
一种厚泡棉无刀痕模切工艺.pdf

曾琪****是我


1/7
2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厚泡棉无刀痕模切工艺.pdf
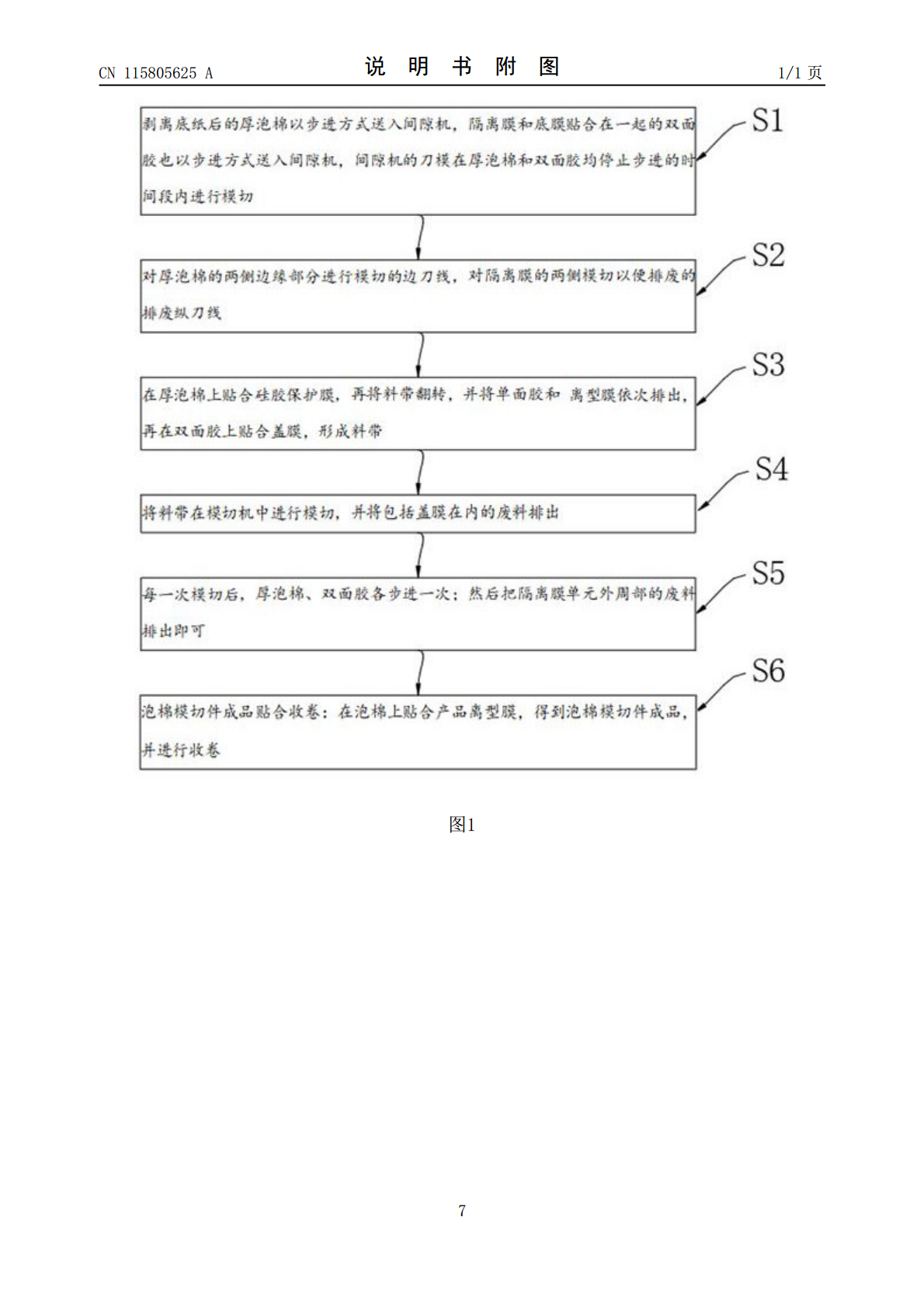
本发明提供了一种厚泡棉无刀痕模切工艺,包括以下步骤:S1、剥离底纸后的厚泡棉以步进方式送入间隙机,隔离膜和底膜贴合在一起的双面胶也以步进方式送入间隙机,间隙机的刀模在厚泡棉和双面胶均停止步进的时间段内进行模切;S2、对厚泡棉的两侧边缘部分进行模切的边刀线,对隔离膜的两侧模切以便排废的排废纵刀线;本发明通过在模切工艺上,在模切以后,即产品闭合形状没有成型时就打算将离型膜排出,但由于产品闭合形状没有成型,那么产品区域也不会因为离型膜的排出而被带走,从根本上杜绝了掉片这一现象,本发明通过工艺中无需更换底膜,方便
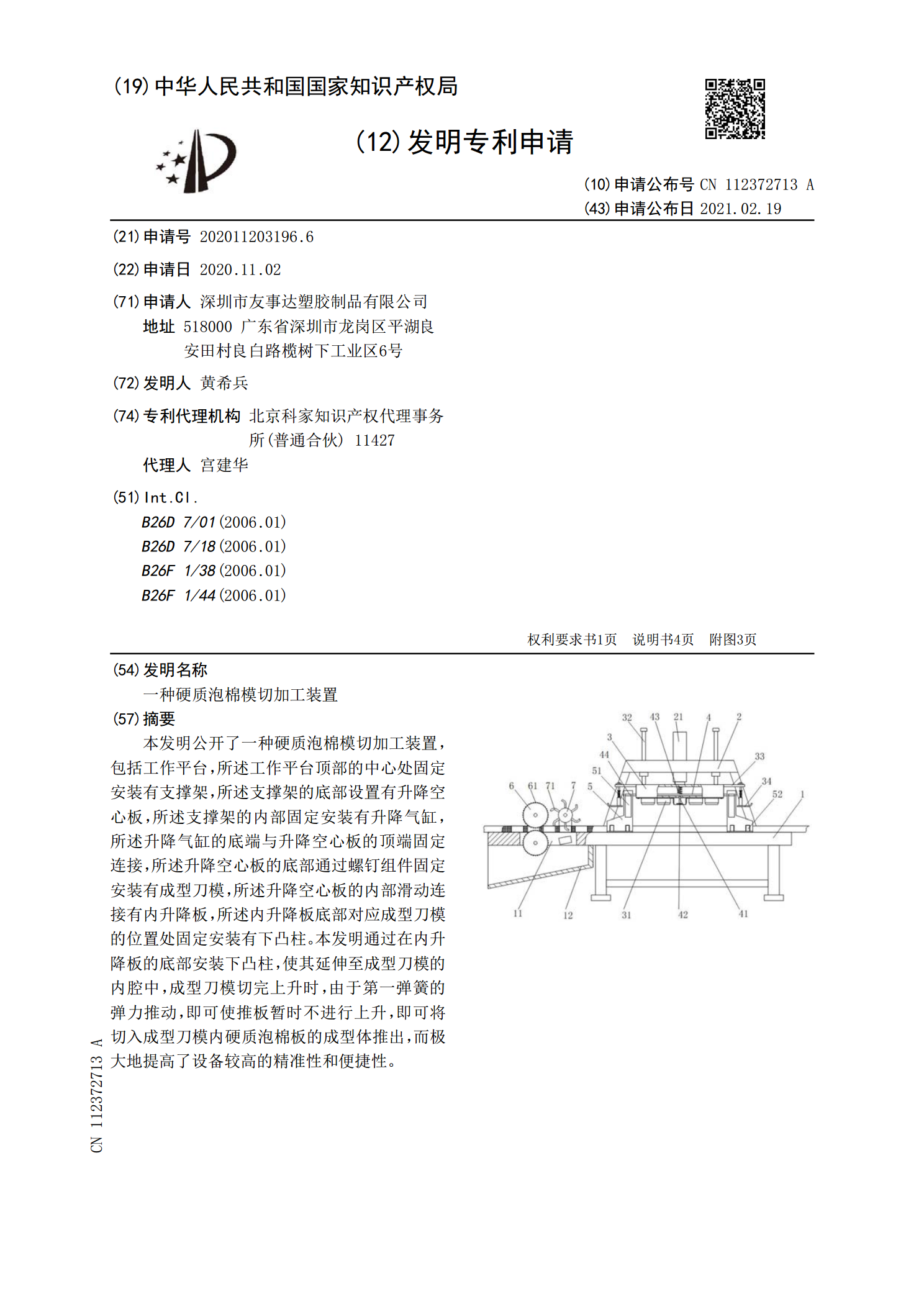
一种硬质泡棉模切加工装置.pdf
本发明公开了一种硬质泡棉模切加工装置,包括工作平台,所述工作平台顶部的中心处固定安装有支撑架,所述支撑架的底部设置有升降空心板,所述支撑架的内部固定安装有升降气缸,所述升降气缸的底端与升降空心板的顶端固定连接,所述升降空心板的底部通过螺钉组件固定安装有成型刀模,所述升降空心板的内部滑动连接有内升降板,所述内升降板底部对应成型刀模的位置处固定安装有下凸柱。本发明通过在内升降板的底部安装下凸柱,使其延伸至成型刀模的内腔中,成型刀模切完上升时,由于第一弹簧的弹力推动,即可使推板暂时不进行上升,即可将切入成型刀模
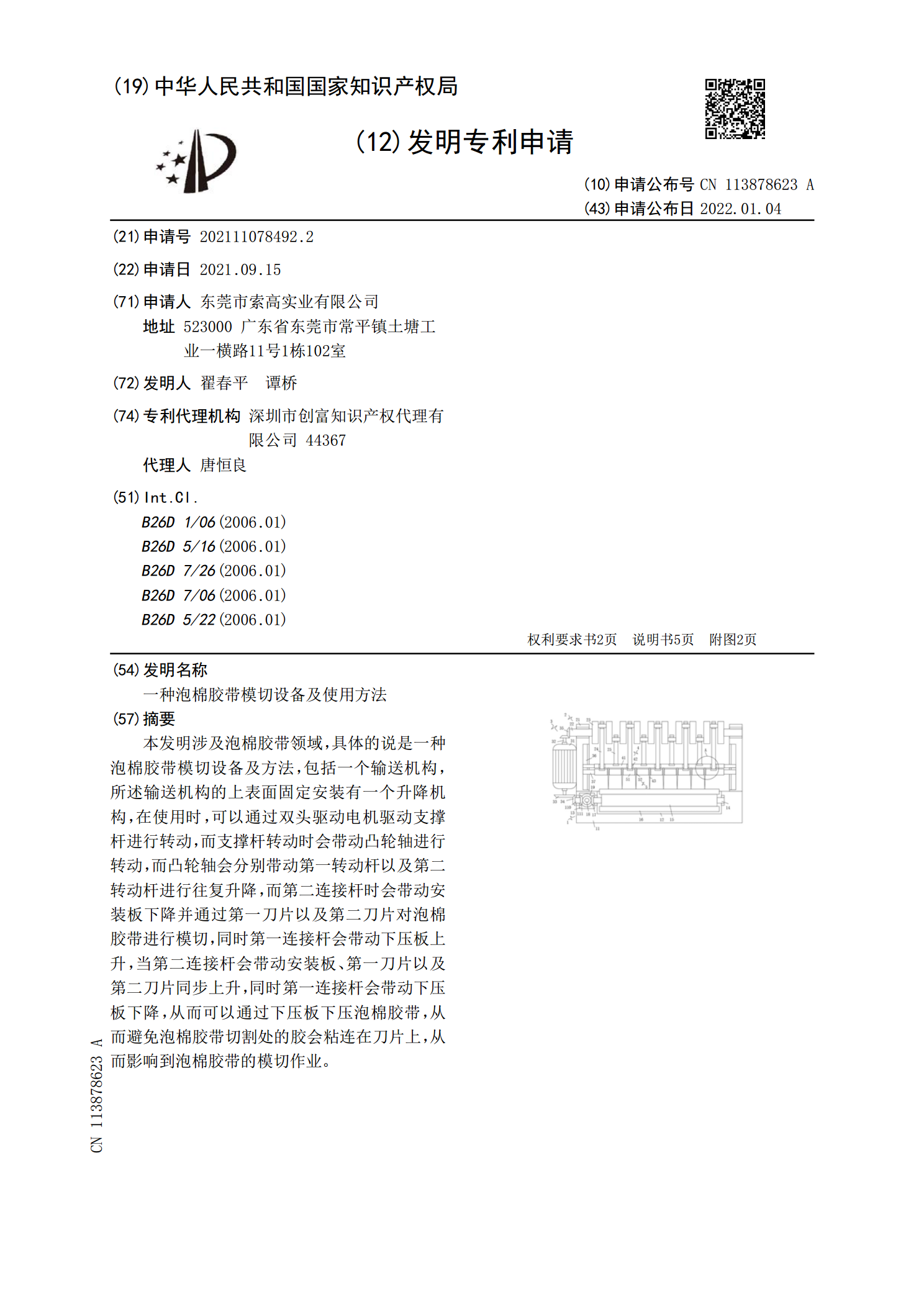
一种泡棉胶带模切设备及使用方法.pdf
本发明涉及泡棉胶带领域,具体的说是一种泡棉胶带模切设备及方法,包括一个输送机构,所述输送机构的上表面固定安装有一个升降机构,在使用时,可以通过双头驱动电机驱动支撑杆进行转动,而支撑杆转动时会带动凸轮轴进行转动,而凸轮轴会分别带动第一转动杆以及第二转动杆进行往复升降,而第二连接杆时会带动安装板下降并通过第一刀片以及第二刀片对泡棉胶带进行模切,同时第一连接杆会带动下压板上升,当第二连接杆会带动安装板、第一刀片以及第二刀片同步上升,同时第一连接杆会带动下压板下降,从而可以通过下压板下压泡棉胶带,从而避免泡棉胶带
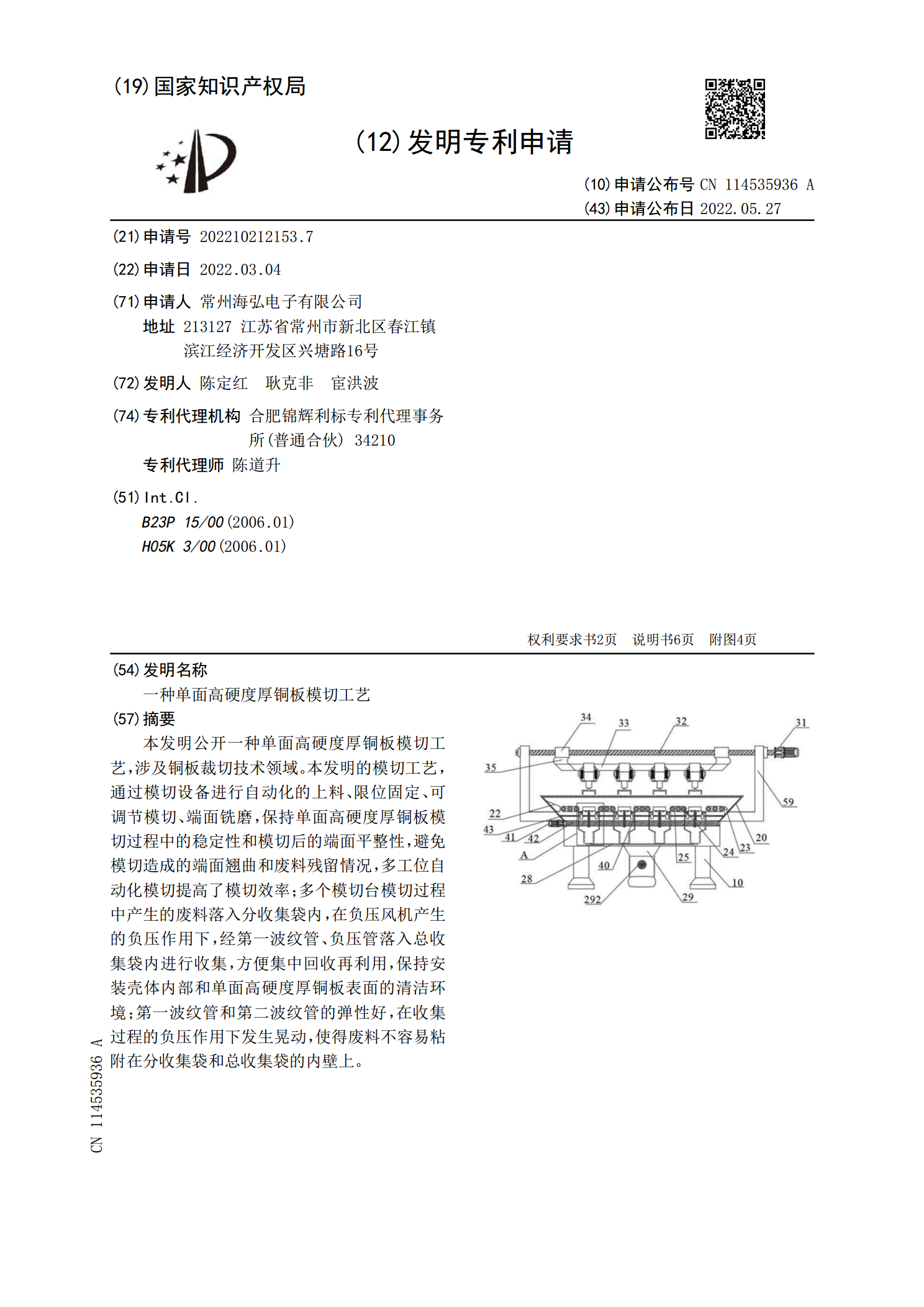
一种单面高硬度厚铜板模切工艺.pdf
本发明公开一种单面高硬度厚铜板模切工艺,涉及铜板裁切技术领域。本发明的模切工艺,通过模切设备进行自动化的上料、限位固定、可调节模切、端面铣磨,保持单面高硬度厚铜板模切过程中的稳定性和模切后的端面平整性,避免模切造成的端面翘曲和废料残留情况,多工位自动化模切提高了模切效率;多个模切台模切过程中产生的废料落入分收集袋内,在负压风机产生的负压作用下,经第一波纹管、负压管落入总收集袋内进行收集,方便集中回收再利用,保持安装壳体内部和单面高硬度厚铜板表面的清洁环境;第一波纹管和第二波纹管的弹性好,在收集过程的负压作
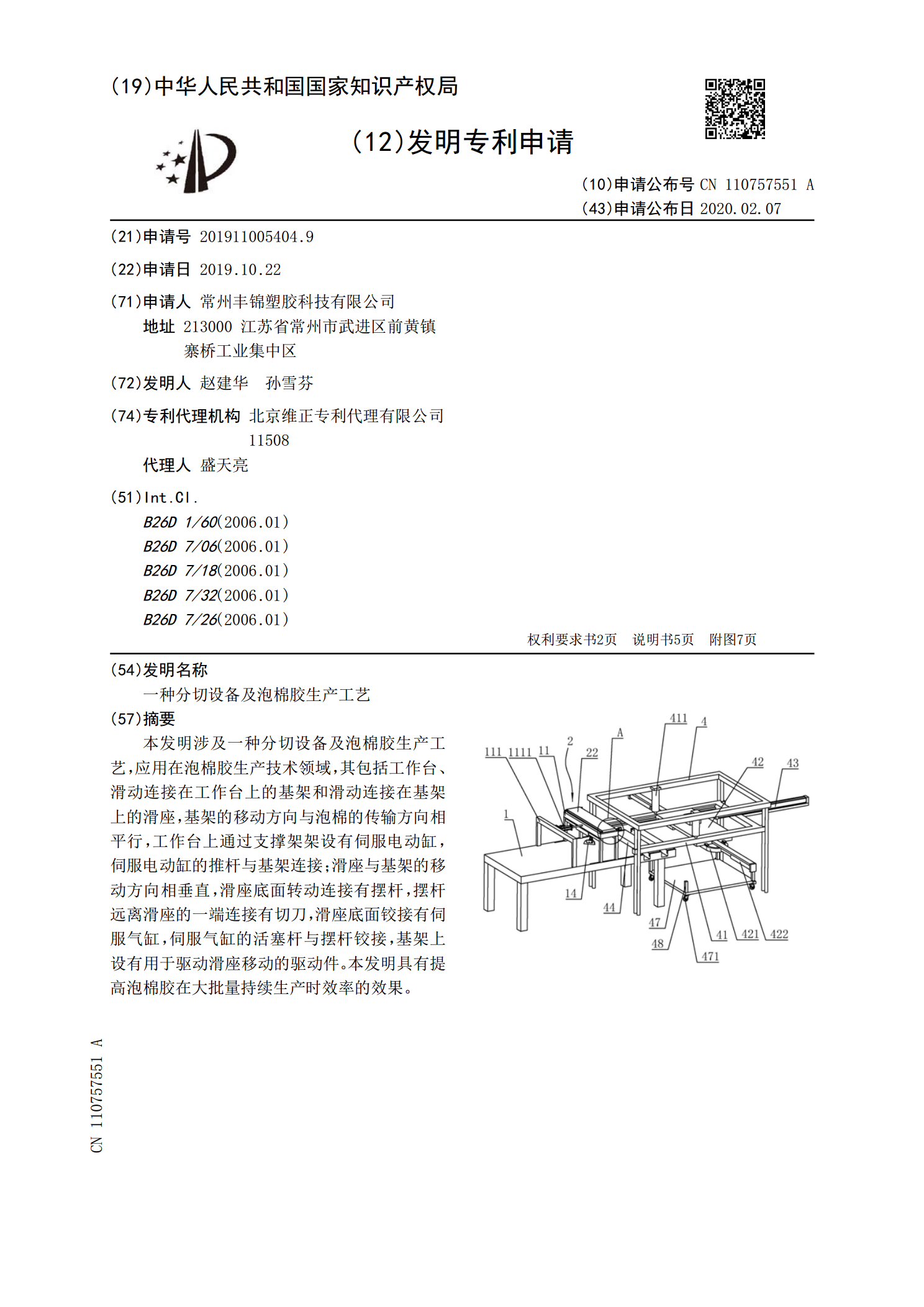
一种分切设备及泡棉胶生产工艺.pdf
本发明涉及一种分切设备及泡棉胶生产工艺,应用在泡棉胶生产技术领域,其包括工作台、滑动连接在工作台上的基架和滑动连接在基架上的滑座,基架的移动方向与泡棉的传输方向相平行,工作台上通过支撑架架设有伺服电动缸,伺服电动缸的推杆与基架连接;滑座与基架的移动方向相垂直,滑座底面转动连接有摆杆,摆杆远离滑座的一端连接有切刀,滑座底面铰接有伺服气缸,伺服气缸的活塞杆与摆杆铰接,基架上设有用于驱动滑座移动的驱动件。本发明具有提高泡棉胶在大批量持续生产时效率的效果。