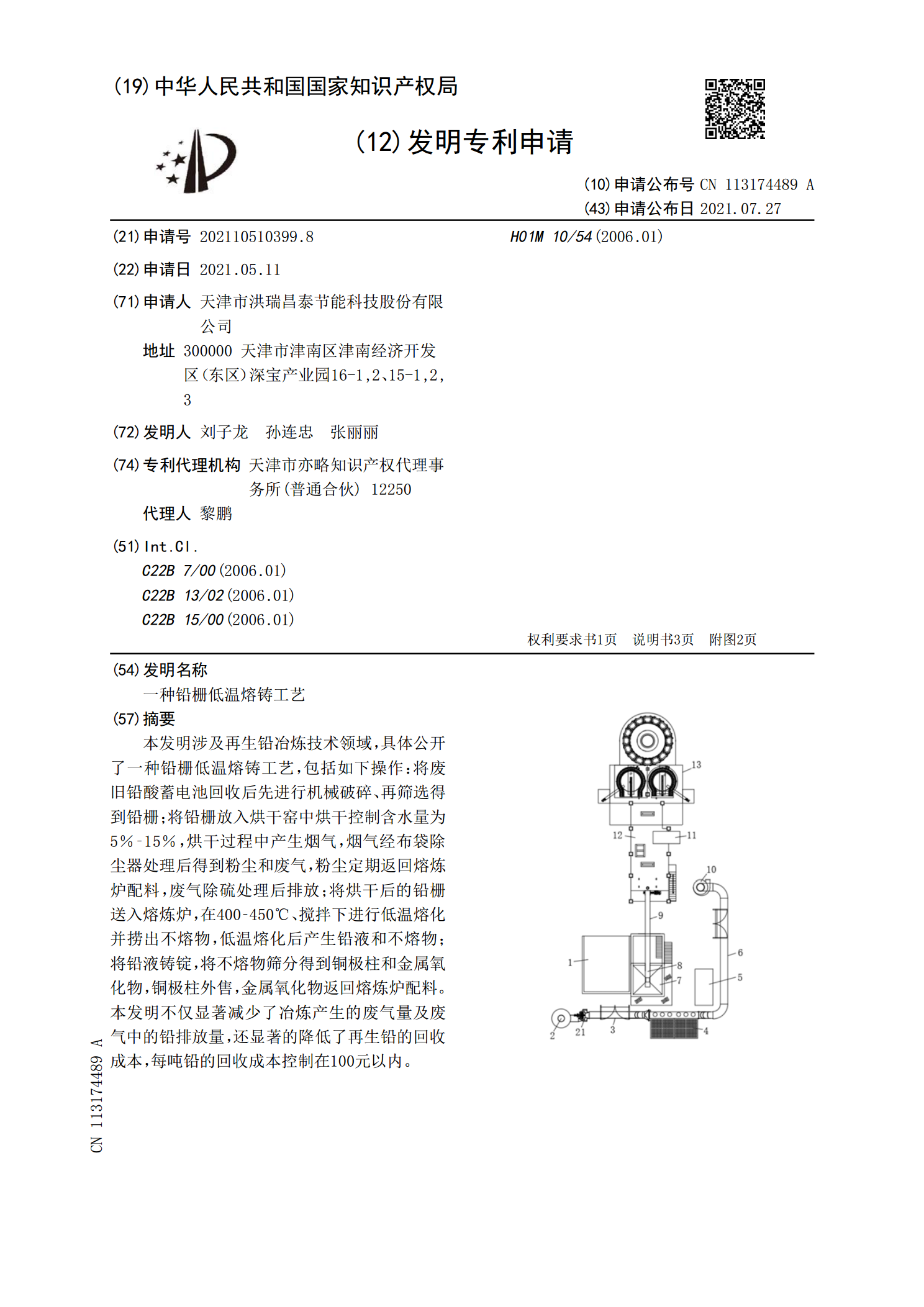
本发明涉及再生铅冶炼技术领域,具体公开了一种铅栅低温熔铸工艺,包括如下操作:将废旧铅酸蓄电池回收后先进行机械破碎、再筛选得到铅栅;将铅栅放入烘干窑中烘干控制含水量为5%‑15%,烘干过程中产生烟气,烟气经布袋除尘器处理后得到粉尘和废气,粉尘定期返回熔炼炉配料,废气除硫处理后排放;将烘干后的铅栅送入熔炼炉,在400‑450℃、搅拌下进行低温熔化并捞出不熔物,低温熔化后产生铅液和不熔物;将铅液铸锭,将不熔物筛分得到铜极柱和金属氧化物,铜极柱外售,金属氧化物返回熔炼炉配料。本发明不仅显著减少了冶炼产生的废气量及
再生铅低温连续熔炼工艺.pdf
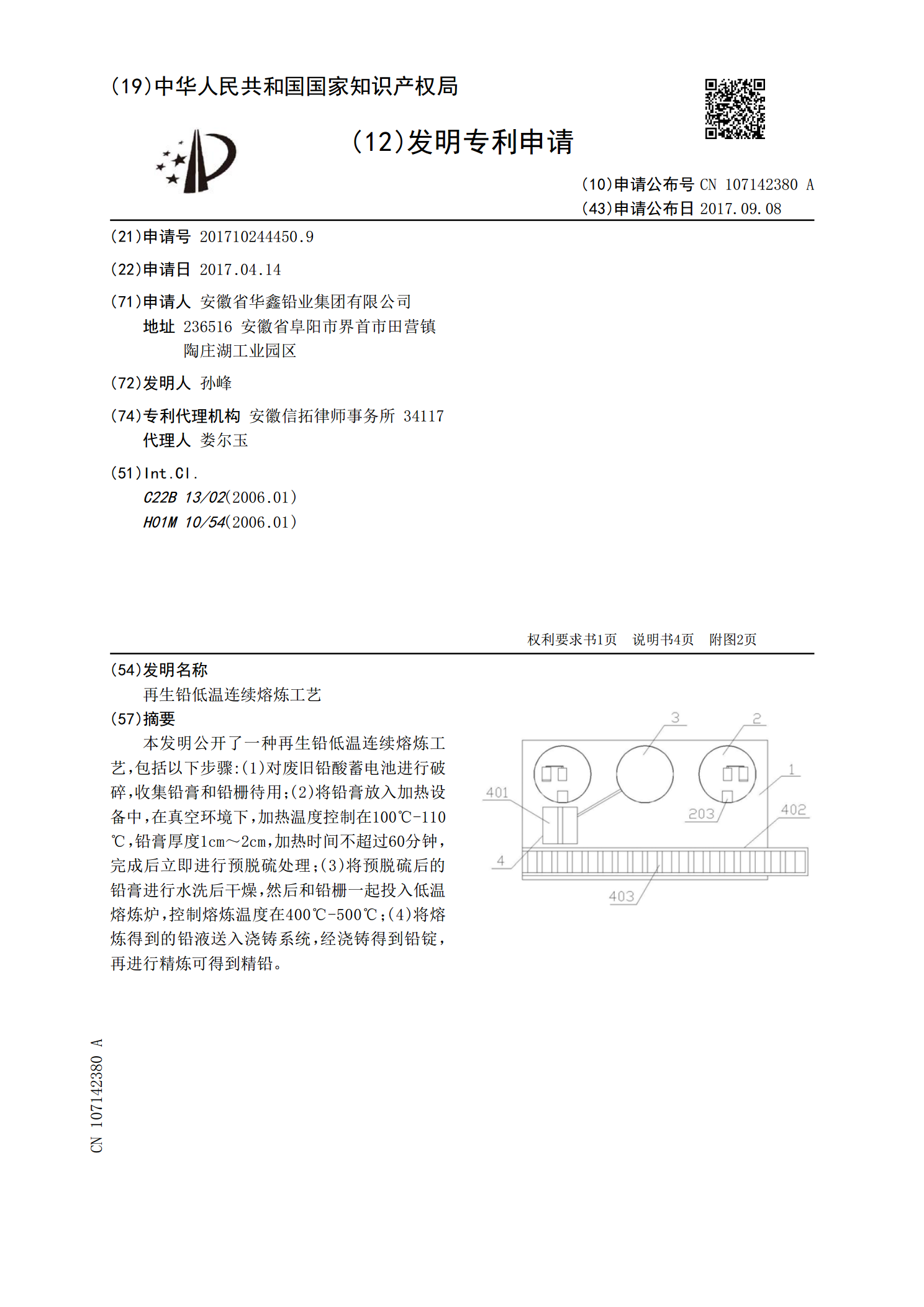
本发明公开了一种再生铅低温连续熔炼工艺,包括以下步骤:(1)对废旧铅酸蓄电池进行破碎,收集铅膏和铅栅待用;(2)将铅膏放入加热设备中,在真空环境下,加热温度控制在100℃‑110℃,铅膏厚度1cm~2cm,加热时间不超过60分钟,完成后立即进行预脱硫处理;(3)将预脱硫后的铅膏进行水洗后干燥,然后和铅栅一起投入低温熔炼炉,控制熔炼温度在400℃‑500℃;(4)将熔炼得到的铅液送入浇铸系统,经浇铸得到铅锭,再进行精炼可得到精铅。
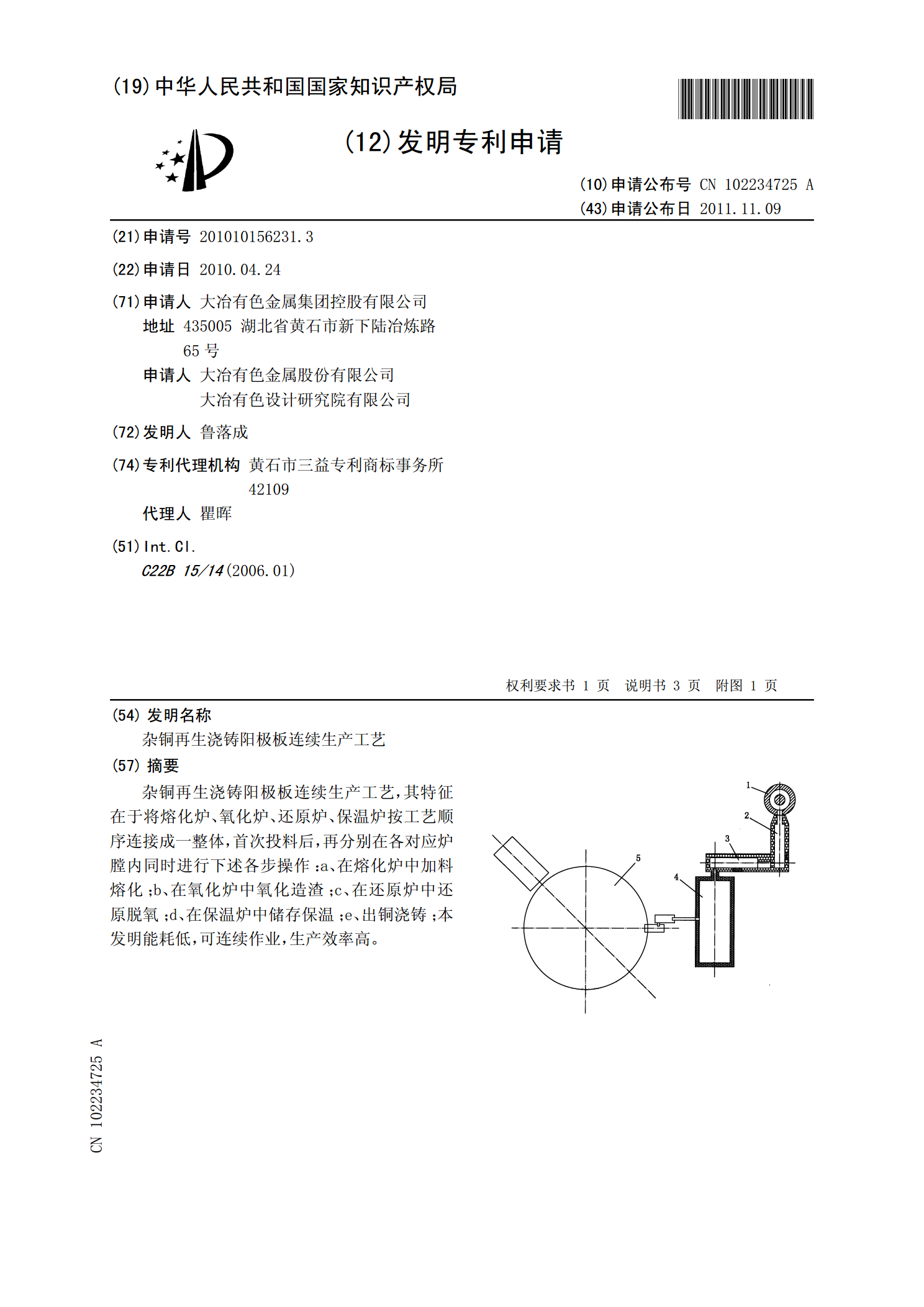
杂铜再生浇铸阳极板连续生产工艺.pdf
杂铜再生浇铸阳极板连续生产工艺,其特征在于将熔化炉、氧化炉、还原炉、保温炉按工艺顺序连接成一整体,首次投料后,再分别在各对应炉膛内同时进行下述各步操作:a、在熔化炉中加料熔化;b、在氧化炉中氧化造渣;c、在还原炉中还原脱氧;d、在保温炉中储存保温;e、出铜浇铸;本发明能耗低,可连续作业,生产效率高。
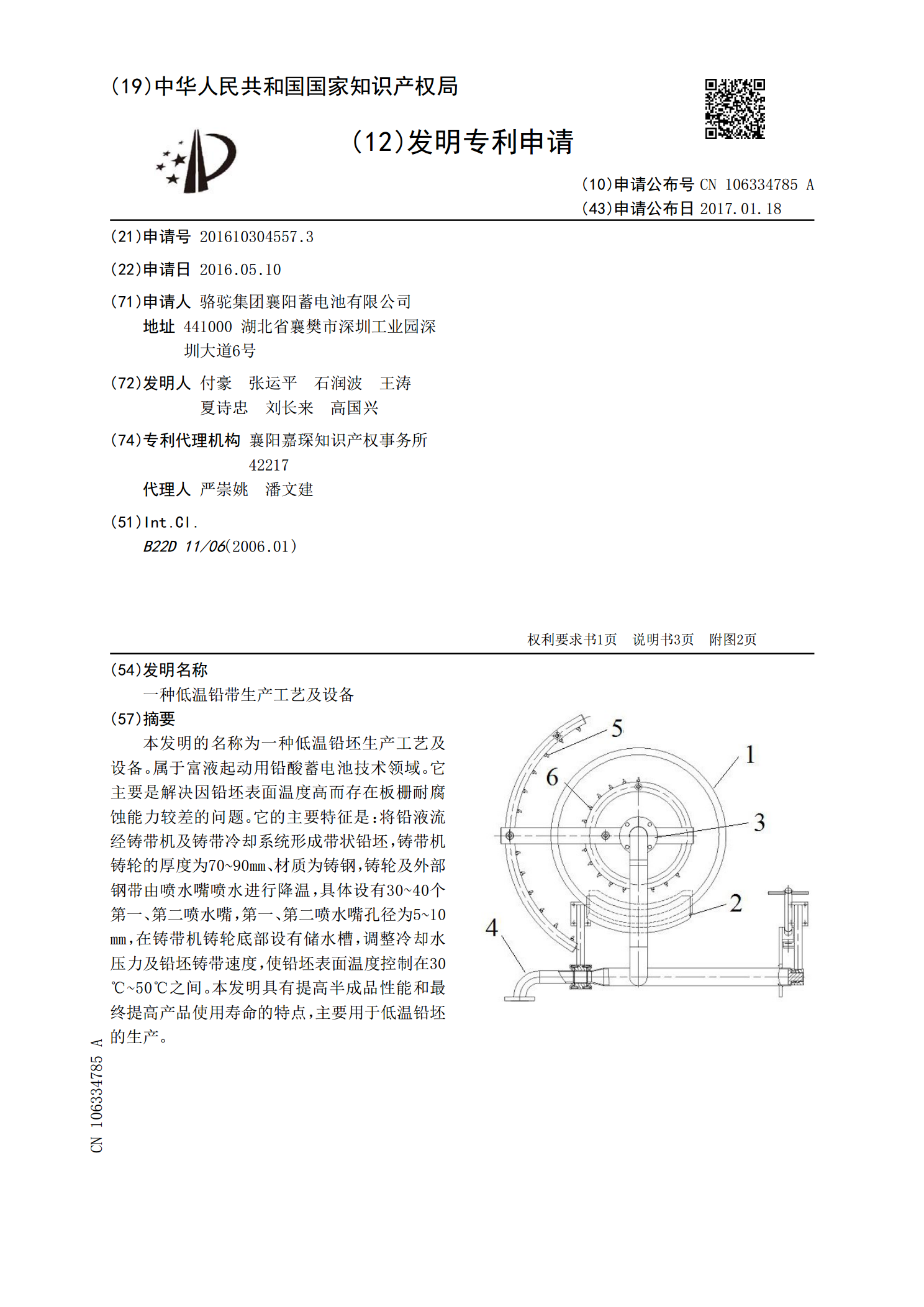
一种低温铅带生产工艺及设备.pdf
本发明的名称为一种低温铅坯生产工艺及设备。属于富液起动用铅酸蓄电池技术领域。它主要是解决因铅坯表面温度高而存在板栅耐腐蚀能力较差的问题。它的主要特征是:将铅液流经铸带机及铸带冷却系统形成带状铅坯,铸带机铸轮的厚度为70~90㎜、材质为铸钢,铸轮及外部钢带由喷水嘴喷水进行降温,具体设有30~40个第一、第二喷水嘴,第一、第二喷水嘴孔径为5~10㎜,在铸带机铸轮底部设有储水槽,调整冷却水压力及铅坯铸带速度,使铅坯表面温度控制在30℃~50℃之间。本发明具有提高半成品性能和最终提高产品使用寿命的特点,主要用于低