
连铸坯装炉温度检测方法.pdf

猫巷****熙柔

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连铸坯装炉温度检测方法.pdf
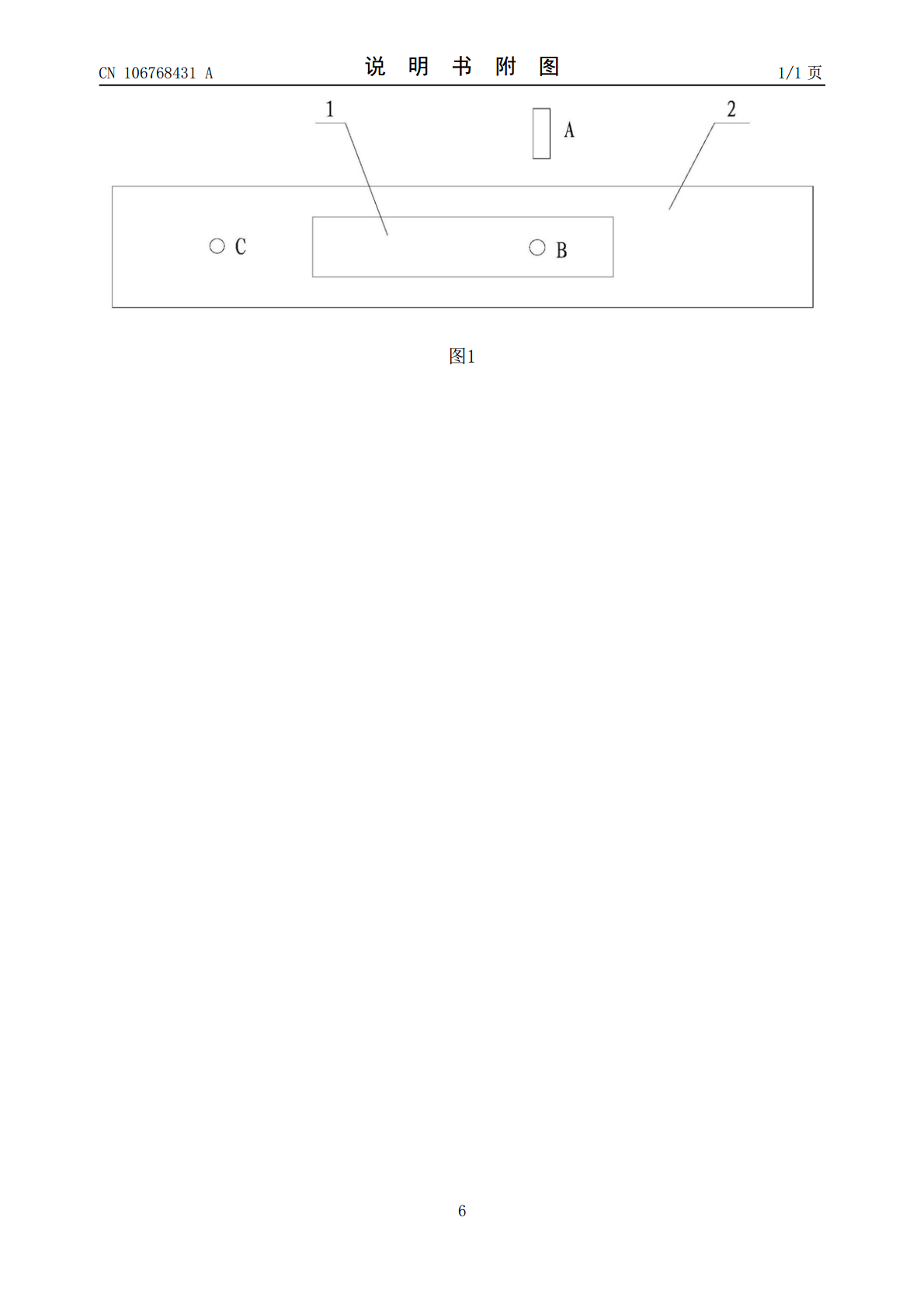
本发明公开的是热轧带钢生产技术领域的一种对连铸坯的装炉温度进行检测的方法,包括以下步骤:首先将高温计安装在上料核对辊道入口位置,并与上料核对辊道的金属检测器在同一平面;然后连铸坯在进入上料核对辊道后高温计按照每0.5~1秒采集一个温度的频率对连铸坯进行检测;然后对检测到的温度进行筛选,去除超过或低于中位数100℃的检测温度;最后选取筛选后的检测温度中最高的四分之一,计算出平均值作为装炉温度。该方法提高了连铸坯装炉温度检测的真实性和准确性,可根据真实的装炉温度进行加热温度控制,降低加热炉煤气消耗,达到降低生
二火轧制坯和大断面连铸坯相邻装炉的加热方法.pdf
本发明涉及冶金技术领域,具体而言,涉及二火轧制坯和大断面连铸坯相邻装炉的加热方法,包括:在二火非调钢轧制坯后续接大断面连铸坯相邻装炉;其中,在大断面连铸坯进入一加热段前,使一加热段的炉温按照大断面连铸坯在预热段的温度工艺要求控制;大断面在预热段加上一加热段的时间控制要求按其在预热段的工艺要求时间控制;大断面连铸坯进入二加热段前,使二加热段的炉温按照大断面连铸坯在一加热段的温度工艺要求控制;大断面连铸坯在二加热段的时间按照一加热段的工艺要求时间控制;大断面连铸坯在均热段的温度和时间按照其在高温段的工艺要求控
提高连铸坯热装比的方法及系统.pdf
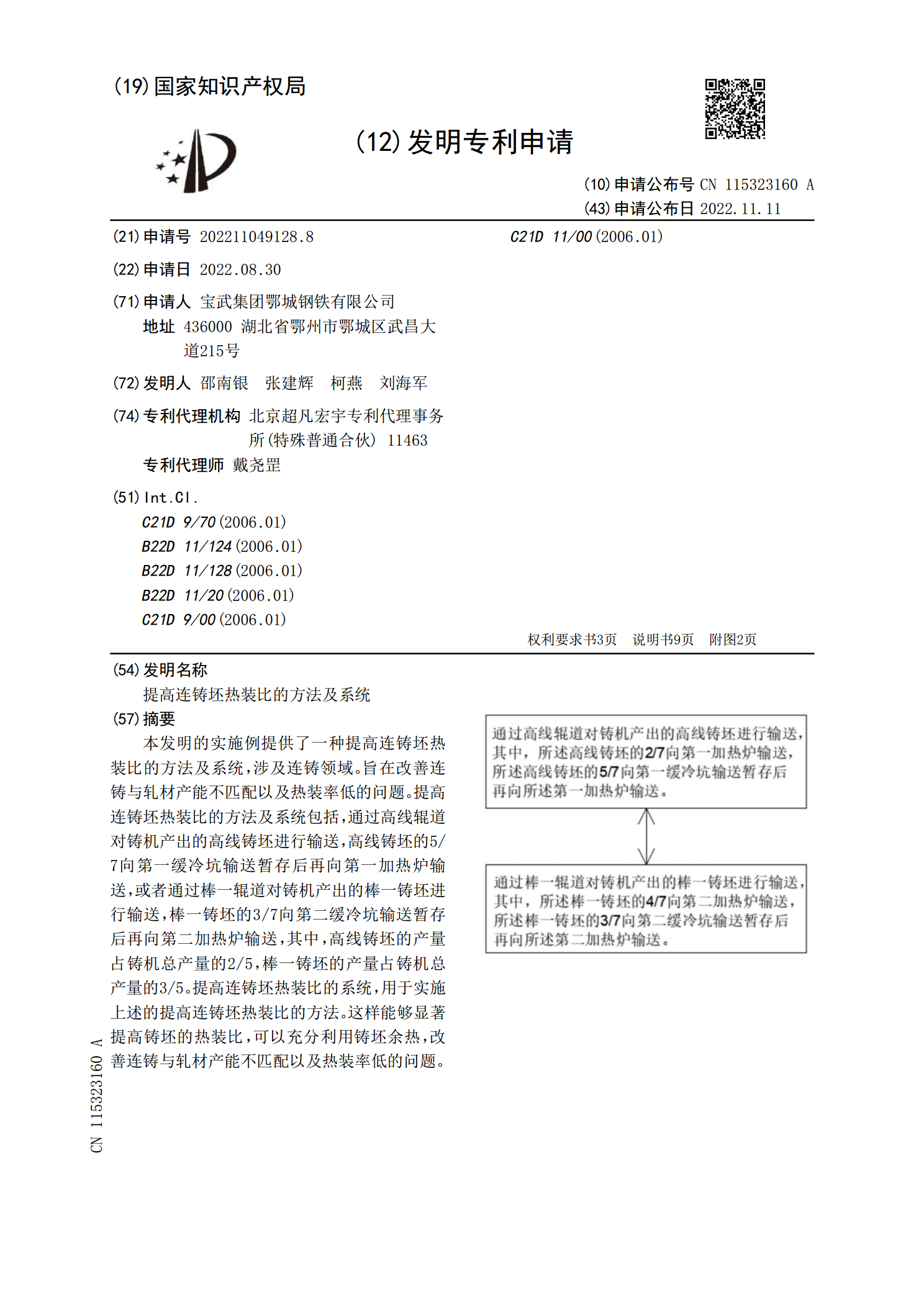
本发明的实施例提供了一种提高连铸坯热装比的方法及系统,涉及连铸领域。旨在改善连铸与轧材产能不匹配以及热装率低的问题。提高连铸坯热装比的方法及系统包括,通过高线辊道对铸机产出的高线铸坯进行输送,高线铸坯的5/7向第一缓冷坑输送暂存后再向第一加热炉输送,或者通过棒一辊道对铸机产出的棒一铸坯进行输送,棒一铸坯的3/7向第二缓冷坑输送暂存后再向第二加热炉输送,其中,高线铸坯的产量占铸机总产量的2/5,棒一铸坯的产量占铸机总产量的3/5。提高连铸坯热装比的系统,用于实施上述的提高连铸坯热装比的方法。这样能够显著提高
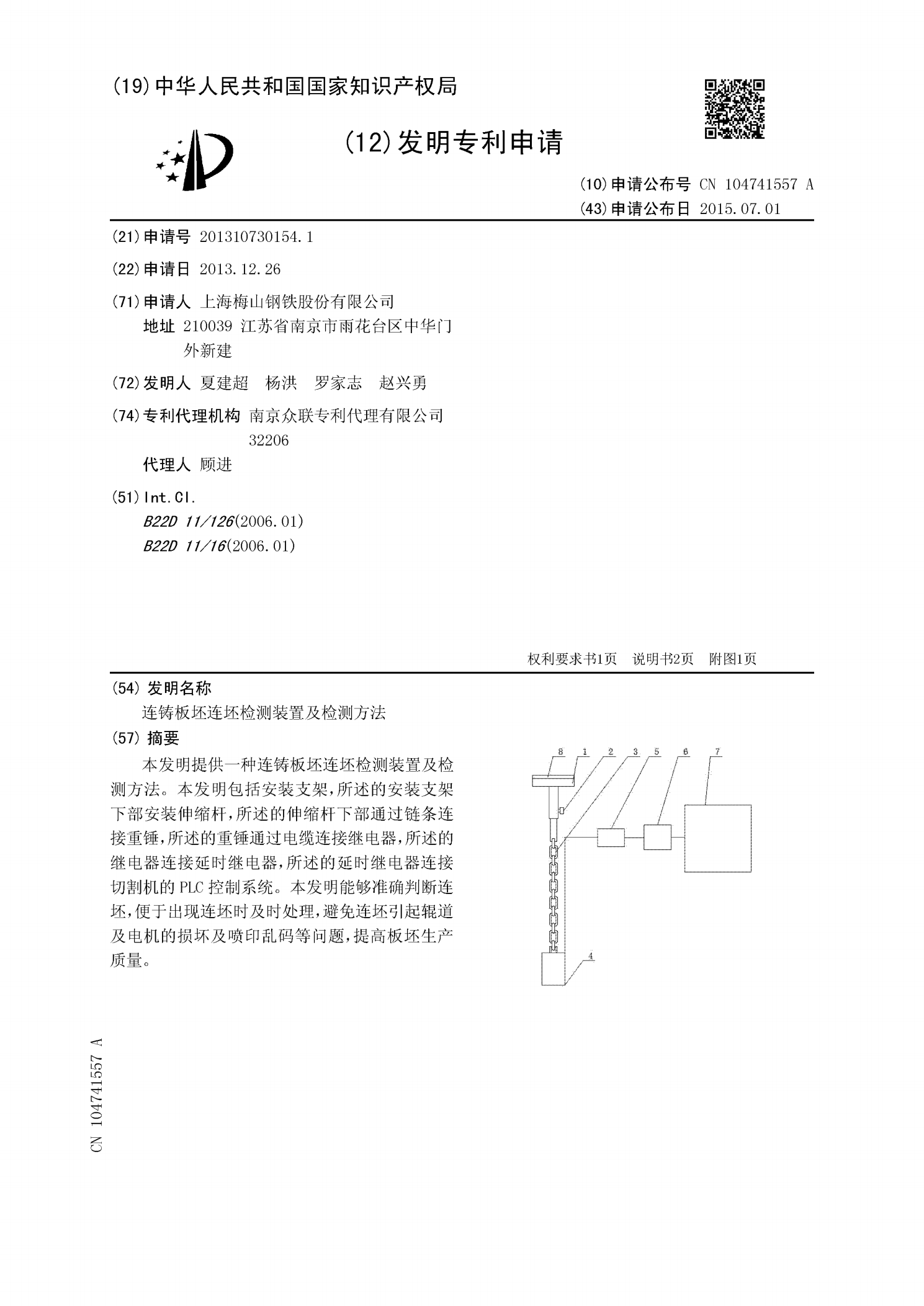
连铸板坯连坯检测装置及检测方法.pdf
本发明提供一种连铸板坯连坯检测装置及检测方法。本发明包括安装支架,所述的安装支架下部安装伸缩杆,所述的伸缩杆下部通过链条连接重锤,所述的重锤通过电缆连接继电器,所述的继电器连接延时继电器,所述的延时继电器连接切割机的PLC控制系统。本发明能够准确判断连坯,便于出现连坯时及时处理,避免连坯引起辊道及电机的损坏及喷印乱码等问题,提高板坯生产质量。

连铸坯热装与直接轧制.ppt
连铸连轧新技术主要内容一.钢坯断面规格及产量的匹配衔接为实现连铸与轧制过程的连续化生产,应使连铸机生产能力略大于炼钢能力,而轧钢能力又要略大于连铸能力(例如约大10%),才能保证产量的匹配关系。二.连铸与轧制衔接模式2.1热装技术与直接轧制技术的优点2.2连铸坯热装与直接轧制的前提条件2.3热装与直接轧制的关键技术三.铸坯温度保证技术谢谢!