
一种平辊辊型磨削CVC辊型的方法.pdf

白凡****12

1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种平辊辊型磨削CVC辊型的方法.pdf
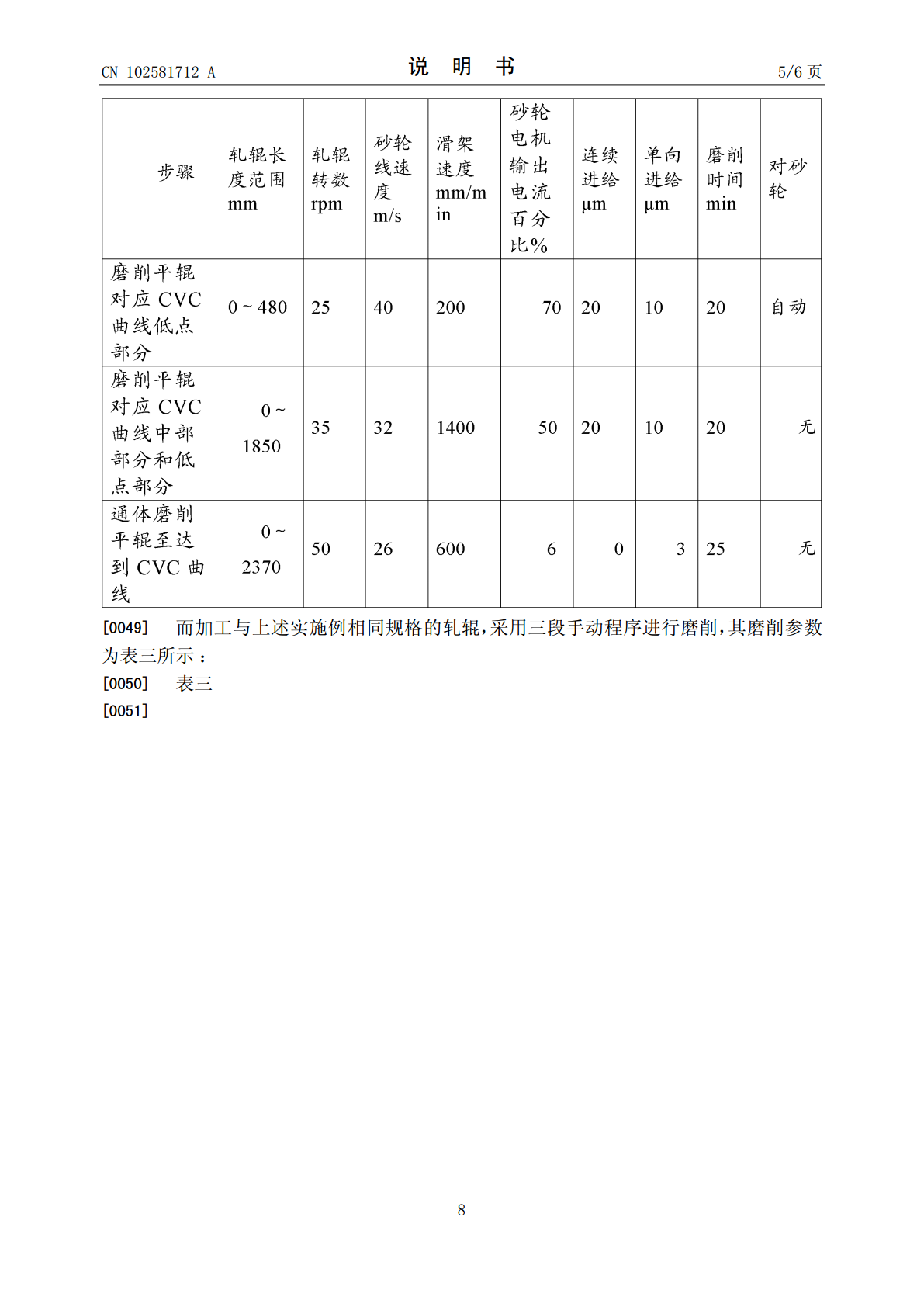
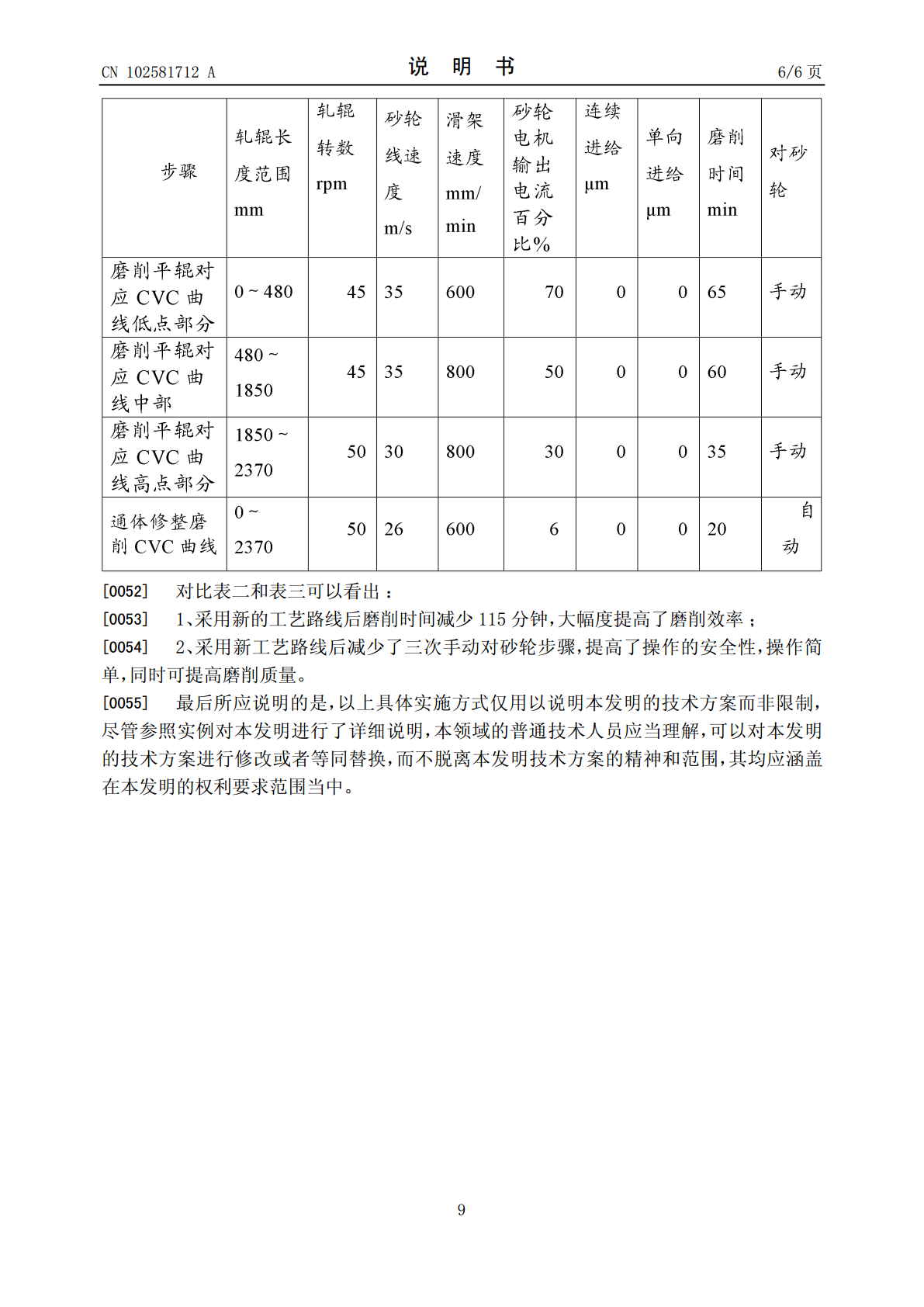
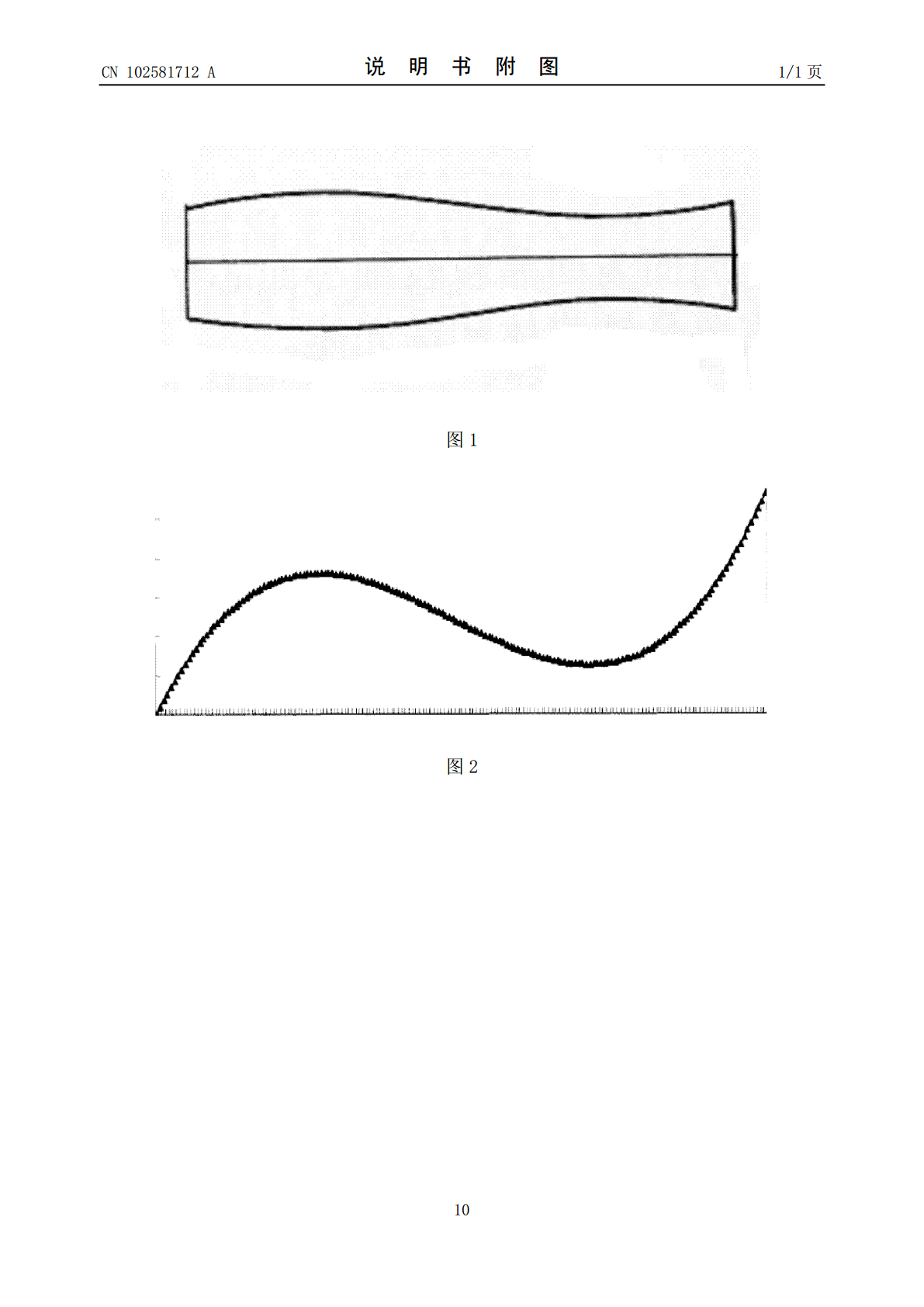
本发明提供一种平辊辊型磨削CVC辊型的方法,包括三个步骤:1)生成CVC辊型曲线;2)根据CVC辊型曲线,确定磨削程序基础参数;3)在磨削程序基础参数上,根据CVC辊型曲线进行平辊改CVC辊型的磨削,包括磨削平辊对应CVC曲线低点部分、磨削平辊对应CVC曲线中部部分和低点部分及通体磨削平辊至达到CVC曲线辊型。在实际操作时,仅需要进行一次自动进砂轮,然后依据砂轮电机电流显示百分比值情况决定是否需要跳跃到下一磨削步骤,直至磨削完成,整个磨削过程约需一小时,克服了磨削时间长、需要多次对砂轮、存在砂轮与轧辊碰撞
利用非数控磨床磨削近似变接触支撑辊辊型曲线的方法.pdf
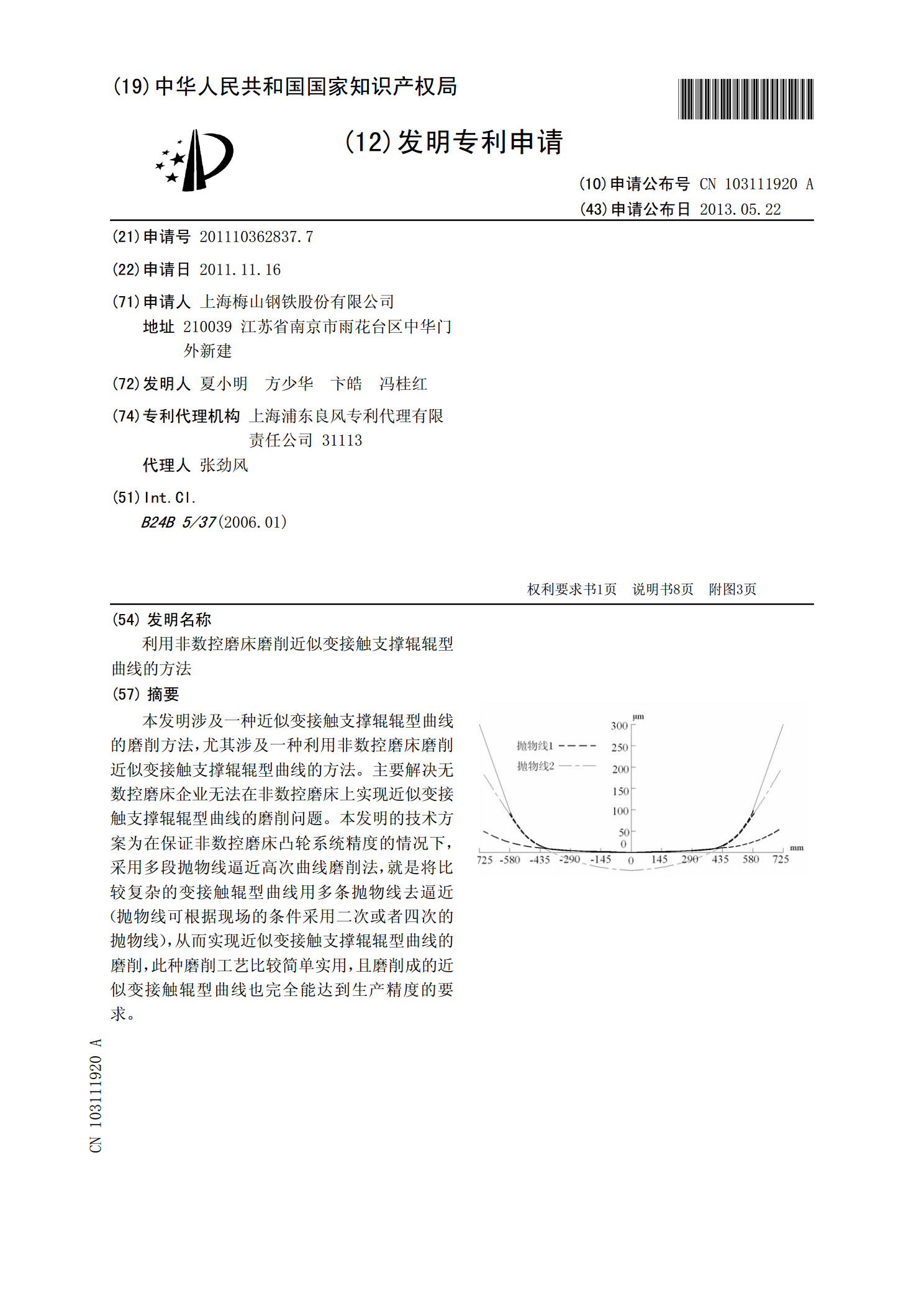
本发明涉及一种近似变接触支撑辊辊型曲线的磨削方法,尤其涉及一种利用非数控磨床磨削近似变接触支撑辊辊型曲线的方法。主要解决无数控磨床企业无法在非数控磨床上实现近似变接触支撑辊辊型曲线的磨削问题。本发明的技术方案为在保证非数控磨床凸轮系统精度的情况下,采用多段抛物线逼近高次曲线磨削法,就是将比较复杂的变接触辊型曲线用多条抛物线去逼近(抛物线可根据现场的条件采用二次或者四次的抛物线),从而实现近似变接触支撑辊辊型曲线的磨削,此种磨削工艺比较简单实用,且磨削成的近似变接触辊型曲线也完全能达到生产精度的要求。

三辊行星轧机辊型设计方法.docx
三辊行星轧机辊型设计方法标题:三辊行星轧机辊型设计方法摘要:三辊行星轧机是钢铁工业中常用的轧制设备,其辊型设计直接影响到轧制产品的质量和生产效率。本文以提高轧机辊型设计的准确性和效率为目标,综合了现有的辊型设计方法,并提出了一种基于数值模拟的三维辊型设计方法。通过对轧辊的受力分析和轧制工艺参数的优化,本文能够为轧机辊型设计提供科学的依据,提高轧制产品的质量和生产效率。1.引言三辊行星轧机是用来将连续铸坯或以轧制带材为首的长轧件轧制成规定尺寸和形状的轧机设备。辊型设计是轧机的关键技术,合理的辊型设计可以提高

二辊式矫直机辊型及换辊方法的改进.docx
二辊式矫直机辊型及换辊方法的改进二辊式矫直机是金属板材加工中常用的设备,其主要作用是通过对金属板材的辊压,使其产生塑性变形,从而达到矫直的效果。二辊式矫直机由上辊和下辊组成,辊型和换辊方法是二辊式矫直机中非常重要的部分,本文将从这两个方面进行探讨。一、辊型的改进辊型对于矫直效果有着决定性的影响,不同的辊型适用于不同的材质和厚度。常见的辊型有三角形辊型、平面辊型、弧形辊型等多种类型。针对于不同的板材厚度和材质,我们可以采取不同的辊型。针对于薄板材,我们可以采用三角形辊型,其主要优点是能够对小半径弯曲处进行大
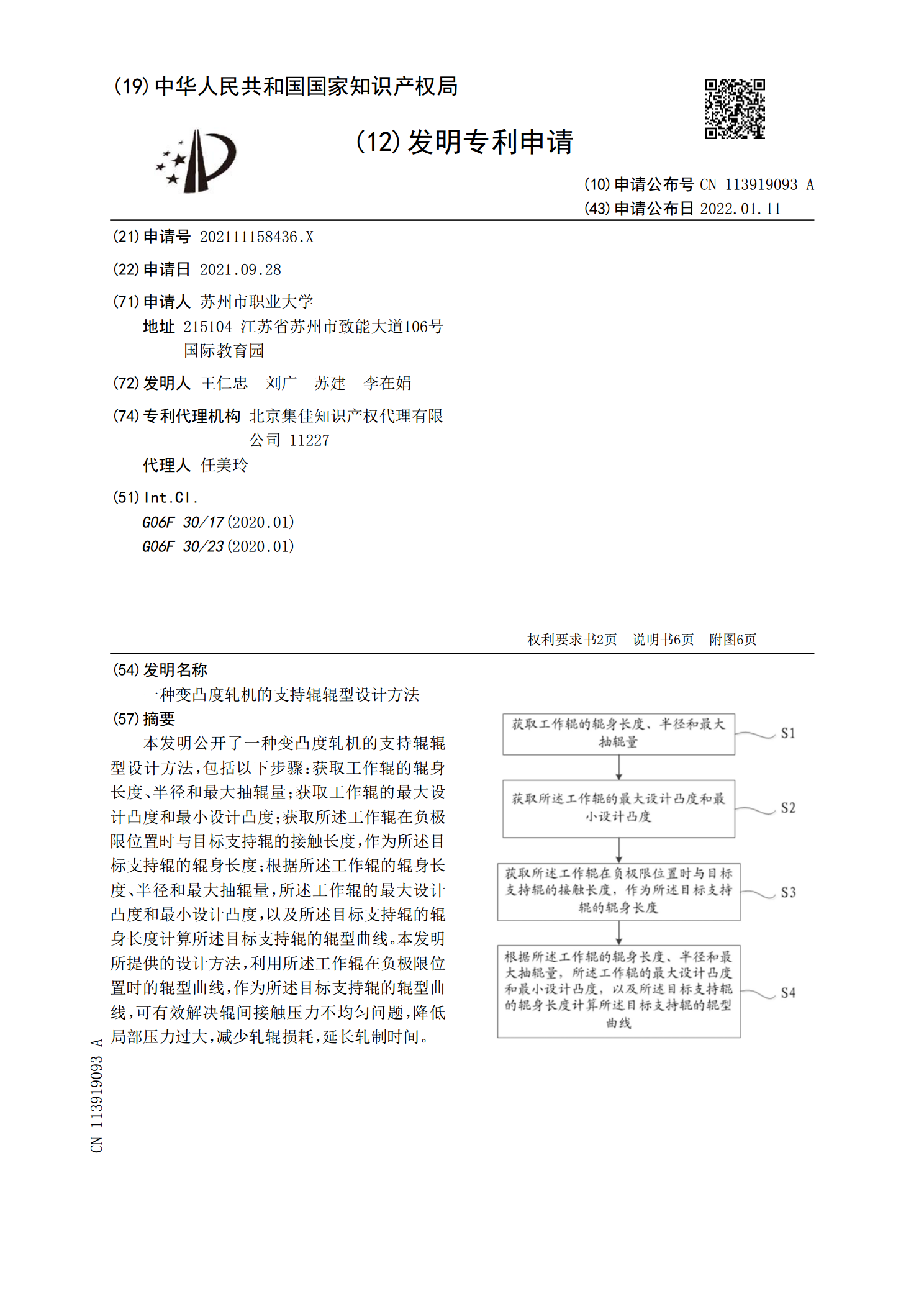
一种变凸度轧机的支持辊辊型设计方法.pdf
本发明公开了一种变凸度轧机的支持辊辊型设计方法,包括以下步骤:获取工作辊的辊身长度、半径和最大抽辊量;获取工作辊的最大设计凸度和最小设计凸度;获取所述工作辊在负极限位置时与目标支持辊的接触长度,作为所述目标支持辊的辊身长度;根据所述工作辊的辊身长度、半径和最大抽辊量,所述工作辊的最大设计凸度和最小设计凸度,以及所述目标支持辊的辊身长度计算所述目标支持辊的辊型曲线。本发明所提供的设计方法,利用所述工作辊在负极限位置时的辊型曲线,作为所述目标支持辊的辊型曲线,可有效解决辊间接触压力不均匀问题,降低局部压力过大