
轧制机架的调零系统.pdf

佳晨****ng


1/10
2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轧制机架的调零系统.pdf
一种轧制机架的调零系统,其允许在用于热轧带的四辊轧制机架中更换工作圆柱或辊,并且允许随后对轧制机架调零,而不在轧制步骤期间把带从辊自身之间移除。此外,本发明的系统允许非常快速且精确地进行调零操作,从而提高整个生产系统中的生产率。

用于加工轧制带材的轧制机架.pdf
在六辊-结构形式的轧制机架上中间辊的大直径差引起磨损增加和支承辊上的粗糙表面,在较长的使用时间后在支承辊上的损伤图形对应于CVC研磨的形状。为了减小这种误差,按照本发明,在六辊轧制机架中的每个中间辊的或者在四辊轧制机架中每个工作辊的辊身长度由圆柱形辊身段和凸起弯曲的辊身段组成,其中从圆柱形辊身段到弯曲的辊身段的过渡点从圆柱形辊身段端部开始计算可以在L/2轮廓在两个辊上分别向着相反一侧在部分轧制物宽度上向着辊身端部方向延伸,该弯曲轮廓通过数学多项式R(x)=a0+…anxn以n>=5描述,其中所述轧制

轧制机架的联轴结构.pdf
本发明涉及轧制机架的联轴结构,其能解决现有联轴器与轧制机构连接不便的问题,并能有效延长减速机输出轴的使用寿命,降低维护成本。其包括内齿圈、传动齿轮、减速机输出轴,内齿圈通过端部压环压装于外壳内,传动齿轮的齿轮端轴向插入外壳后与内齿圈齿型啮合连接、并且通过螺栓与外壳连接固定,传动齿轮与减速机输出轴轴向连接,其特征在于:传动齿轮的齿轮端沿轴线开有安装孔,安装孔内安装有弹簧,内齿圈的两端内齿面之间内周面设置有台阶卡槽,台阶卡槽内安装有弹簧压盖,弹簧压盖上设置有轴向的凸台,弹簧一端套装于凸台、另一端由安装孔底面限

用于制造轧制带材的轧机机架.pdf
本发明涉及一种具有工作辊的用于制造轧制带材的轧机机架,所述工作辊支撑在支撑辊上或中间辊和支撑辊上,其中工作辊和/或中间辊和/或支撑辊在轧机机架中布置成沿轴向可相对移动的,并且至少一个由一个支撑辊和一个工作辊或者由一个支撑辊和一个中间辊形成的辊对中的每个辊子都具有在整个有效的辊身长度上延伸的弯曲的轮廓,其中通过轮廓函数(10)规定支撑辊(2)的轮廓(5),该轮廓函数由在不移动的状态下与相邻的工作辊(1)互补地延伸的第一轮廓函数(7)与关于支撑辊轴线(9)凹陷或者凸出的叠加函数(8、8’)相叠加形成。
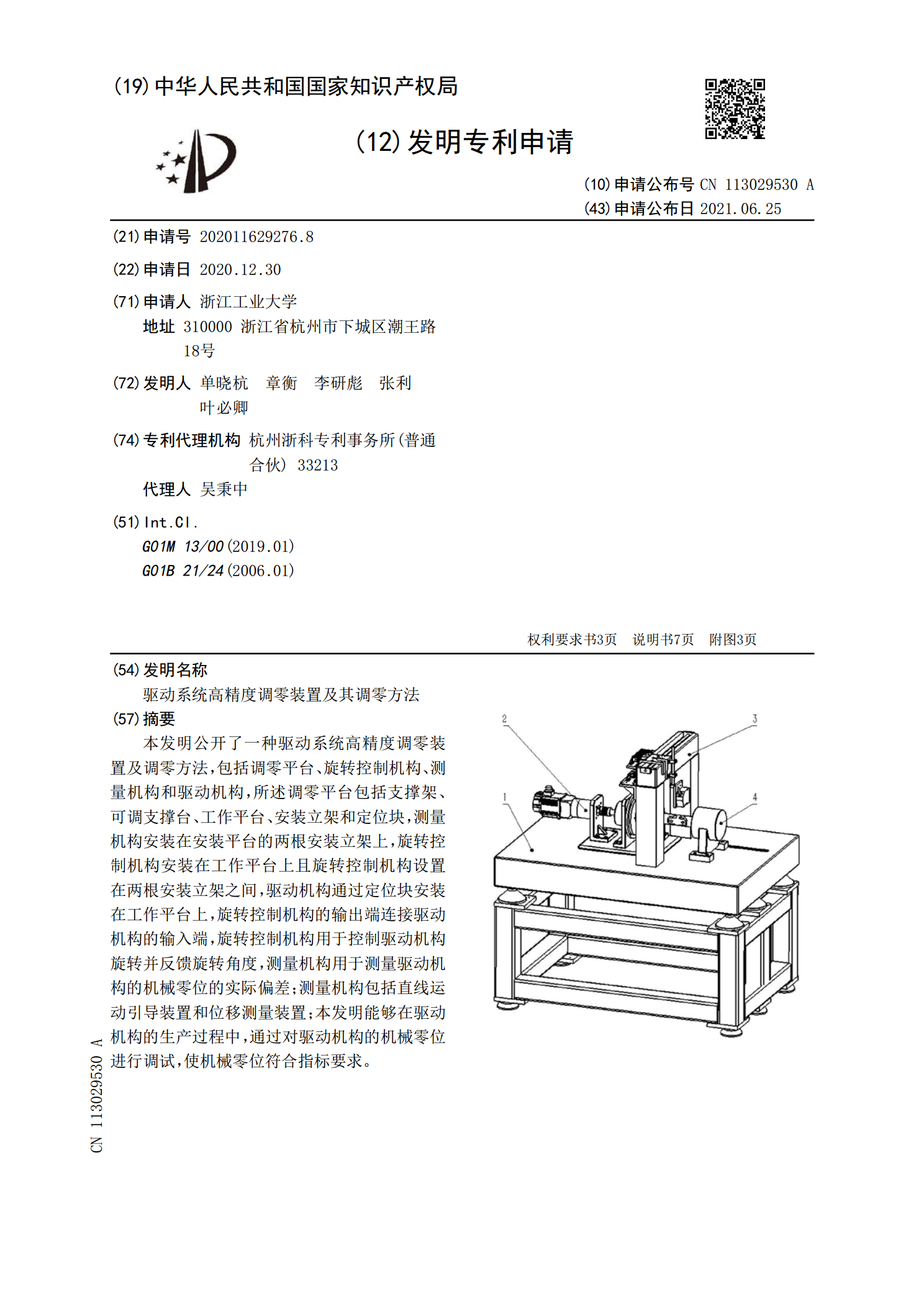
驱动系统高精度调零装置及其调零方法.pdf
本发明公开了一种驱动系统高精度调零装置及调零方法,包括调零平台、旋转控制机构、测量机构和驱动机构,所述调零平台包括支撑架、可调支撑台、工作平台、安装立架和定位块,测量机构安装在安装平台的两根安装立架上,旋转控制机构安装在工作平台上且旋转控制机构设置在两根安装立架之间,驱动机构通过定位块安装在工作平台上,旋转控制机构的输出端连接驱动机构的输入端,旋转控制机构用于控制驱动机构旋转并反馈旋转角度,测量机构用于测量驱动机构的机械零位的实际偏差;测量机构包括直线运动引导装置和位移测量装置;本发明能够在驱动机构的生产