
一种PCB半孔板加工方法.pdf

长春****主a

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种PCB半孔板加工方法.pdf
本发明涉及一种PCB半孔板加工方法,包括PCB板,工艺流程为:外层干膜—外层图电—外层碱蚀—表面处理—电铣成型,待PCB板半孔成型后,用锣机对PCB板进行去毛刺处理;所述表面处理工序包括:外层蚀刻—AOI—阻焊印刷—字符—沉金;其中锣机正锣走刀方式为:右补偿走刀,刀俎补偿为0.8‑1mm,以半孔中心40‑45°下刀,半孔之间呈V字形连接;锣机反锣走刀方式为:左补偿走刀,刀俎补偿为1‑1.2mm,以正锣方式反方向平行走刀;反锣时,锣机所用刀具为反牙刀。综上所述,本发明一种PCB半孔板加工方法能杜绝锡面擦花、
一种PCB板板边PTH半孔的加工方法.pdf
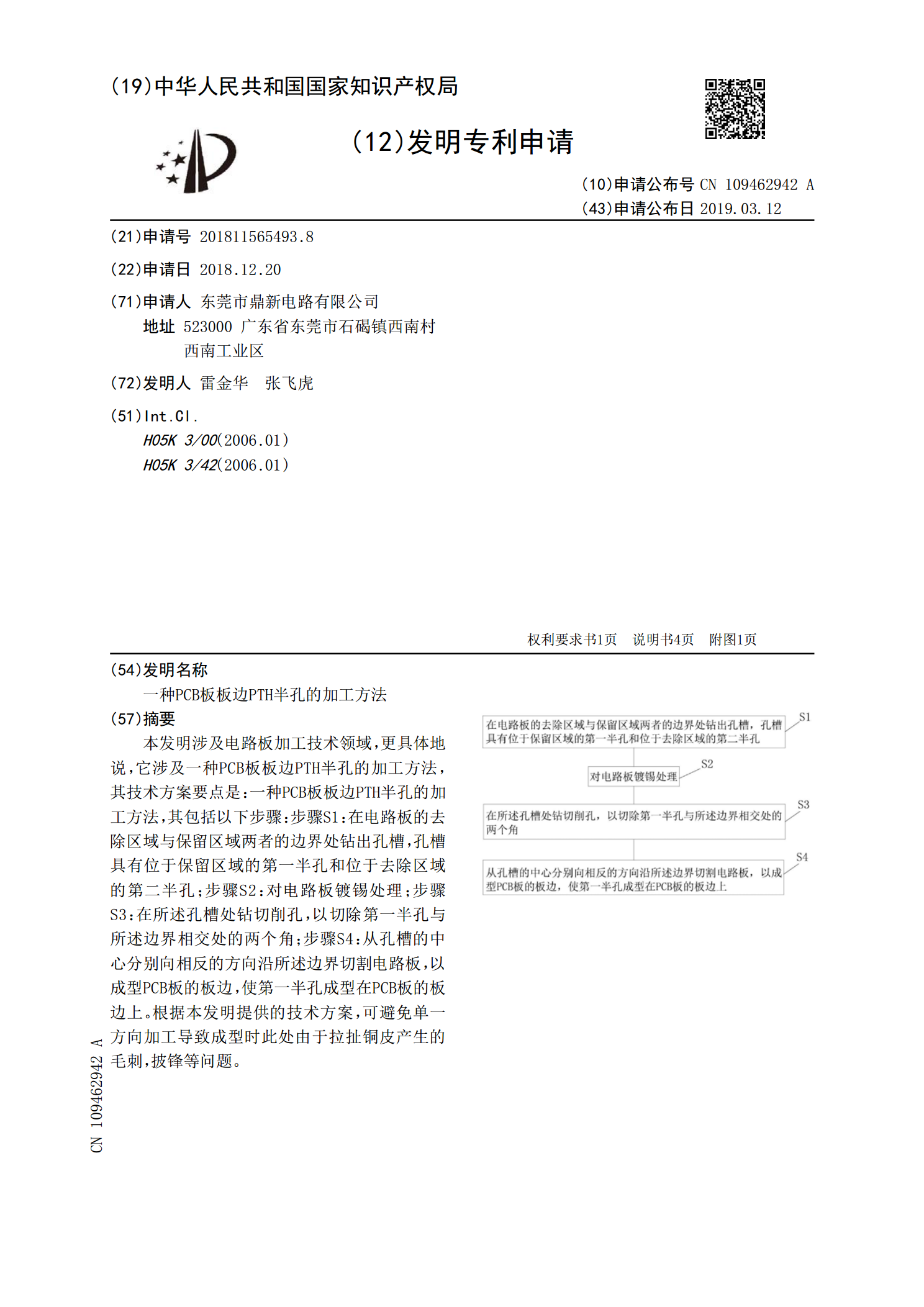
本发明涉及电路板加工技术领域,更具体地说,它涉及一种PCB板板边PTH半孔的加工方法,其技术方案要点是:一种PCB板板边PTH半孔的加工方法,其包括以下步骤:步骤S1:在电路板的去除区域与保留区域两者的边界处钻出孔槽,孔槽具有位于保留区域的第一半孔和位于去除区域的第二半孔;步骤S2:对电路板镀锡处理;步骤S3:在所述孔槽处钻切削孔,以切除第一半孔与所述边界相交处的两个角;步骤S4:从孔槽的中心分别向相反的方向沿所述边界切割电路板,以成型PCB板的板边,使第一半孔成型在PCB板的板边上。根据本发明提供的技术

一种改善PCB半孔板中的半孔残铜的方法.pdf
本发明提供一种改善PCB半孔板中的半孔残铜的方法。该方法针对半孔内外残留的铜锡镀层,采用分次蚀刻的方式进行锣除:首先通过CNC锣除位于半孔以外的部分铜锡,然后进行第一次蚀刻,去除余下的位于PCB板半孔以外的铜,这样可以使板面的线路因干膜的保护而不受蚀刻影响。然后进行退膜、第二次蚀刻和退锡过程,使板面的基铜被蚀刻干净的同时确保半孔位需要去除的残留铜层被彻底蚀刻干净,尤其是当孔铜厚度大于基材铜厚时,这种方法可以完全避免铜皮残留,达到良好的半孔效果。

一种PCB板的盲孔加工方法.pdf
本发明提供一种PCB板的盲孔加工方法,根据电子扫描电镜的可视范围将PCB线路板划分为多个区域,同时设定光路行走路径,在扫描电镜区域的1区域内先打第一枪镭射光,然而移动到下一区域打第一枪镭射光,直到打完全部区域后所述镭射光移动回1区域打第二枪或者连续打第2枪和第3枪,直到全部打完后再移动回1区域打第三枪到完成,本发明所提供的一种PCB板的盲孔加工方法有效解决了深盲孔加工中采用传统方式容易造成鼓形孔或分层、起泡现象,提升深盲孔加工的孔型质量及信赖度。
一种半孔板加工方法.pdf
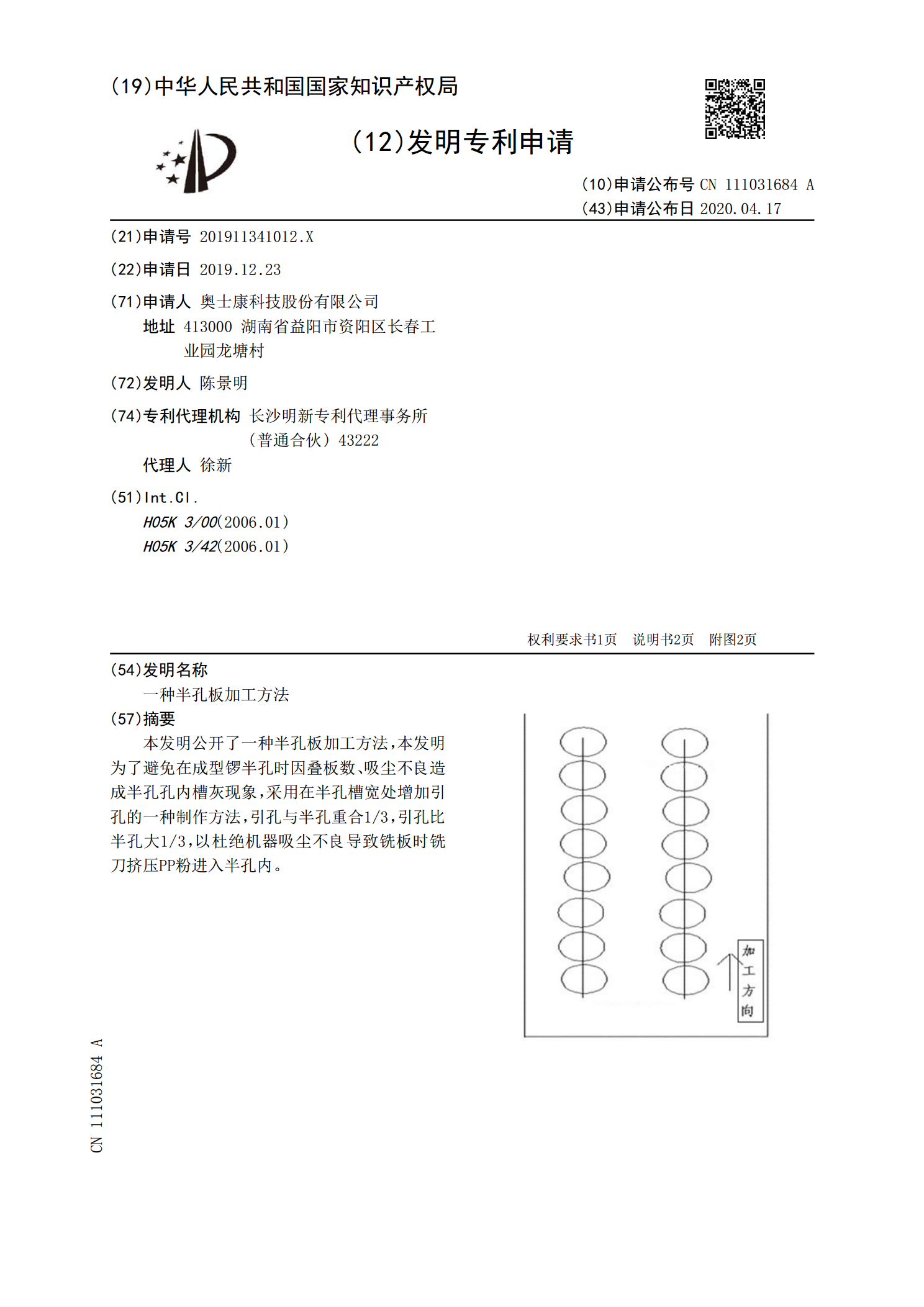
本发明公开了一种半孔板加工方法,本发明为了避免在成型锣半孔时因叠板数、吸尘不良造成半孔孔内槽灰现象,采用在半孔槽宽处增加引孔的一种制作方法,引孔与半孔重合1/3,引孔比半孔大1/3,以杜绝机器吸尘不良导致铣板时铣刀挤压PP粉进入半孔内。