
一种细化In783合金厚壁环锻件晶粒的锻造方法.pdf

一条****丹淑

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细化In783合金厚壁环锻件晶粒的锻造方法.pdf
本发明提出了一种细化In783合金厚壁环锻件晶粒的锻造方法,在冲孔压平和多火次的环轧整平后以及热处理之前,通过准确控制扩环整圆中温度以及时间,使得扩环量控制在1%以内,从而细化了产品的晶粒度,解决了固溶后晶粒度超出标准要求的问题,使得产品能够满足性能要求,节约了成本。

均匀细化锻件晶粒度的锻造控制方法.pdf
本发明涉及一种均匀细化锻件晶粒度的锻造控制方法,对大锻件锻造过程采取特殊的锻造控制、返炉加热方式,使锻件表面、心部温度趋于一致,使锻件心部组织完全转变,实现均匀细化大锻件内部组织,采取锻前高温加热,第一火次镦粗拔长锻造后,将锻件空冷到一定温度,使锻件内外表面温度趋于一致,返高温炉加热;在第二火次镦粗拔长后,将锻件空冷到一定温度,在锻件内外表面温度趋于一致后,返低温炉加热;低温炉保温一定时间后出炉锻造成型,使用该锻造控制方法,可在不增加生产成本的情况下,均匀细化大锻件内部组织,解决了大锻件粗晶、混晶的难题,

细化长棒类钢锻件晶粒度的锻造方法.pdf
本发明涉及一种细化长棒类钢锻件晶粒度的锻造方法,按照如下步骤进行:步骤1)、钢锭或电渣锭直接采用径向精锻机锻造,利用180频率或240频率,每道次压下量40mm‑60mm,将锻件直径锻造至Φ340mm‑Φ560mm,给60频率或90频率锻造留3‑5道次变形量;步骤2)、利用60频率或90频率,每道次压下量70mm‑100mm,将锻件直径锻造至锻件成品直径基础上加上30mm‑100mm的尺寸,给180频率或240频率精整锻造留1‑2道次变形量;步骤3)、利用180频率或240频率,每道次压下量30mm‑50

一种多向锻造后进行超细化晶粒处理的锻件质量控制方法.pdf
本发明公开了一种多向锻造后进行超细化晶粒处理的锻件质量控制方法,包括多向锻造控制方法和超细化晶粒处理的控制方法,所述超细化晶粒处理的控制方法包括如下步骤:步骤S1:锻件经多向锻造后进行空冷,达到设定的空冷温度后放置到在炉内进行均匀性保温,使锻件内外温度一致后再升温至Ac3以上30~50℃,升温到位后保温一定时间再出炉冷却;步骤S2:步骤S1出炉冷却的锻件在空气中空冷2~3分钟后,放入水池中进行水冷处理,达到设定的水冷时间后,再出水放置空冷区域进行风冷或雾冷,达到一定温度后转空冷;步骤S3:步骤S2的锻件空
一种大型铝合金厚壁方环锻件的整锻成形方法.pdf
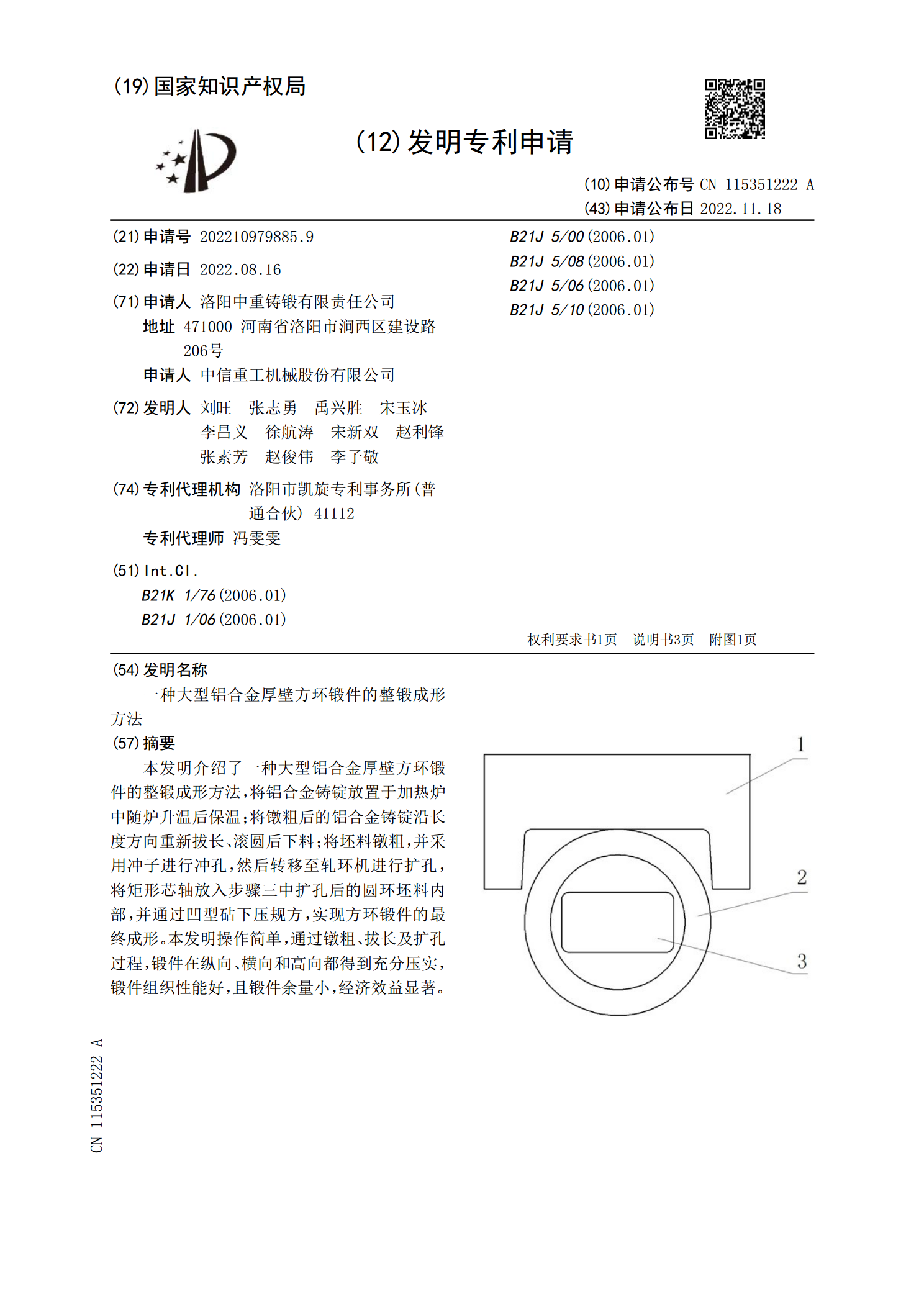
本发明介绍了一种大型铝合金厚壁方环锻件的整锻成形方法,将铝合金铸锭放置于加热炉中随炉升温后保温;将镦粗后的铝合金铸锭沿长度方向重新拔长、滚圆后下料;将坯料镦粗,并采用冲子进行冲孔,然后转移至轧环机进行扩孔,将矩形芯轴放入步骤三中扩孔后的圆环坯料内部,并通过凹型砧下压规方,实现方环锻件的最终成形。本发明操作简单,通过镦粗、拔长及扩孔过程,锻件在纵向、横向和高向都得到充分压实,锻件组织性能好,且锻件余量小,经济效益显著。