
一种大型铝合金厚壁方环锻件的整锻成形方法.pdf

书生****66

1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型铝合金厚壁方环锻件的整锻成形方法.pdf
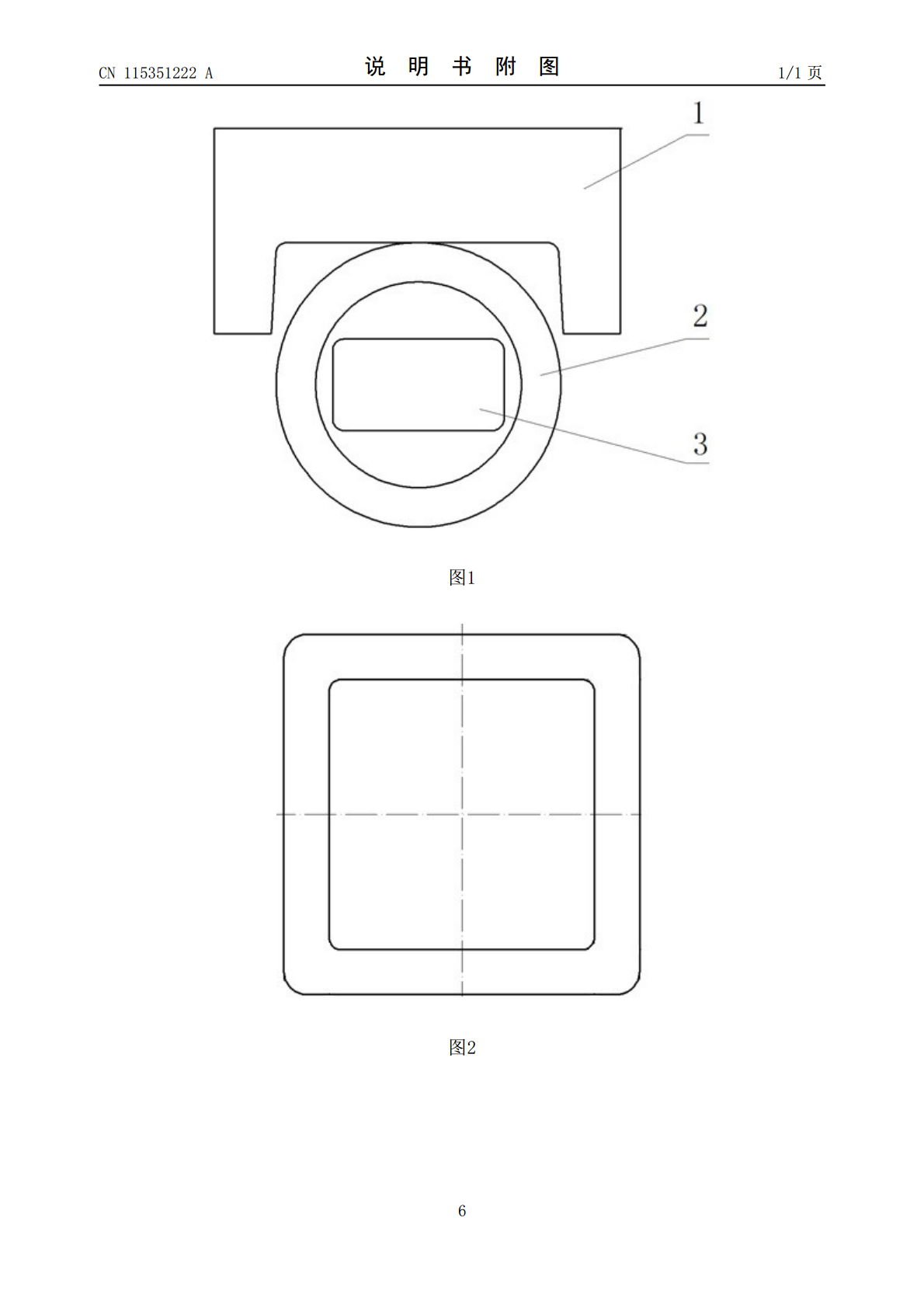
本发明介绍了一种大型铝合金厚壁方环锻件的整锻成形方法,将铝合金铸锭放置于加热炉中随炉升温后保温;将镦粗后的铝合金铸锭沿长度方向重新拔长、滚圆后下料;将坯料镦粗,并采用冲子进行冲孔,然后转移至轧环机进行扩孔,将矩形芯轴放入步骤三中扩孔后的圆环坯料内部,并通过凹型砧下压规方,实现方环锻件的最终成形。本发明操作简单,通过镦粗、拔长及扩孔过程,锻件在纵向、横向和高向都得到充分压实,锻件组织性能好,且锻件余量小,经济效益显著。
大型厚壁含镍环锻件的生产方法.pdf
本发明公开了一种大型厚壁含镍环锻件的生产方法,其技术方案包括制坯、辗环以及热处理步骤。本发明通过增加坯料高度,合理分配径、轴向变形量,加大辗环过程中锥辊的进给量,有效地避免了上端面内圆塌陷和上端面凹槽的产生。环锻件辗后摊开空冷至250-350℃进炉退火装炉,满足钢材的组织、性能等要求。

一种大型扁方锻件的自由锻方法.pdf
本发明属于金属的锻造领域,具体涉及一种大型扁方锻件的自由锻方法。本发明的大型扁方锻件的自由锻方法包括以下步骤:将钢锭墩粗后,进行多趟次错砧拔长,拔长锻造比不小于3.0;每趟次拔长时,控制压下量和进砧量:所述压下量H满足:H=H0‑H2=(0.14‑0.18)H2;所述进砧量L满足:H2/L=2.0‑2.1;其中,H0为压前高度,H2为压后高度。本发明的大型扁方锻件的自由锻方法,拔扁方时控制压下量和进砧量,利用双鼓效应,经多趟锻造、多次小变形,控制内部均匀变形,细化组织,杜绝片状夹杂和夹杂裂纹等缺陷的产生,

超大厚壁法兰锻件成形工艺的研发.docx
超大厚壁法兰锻件成形工艺的研发超大厚壁法兰锻件成形工艺的研发摘要:超大厚壁法兰锻件作为一种重要的设备零件,需满足高强度、高耐磨、高可靠性和高经济性等要求。本文首先分析了超大厚壁法兰锻件的特点和应用领域,然后对现有的成形工艺进行了综述,发现了存在的问题和不足之处。针对这些问题,作者通过理论研究和实验探索,提出了一种新的成形工艺,并进行了工艺参数优化以实现最佳成形效果。最后,文章总结了超大厚壁法兰锻件成形工艺研发的意义和未来的研究方向。关键词:超大厚壁法兰锻件;成形工艺;优化;研发;工艺参数一、引言超大厚壁法

基于数值模拟的大型厚壁锥环成形工艺优化.docx
基于数值模拟的大型厚壁锥环成形工艺优化摘要本文基于数值模拟的方法对大型厚壁锥环的成形工艺进行优化,通过对模型的建立、有限元分析、参数优化等步骤,探索了如何通过数值模拟的方法改善锥环成形的效率和质量。研究结果表明,在材料参数和成形工艺设计方面的优化能够显著减少成形过程中的锤击次数、减少能量消耗、降低成形误差等问题。本研究对于钢铁、冶金等行业的锥环成形技术的高效发展具有一定的参考价值。关键词:数值模拟、大型厚壁锥环、成形工艺、优化、有限元分析引言锥环是一种重要的机械零部件,广泛应用于航空、航天、能源等领域,其