
利用非数控磨床磨削近似变接触支撑辊辊型曲线的方法.pdf

是来****文章


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
利用非数控磨床磨削近似变接触支撑辊辊型曲线的方法.pdf
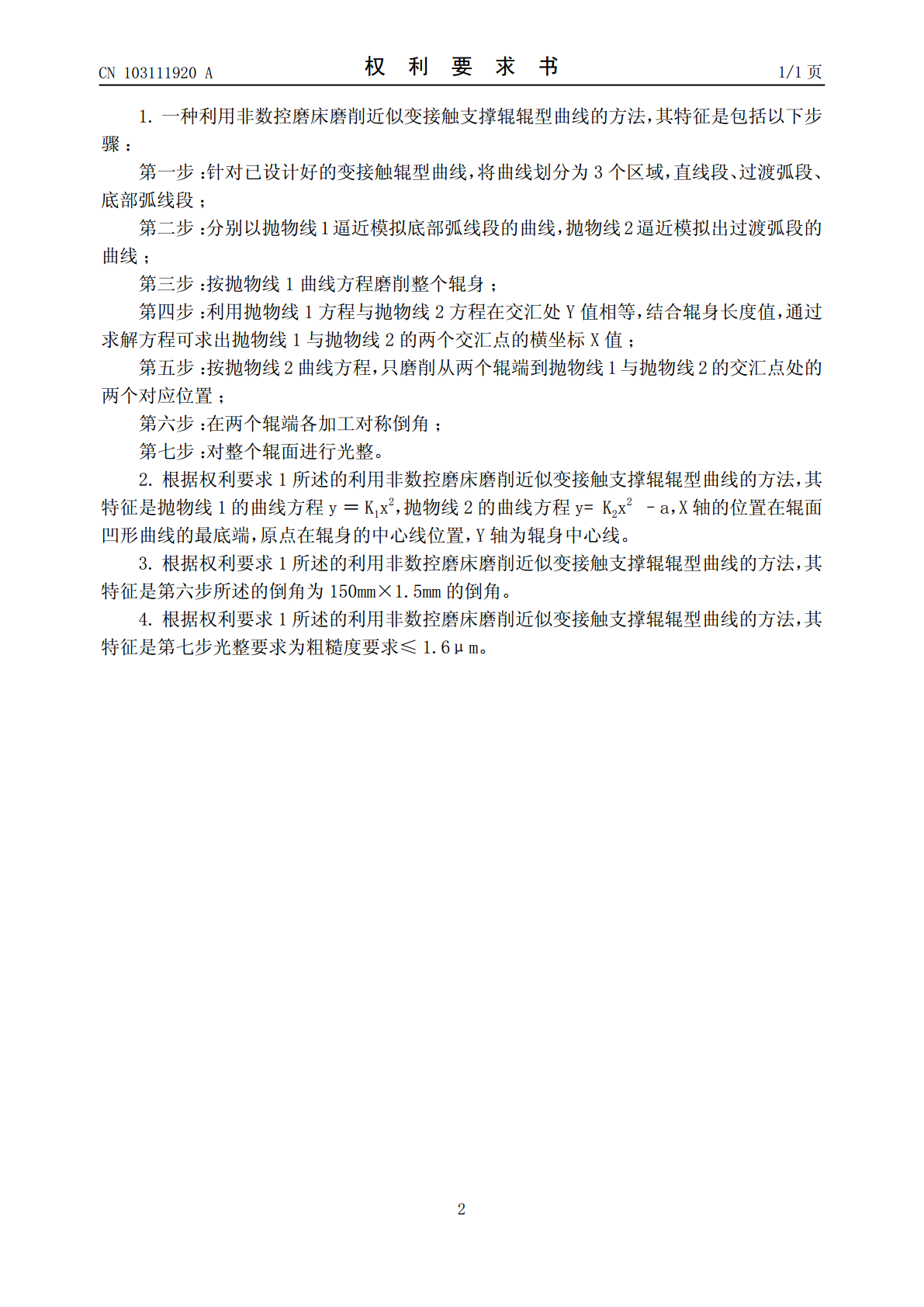
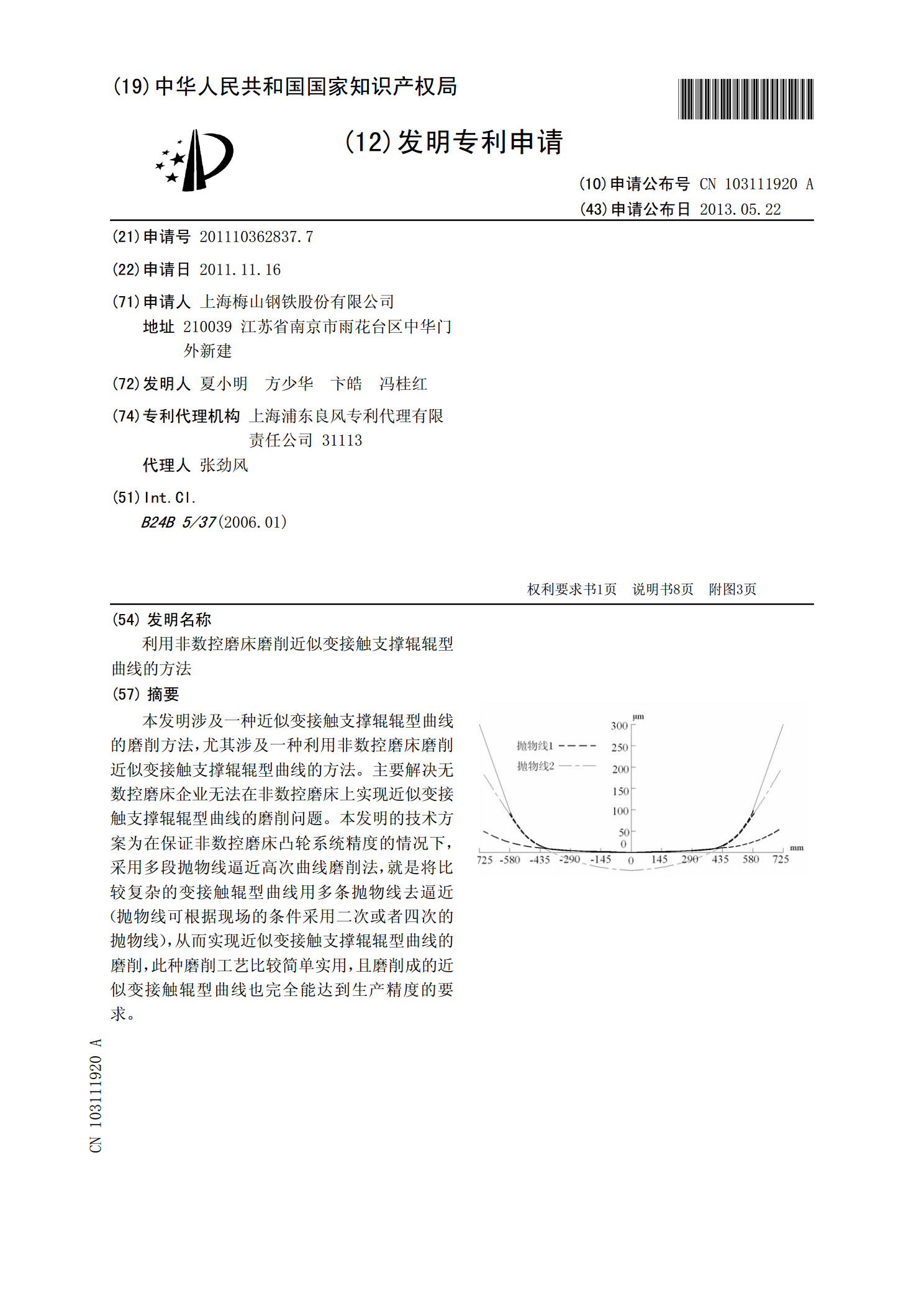
本发明涉及一种近似变接触支撑辊辊型曲线的磨削方法,尤其涉及一种利用非数控磨床磨削近似变接触支撑辊辊型曲线的方法。主要解决无数控磨床企业无法在非数控磨床上实现近似变接触支撑辊辊型曲线的磨削问题。本发明的技术方案为在保证非数控磨床凸轮系统精度的情况下,采用多段抛物线逼近高次曲线磨削法,就是将比较复杂的变接触辊型曲线用多条抛物线去逼近(抛物线可根据现场的条件采用二次或者四次的抛物线),从而实现近似变接触支撑辊辊型曲线的磨削,此种磨削工艺比较简单实用,且磨削成的近似变接触辊型曲线也完全能达到生产精度的要求。
全自动数控轧辊磨床支撑辊带箱磨削装置.pdf
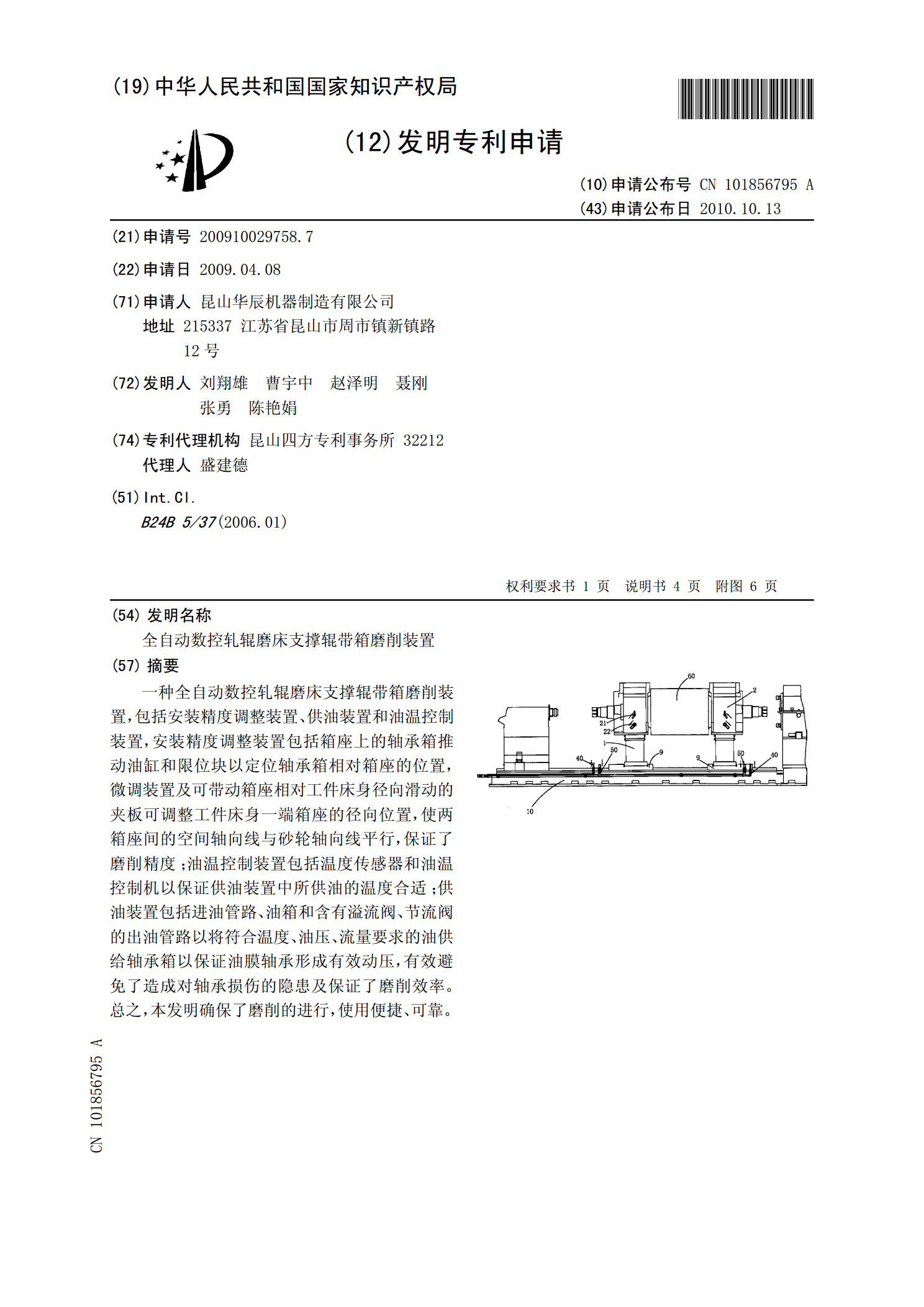
一种全自动数控轧辊磨床支撑辊带箱磨削装置,包括安装精度调整装置、供油装置和油温控制装置,安装精度调整装置包括箱座上的轴承箱推动油缸和限位块以定位轴承箱相对箱座的位置,微调装置及可带动箱座相对工件床身径向滑动的夹板可调整工件床身一端箱座的径向位置,使两箱座间的空间轴向线与砂轮轴向线平行,保证了磨削精度;油温控制装置包括温度传感器和油温控制机以保证供油装置中所供油的温度合适;供油装置包括进油管路、油箱和含有溢流阀、节流阀的出油管路以将符合温度、油压、流量要求的油供给轴承箱以保证油膜轴承形成有效动压,有效避免了

一种平辊辊型磨削CVC辊型的方法.pdf
本发明提供一种平辊辊型磨削CVC辊型的方法,包括三个步骤:1)生成CVC辊型曲线;2)根据CVC辊型曲线,确定磨削程序基础参数;3)在磨削程序基础参数上,根据CVC辊型曲线进行平辊改CVC辊型的磨削,包括磨削平辊对应CVC曲线低点部分、磨削平辊对应CVC曲线中部部分和低点部分及通体磨削平辊至达到CVC曲线辊型。在实际操作时,仅需要进行一次自动进砂轮,然后依据砂轮电机电流显示百分比值情况决定是否需要跳跃到下一磨削步骤,直至磨削完成,整个磨削过程约需一小时,克服了磨削时间长、需要多次对砂轮、存在砂轮与轧辊碰撞

用于消除连轧机支撑辊边部接触部位剥落的辊型.pdf
本发明涉及一种用于消除连轧机支撑辊边部接触部位剥落的辊型,属于连轧机辊型技术领域,解决连轧机支撑辊边部剥落的技术问题。解决方案为:支撑辊的中部设置为圆柱段,圆柱段两端的端部分别设置为圆锥过渡段,圆锥过渡段的高度为90mm,设圆锥过渡段端面的圆心为坐标原点,设圆锥过渡段的纵截面圆心与对应一侧坐标原点之间的距离为x,支撑辊边部辊型的轮廓曲线y为:
数控龙门瓦楞辊磨床.pdf
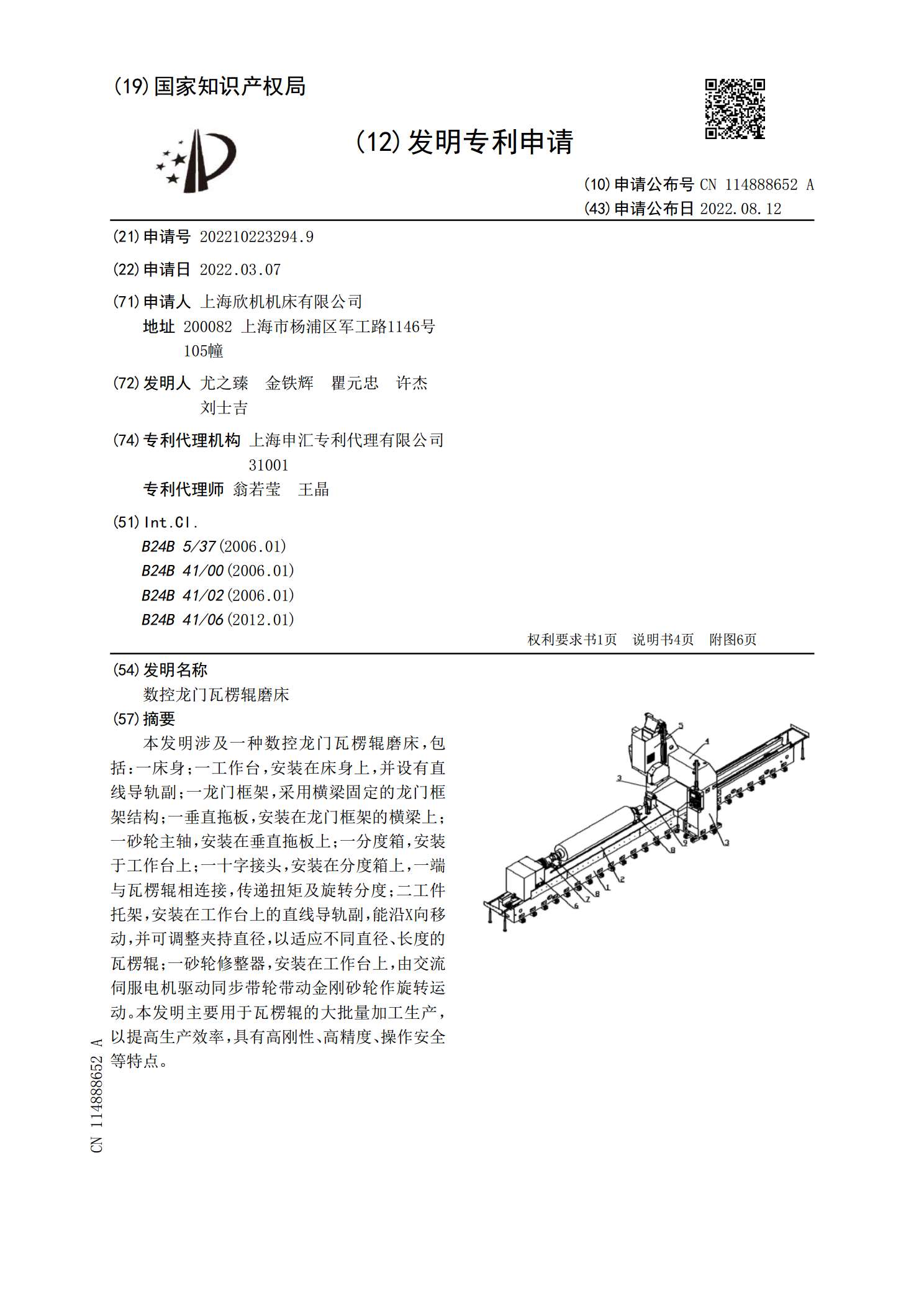
本发明涉及一种数控龙门瓦楞辊磨床,包括:一床身;一工作台,安装在床身上,并设有直线导轨副;一龙门框架,采用横梁固定的龙门框架结构;一垂直拖板,安装在龙门框架的横梁上;一砂轮主轴,安装在垂直拖板上;一分度箱,安装于工作台上;一十字接头,安装在分度箱上,一端与瓦楞辊相连接,传递扭矩及旋转分度;二工件托架,安装在工作台上的直线导轨副,能沿X向移动,并可调整夹持直径,以适应不同直径、长度的瓦楞辊;一砂轮修整器,安装在工作台上,由交流伺服电机驱动同步带轮带动金刚砂轮作旋转运动。本发明主要用于瓦楞辊的大批量加工生产,