
薄片金属件冲裁模具.pdf

骊英****bb


1/8

2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄片金属件冲裁模具.pdf
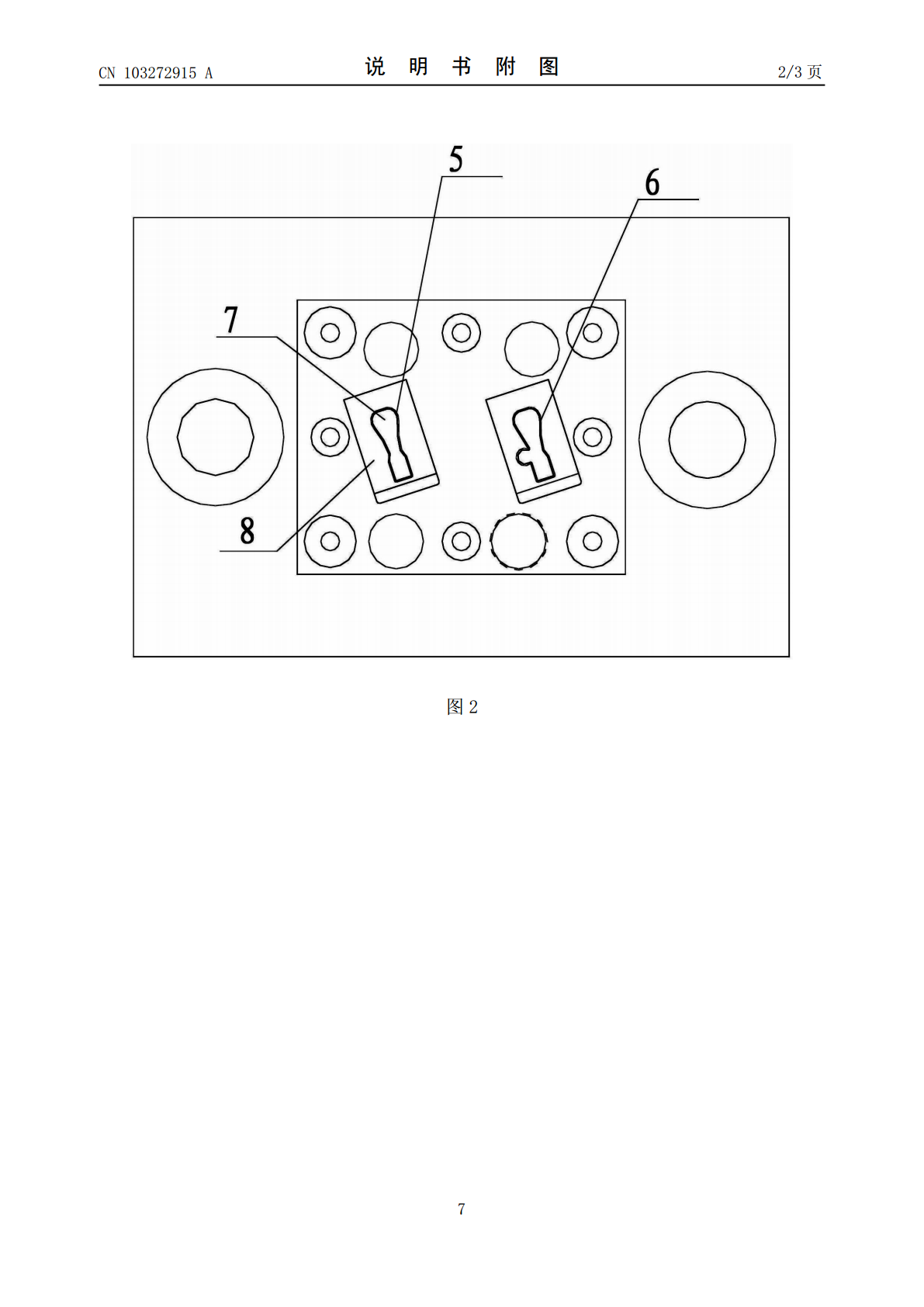
本发明公开了薄片金属件冲裁模具,其安装在冲压机床上配合冲裁形成薄片金属件,薄片金属件为冰箱压缩机的吸气阀片,吸气阀片具有舌簧缝隙。上模为一体成型结构且包括第一凸模以及与第一凸模并列的第二凸模,下模为一体成型结构且包括与第一凸模对应的第一凹模以及与第二凸模对应的第二凹模。第一凸、凹模相匹配用于对带料进行第一次加工,第二凸、凹模相匹配用于对带料进行第二次加工。第一凸、凹模进行第一次加工的同时,第二凸、凹模进行第二次加工。带料传送至第一凹模上,在第一次加工后,再将带料上第一次加工后的部分传送至第二凹模上,而第一
冲裁工艺及冲裁模具(2).pptx
2.7冲裁模具分类2.7.1冲裁模的分类冲裁模:用来完成冲裁工序的冲模。1、按工序的性质可分为落料模、冲孔模、切断模、切口模、切边模、剖切模等。2、按工序的组合方式可分为单工序模、连续(级进)模及复合模。3、按上、下模的导向形式可分为无导向的开式模和有导向的导板模、导柱模等。4、按控制送料步距的方法可分为固定挡料销式、活动挡料销式、自动挡料销式、导正销式、侧刃式等冲模。5、按凸、凹模的材料可

冲裁工艺及冲裁模具(1).pptx
第三章冲裁工艺及冲裁模具3.1冲裁变形过程分析普通冲裁工作(如图3-1)。普通冲裁板料分离过程1.弹性变形阶段凸模与板料接触并压下板料板料产生上翘下拱。但板料内部应力小于屈服极限。在板料与凸模、凹模接触处出现微痕为止。卸载后板料能恢复原状。2.塑性变形阶段板料内部应力达到并超过屈服极限此时凸模挤入材料。材料挤入凹模洞口。直到应力达到强度极限板料与凸、凹模接触处出现微裂为止。3.断裂分离阶段板料内部应力大于强度极限后第二阶段产生的微裂逐渐扩大上、下裂纹重合板料产生分离。

冲裁模具.pdf
本发明提供一种冲裁模具,其包括一个下模及一个上模,用于配合冲裁一个取料件分离该取料件上原本连结的多个工件并使该多个工件滞留于该上模。该冲裁模具还包括一个托盘,其开设有多个分别用于收容该多个工件的收容槽。该上模还包括一个固定结构。该托盘用于在该下模与该上模分模后固定于该固定结构且该多个收容槽与该多个工件分别对齐以在脱模时分别收容该多个工件。如此,脱模时,能一次将该多个工件摆放到该托盘,可提高生产效率。

冲裁工艺及冲裁模具的设计概述.pptx
简介:冲裁是最基本的冲压工序。本章是本课程的重点之一。在分析冲裁变形过程及冲裁件质量影响因素的基础上,介绍冲裁工艺计算(jìsuàn)、工艺方案制定。涉及冲裁变形过程分析、冲裁件质量及影响因素、间隙确定、刃口尺寸计算(jìsuàn)原则和方法、排样设计、冲裁力与压力中心计算(jìsuàn)等。第一节冲裁过程(guòchéng)分析金属的应力-应变图1-实际(shíjì)应力曲线2-假象应力曲线冲压(chòngyā)变形理论基础冲压变形理论(lǐlùn)基础冲压(chòngyā)变形理论基础第三节冲压变形(