
一种理料装置及理料方法.pdf

明钰****甜甜


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种理料装置及理料方法.pdf
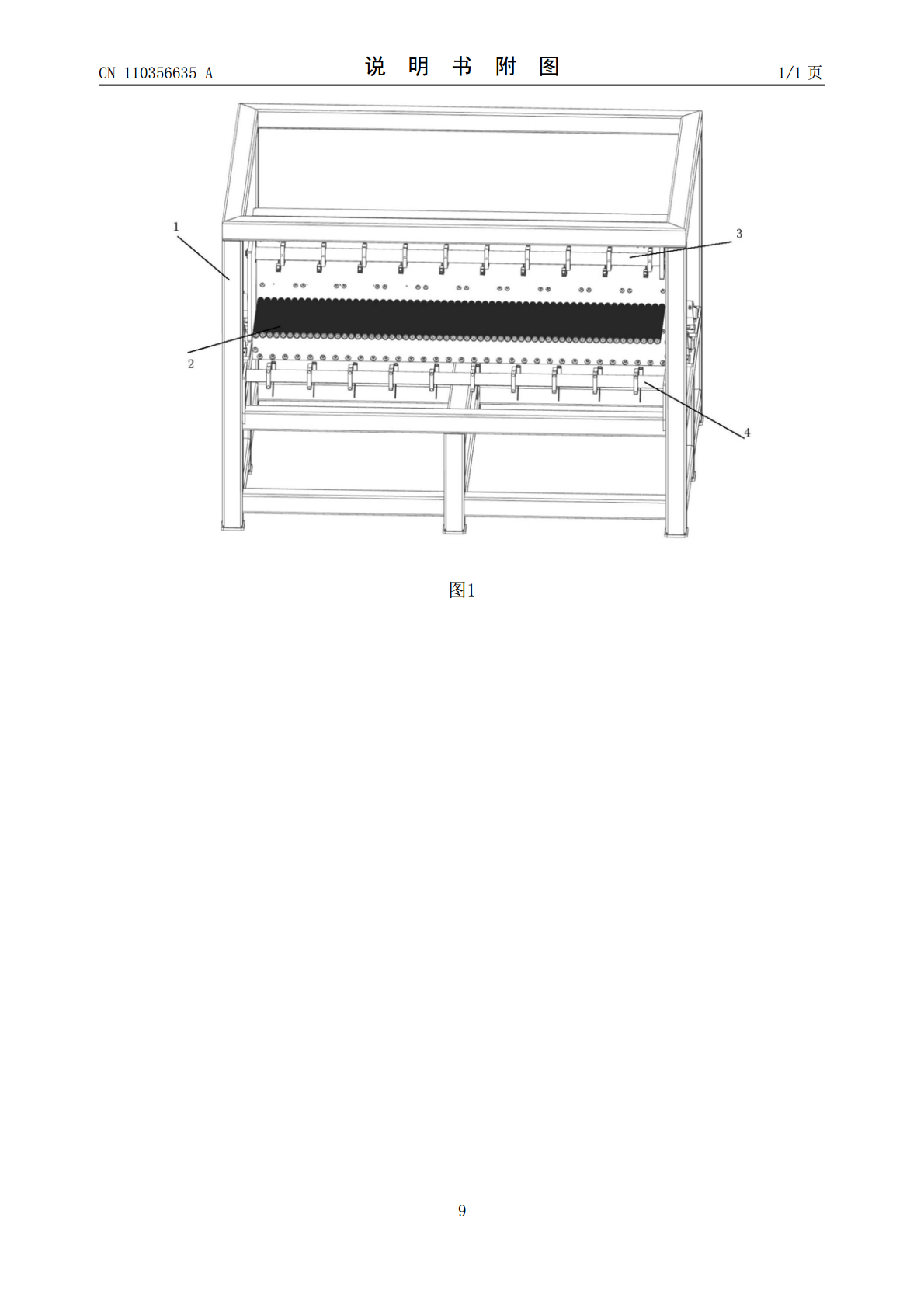
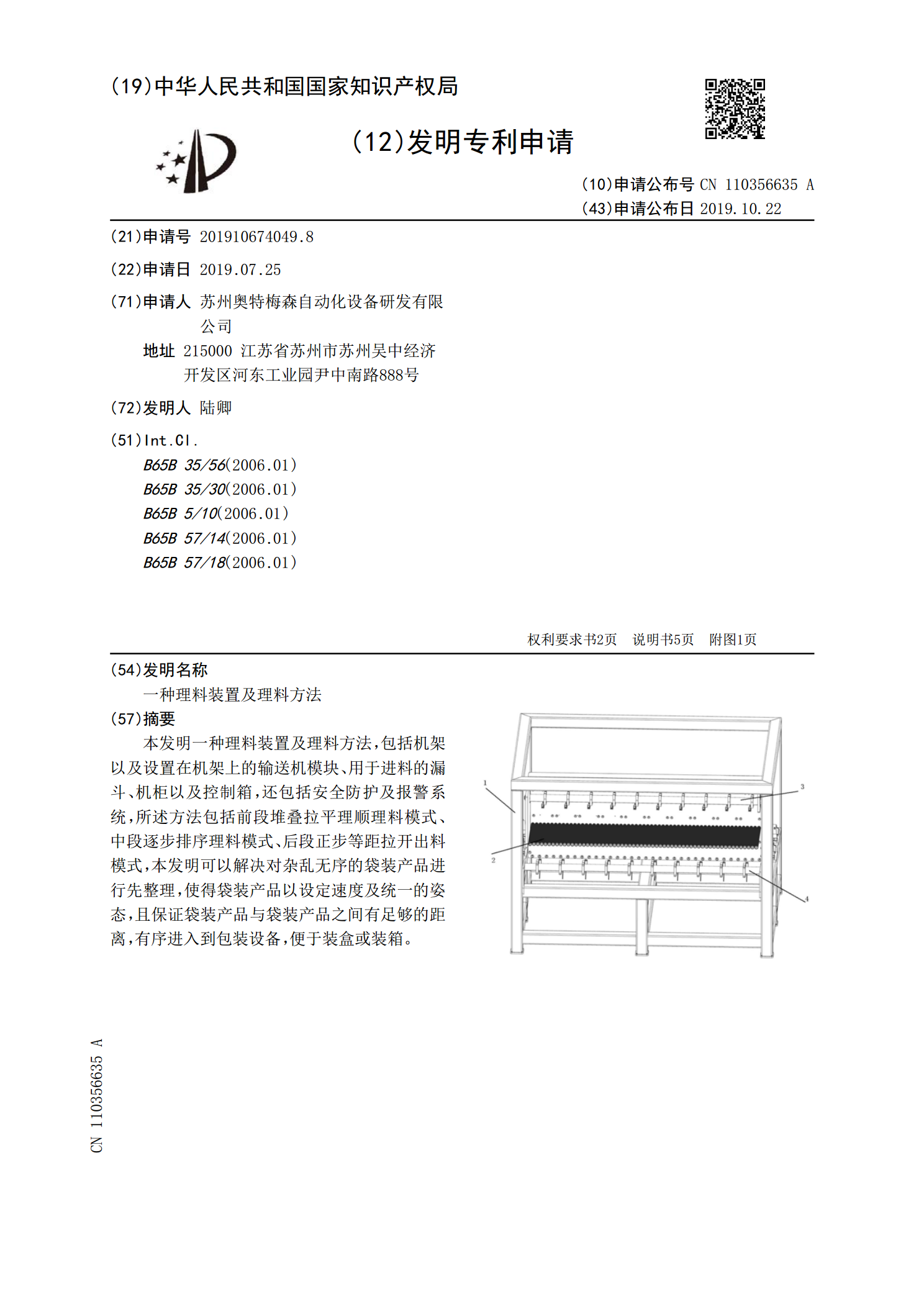
本发明一种理料装置及理料方法,包括机架以及设置在机架上的输送机模块、用于进料的漏斗、机柜以及控制箱,还包括安全防护及报警系统,所述方法包括前段堆叠拉平理顺理料模式、中段逐步排序理料模式、后段正步等距拉开出料模式,本发明可以解决对杂乱无序的袋装产品进行先整理,使得袋装产品以设定速度及统一的姿态,且保证袋装产品与袋装产品之间有足够的距离,有序进入到包装设备,便于装盒或装箱。

一种理料装置.pdf
本发明涉及一种理料装置,包括板条输出机构、板条传送机构、板条调整机构和排料机构;板条输出机构用于将杂乱的板条逐个按序输送至板条传送机构;板条传送机构用于判断板条的前后方向,并将板条由板条输出机构传送至板条调整机构及将板条由板条调整机构传送至排料机构;板条调整机构用于根据判断结果调整板条的前后方向;排料机构用于接收调整好前后方向的板条,并按序进行收集。本发明理料装置能够预先将待装配的塑料板条按照设定好的正反和前后方向调整好,使得出料、装配节拍提升,同时由于将振动盘机构与组装机脱离,可使组装机的生产噪音大幅降
理料机构与上料装置.pdf
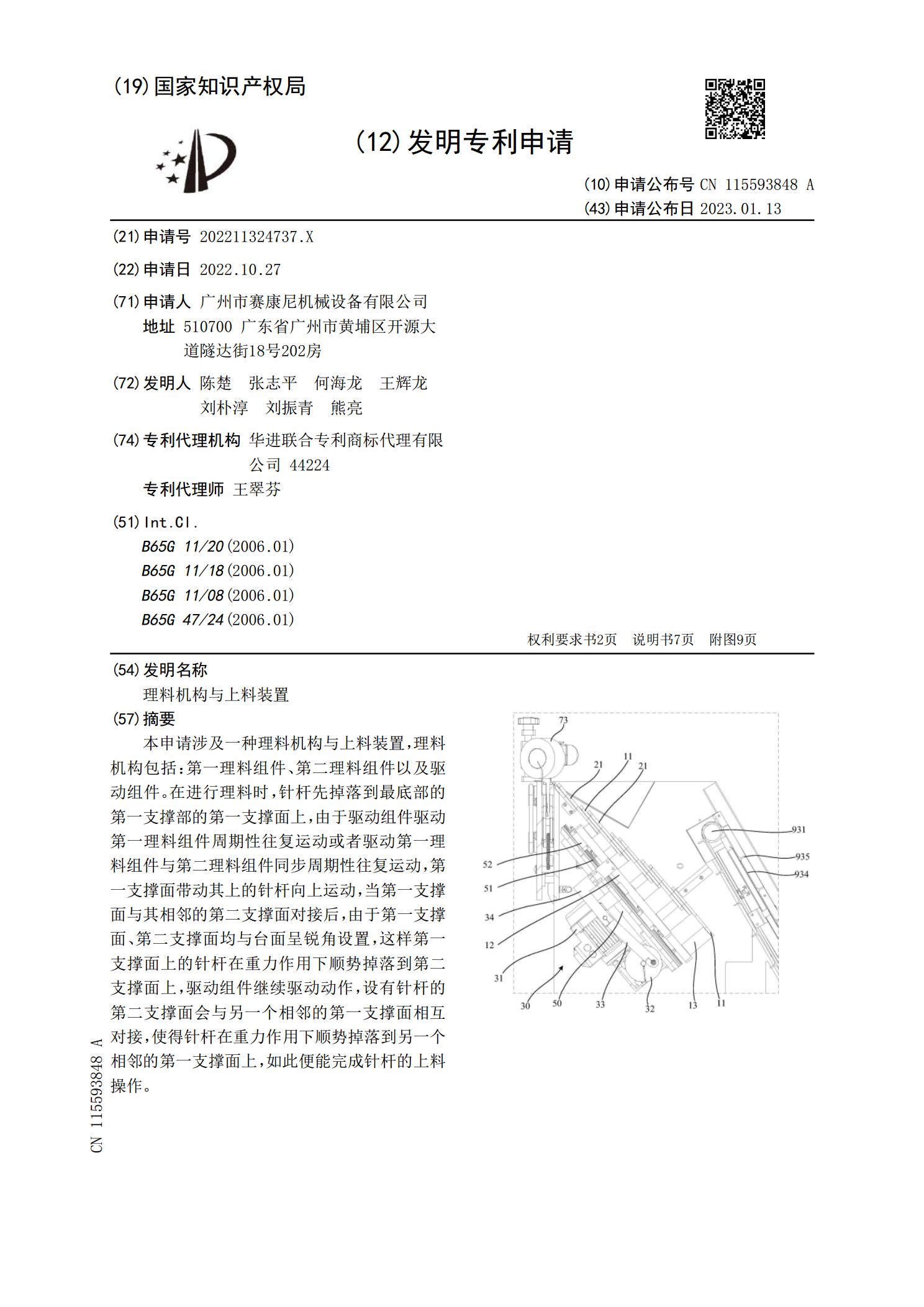
本申请涉及一种理料机构与上料装置,理料机构包括:第一理料组件、第二理料组件以及驱动组件。在进行理料时,针杆先掉落到最底部的第一支撑部的第一支撑面上,由于驱动组件驱动第一理料组件周期性往复运动或者驱动第一理料组件与第二理料组件同步周期性往复运动,第一支撑面带动其上的针杆向上运动,当第一支撑面与其相邻的第二支撑面对接后,由于第一支撑面、第二支撑面均与台面呈锐角设置,这样第一支撑面上的针杆在重力作用下顺势掉落到第二支撑面上,驱动组件继续驱动动作,设有针杆的第二支撑面会与另一个相邻的第一支撑面相互对接,使得针杆在
理料机构与上料装置.pdf
本申请涉及一种理料机构与上料装置,理料机构包括:第一理料组件、第二理料组件以及驱动组件。在进行理料时,针杆先掉落到最底部的第一支撑部的第一支撑面上,由于驱动组件驱动第一理料组件周期性往复运动或者驱动第一理料组件与第二理料组件同步周期性往复运动,第一支撑面带动其上的针杆向上运动,当第一支撑面与其相邻的第二支撑面对接后,由于第一支撑面、第二支撑面均与台面呈锐角设置,这样第一支撑面上的针杆在重力作用下顺势掉落到第二支撑面上,驱动组件继续驱动动作,设有针杆的第二支撑面会与另一个相邻的第一支撑面相互对接,使得针杆在
一种管材自动理料上料装置.pdf
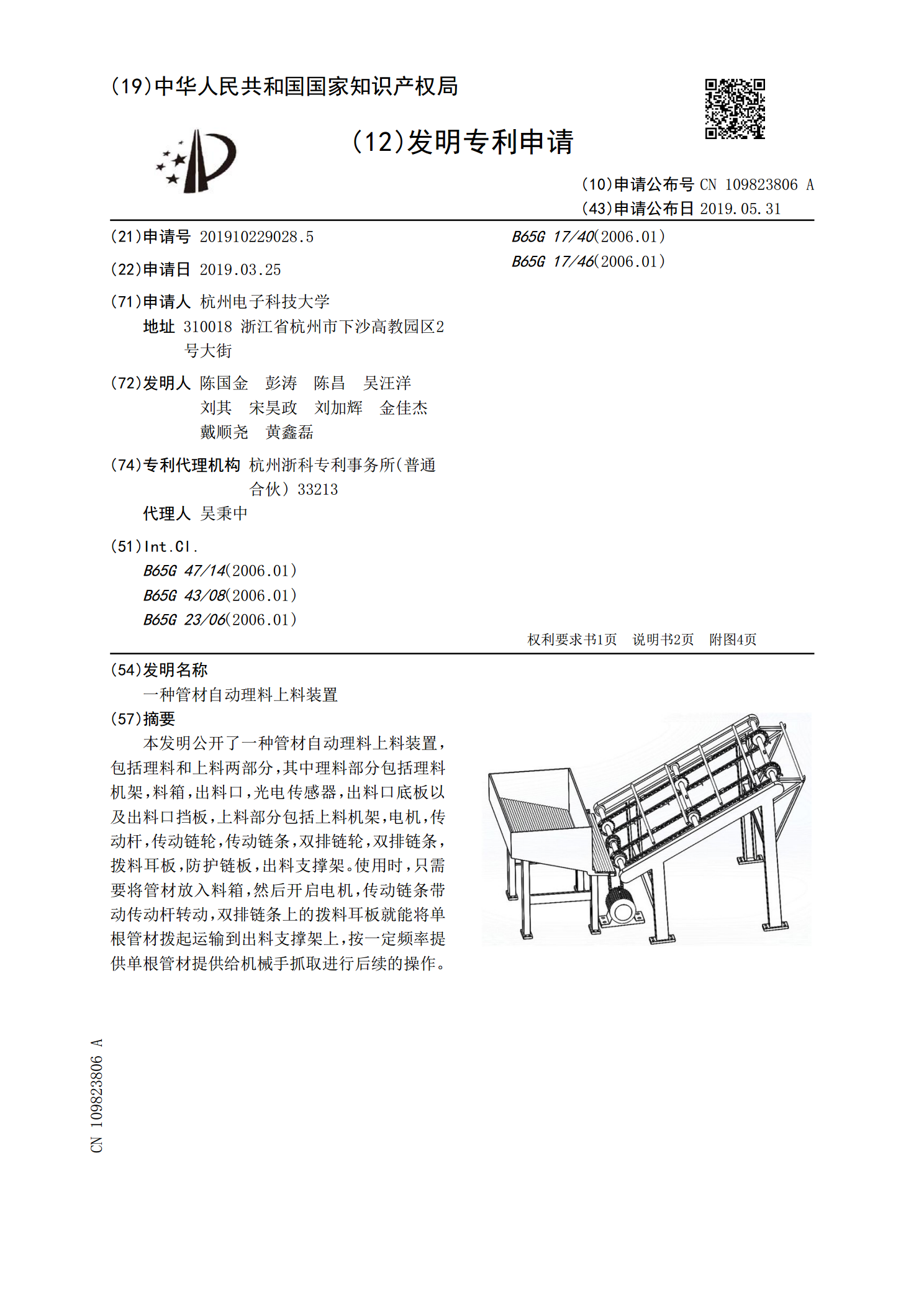
本发明公开了一种管材自动理料上料装置,包括理料和上料两部分,其中理料部分包括理料机架,料箱,出料口,光电传感器,出料口底板以及出料口挡板,上料部分包括上料机架,电机,传动杆,传动链轮,传动链条,双排链轮,双排链条,拨料耳板,防护链板,出料支撑架。使用时,只需要将管材放入料箱,然后开启电机,传动链条带动传动杆转动,双排链条上的拨料耳板就能将单根管材拨起运输到出料支撑架上,按一定频率提供单根管材提供给机械手抓取进行后续的操作。