
多路阀铸件及其浇铸方法.pdf

玉军****la

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多路阀铸件及其浇铸方法.pdf
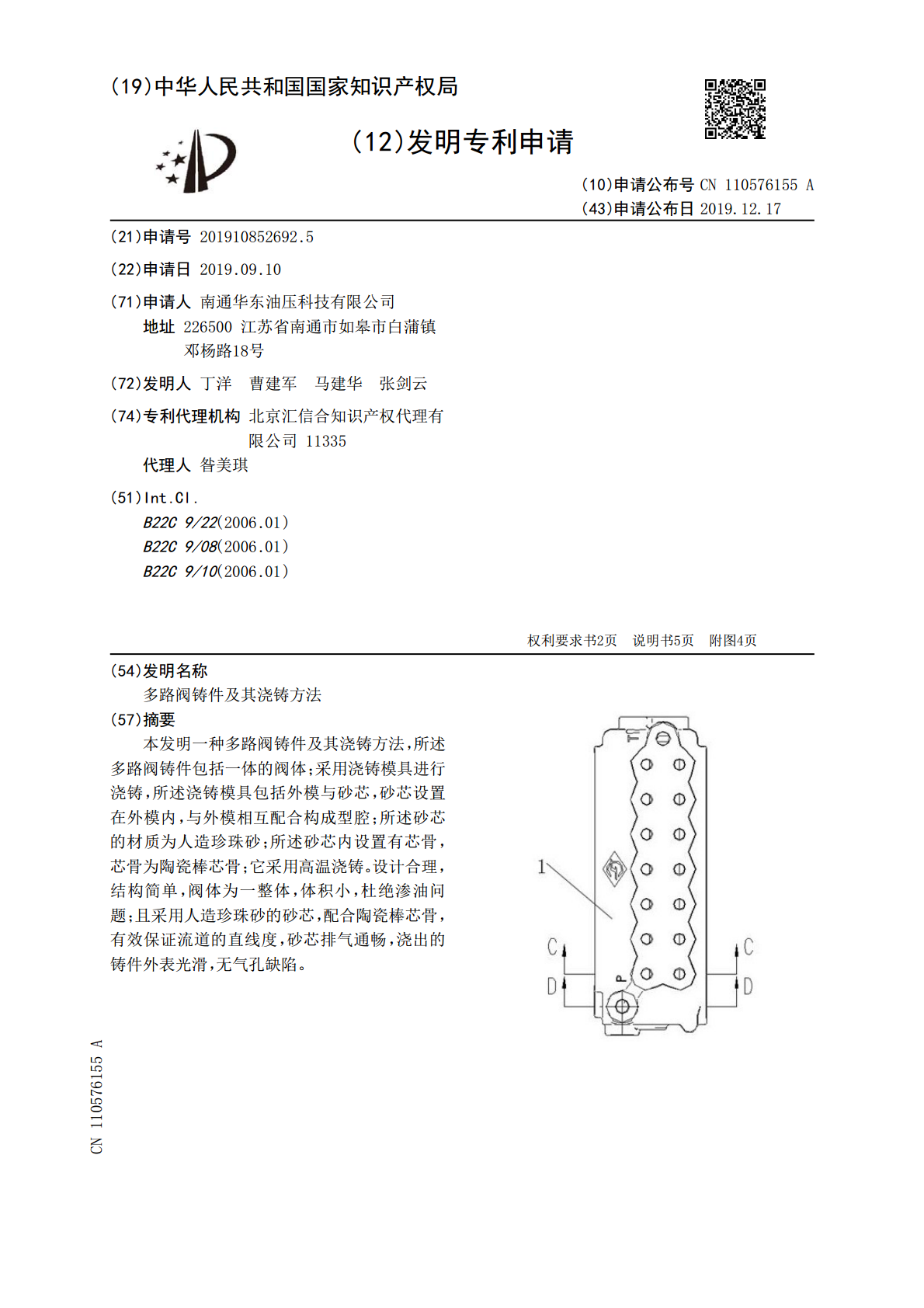
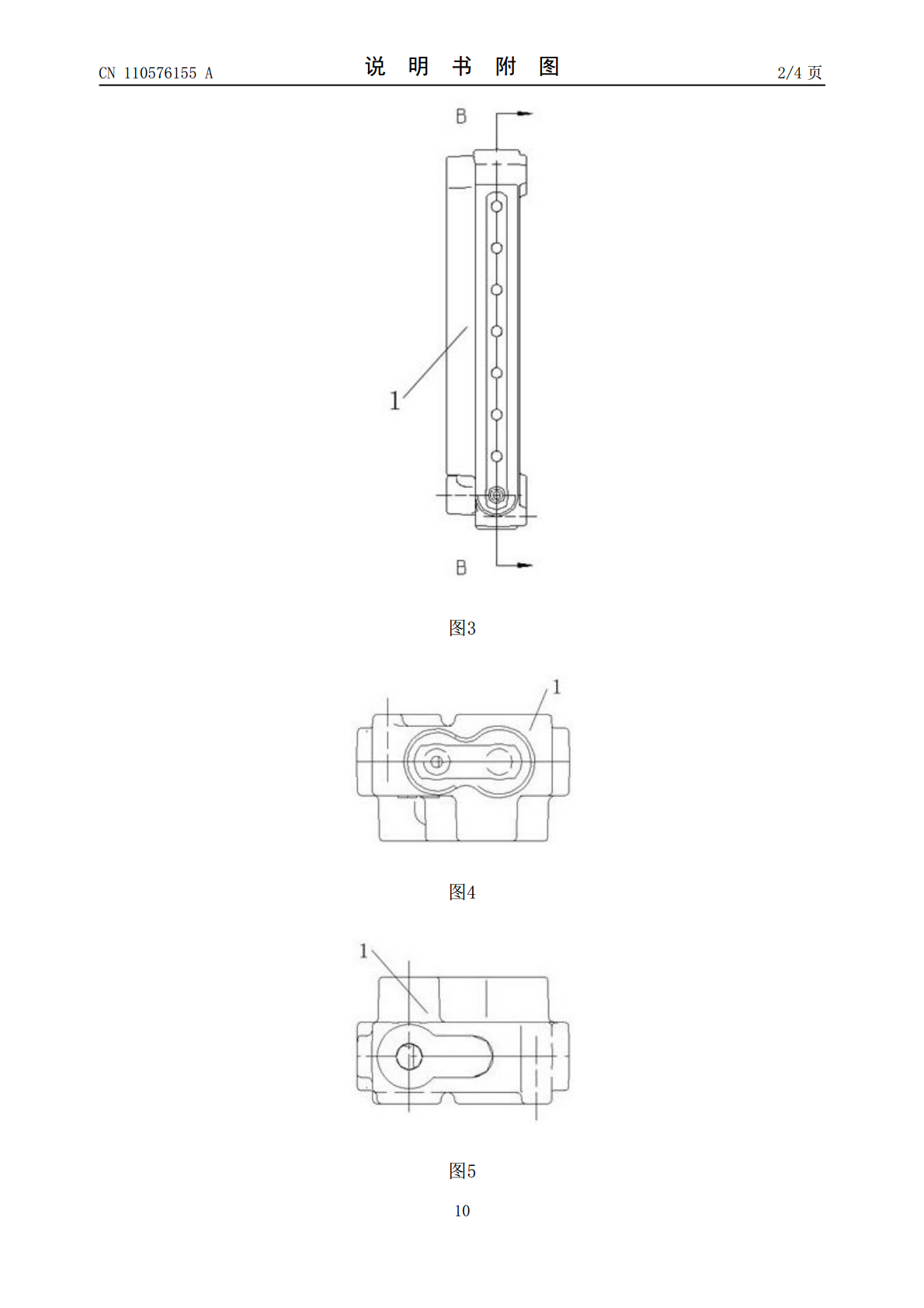
本发明一种多路阀铸件及其浇铸方法,所述多路阀铸件包括一体的阀体;采用浇铸模具进行浇铸,所述浇铸模具包括外模与砂芯,砂芯设置在外模内,与外模相互配合构成型腔;所述砂芯的材质为人造珍珠砂;所述砂芯内设置有芯骨,芯骨为陶瓷棒芯骨;它采用高温浇铸。设计合理,结构简单,阀体为一整体,体积小,杜绝渗油问题;且采用人造珍珠砂的砂芯,配合陶瓷棒芯骨,有效保证流道的直线度,砂芯排气通畅,浇出的铸件外表光滑,无气孔缺陷。

一种滑轮铸件浇铸系统及其浇铸方法.pdf
本发明公开了一种滑轮铸件浇铸系统及其浇铸方法,属于铸件浇铸领域。浇注系统包括浇口杯及与浇口杯相连的直浇道,还包括,消失模单元,其包括横浇道、滑轮消失模和分浇道,所述横浇道相互平行设置,所述滑轮消失模通过分浇道固定连接在相邻的横浇道之间;砂箱单元,其包括顶部开口的中空箱体,所述消失模单元置于砂箱单元中;所述消失模单元的相邻横浇道呈上下式设置,所述直浇道的端部连接于位于上方的横浇道顶部。本发明通过对浇铸系统的改进,在浇铸系统内产生的热场为正向热场,更符合液态金属的成型规律,且浇铸系统简化,热量损失少,因此浇铸
一种滑轮铸件浇铸装置、系统及其浇铸方法.pdf
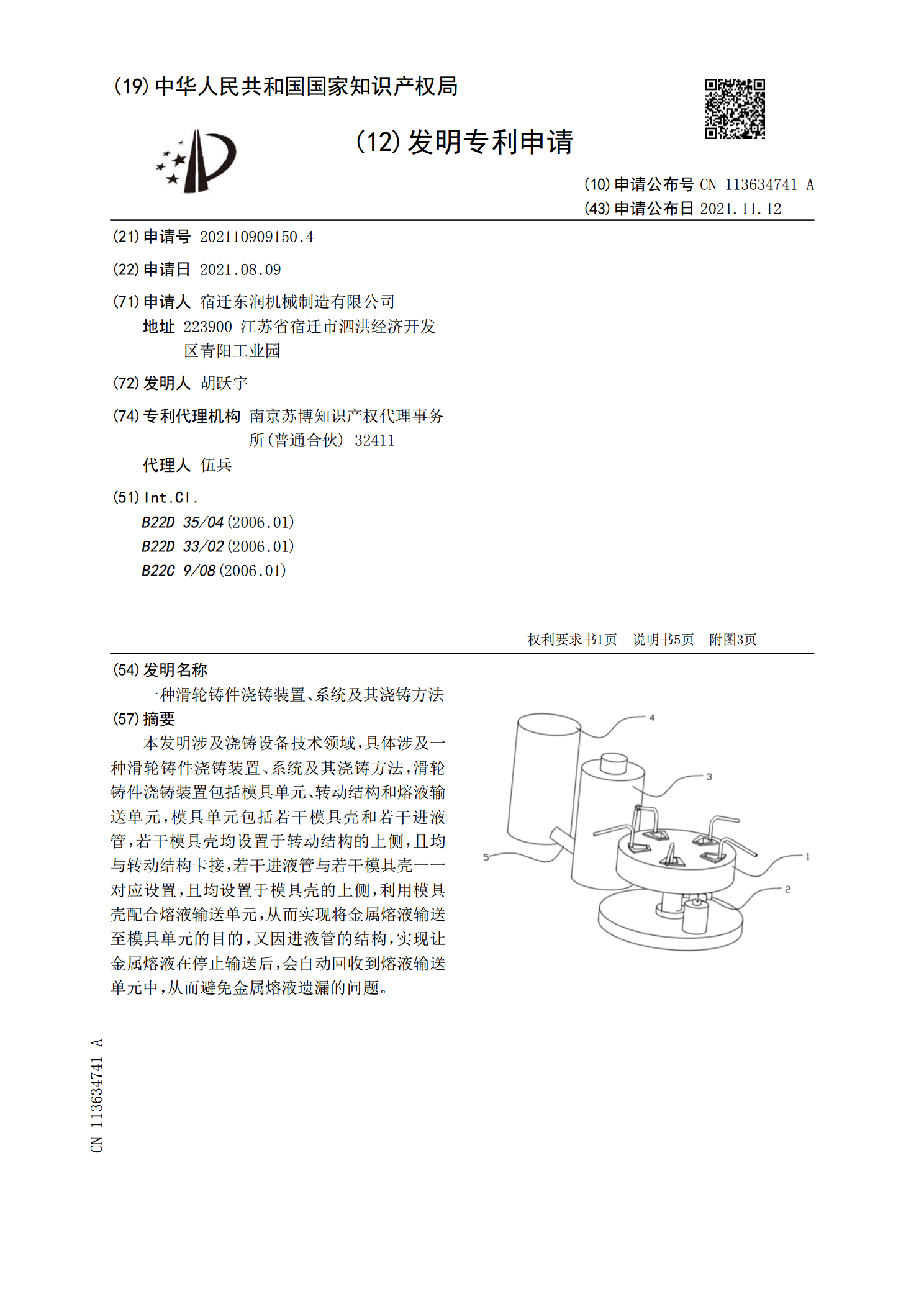
本发明涉及浇铸设备技术领域,具体涉及一种滑轮铸件浇铸装置、系统及其浇铸方法,滑轮铸件浇铸装置包括模具单元、转动结构和熔液输送单元,模具单元包括若干模具壳和若干进液管,若干模具壳均设置于转动结构的上侧,且均与转动结构卡接,若干进液管与若干模具壳一一对应设置,且均设置于模具壳的上侧,利用模具壳配合熔液输送单元,从而实现将金属熔液输送至模具单元的目的,又因进液管的结构,实现让金属熔液在停止输送后,会自动回收到熔液输送单元中,从而避免金属熔液遗漏的问题。
用于浇铸铸件的方法.pdf
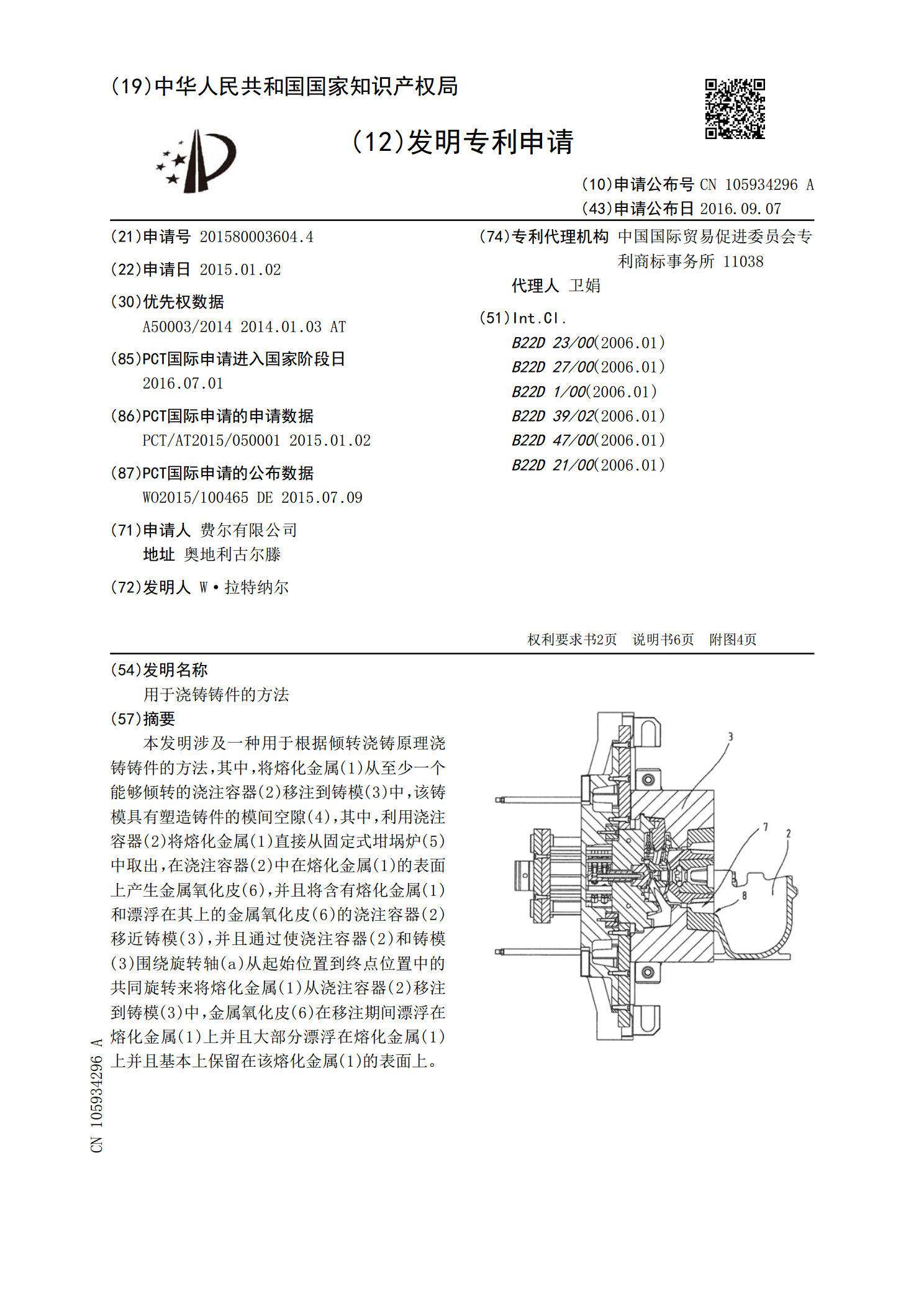
本发明涉及一种用于根据倾转浇铸原理浇铸铸件的方法,其中,将熔化金属(1)从至少一个能够倾转的浇注容器(2)移注到铸模(3)中,该铸模具有塑造铸件的模间空隙(4),其中,利用浇注容器(2)将熔化金属(1)直接从固定式坩埚炉(5)中取出,在浇注容器(2)中在熔化金属(1)的表面上产生金属氧化皮(6),并且将含有熔化金属(1)和漂浮在其上的金属氧化皮(6)的浇注容器(2)移近铸模(3),并且通过使浇注容器(2)和铸模(3)围绕旋转轴(a)从起始位置到终点位置中的共同旋转来将熔化金属(1)从浇注容器(2)移注到铸
软水机、多路阀及其控制方法.pdf
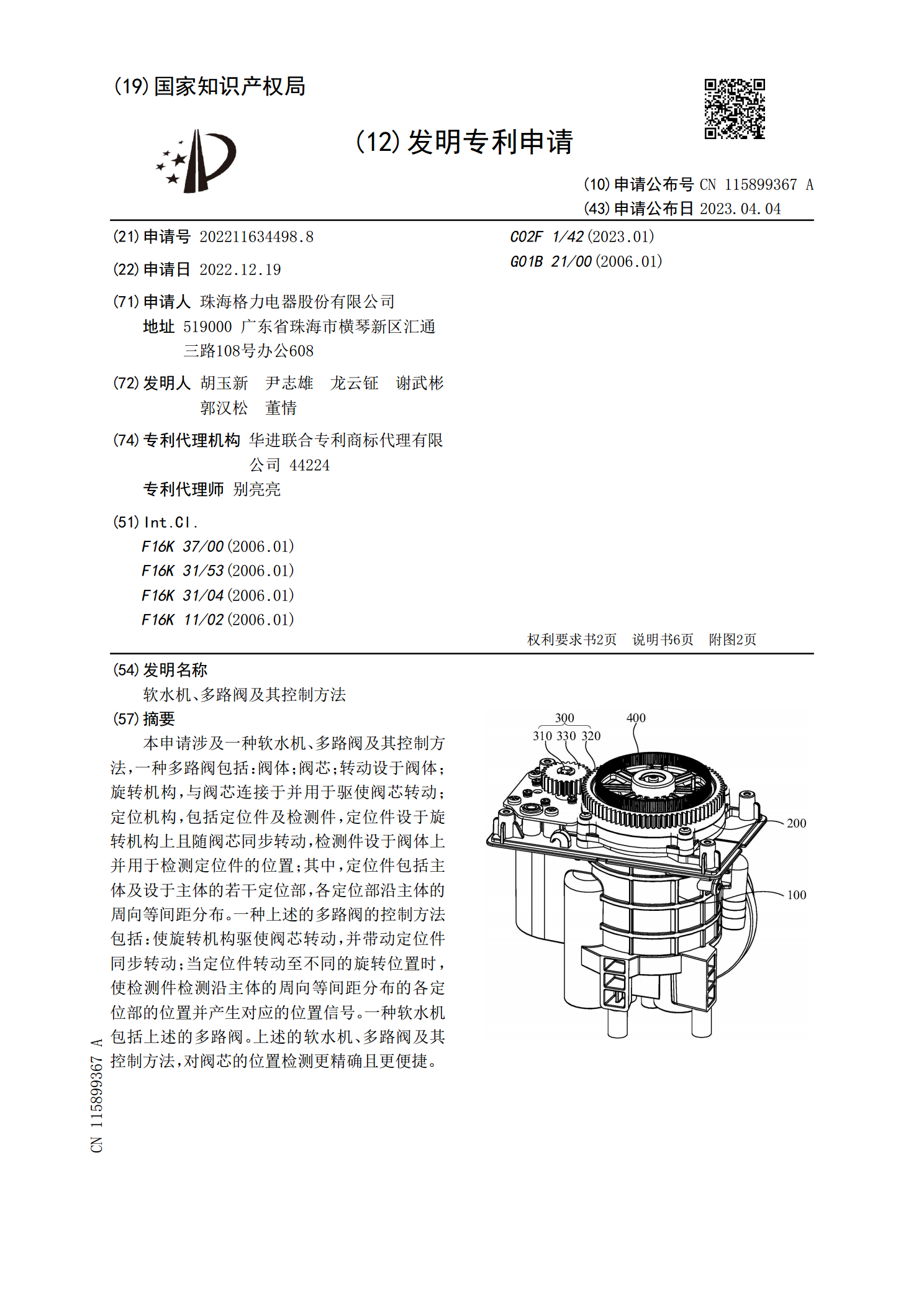
本申请涉及一种软水机、多路阀及其控制方法,一种多路阀包括:阀体;阀芯;转动设于阀体;旋转机构,与阀芯连接于并用于驱使阀芯转动;定位机构,包括定位件及检测件,定位件设于旋转机构上且随阀芯同步转动,检测件设于阀体上并用于检测定位件的位置;其中,定位件包括主体及设于主体的若干定位部,各定位部沿主体的周向等间距分布。一种上述的多路阀的控制方法包括:使旋转机构驱使阀芯转动,并带动定位件同步转动;当定位件转动至不同的旋转位置时,使检测件检测沿主体的周向等间距分布的各定位部的位置并产生对应的位置信号。一种软水机包括上述