
一种提高带钢全长厚度精度的控制方法.pdf

一吃****海逸

1/8

2/8

3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高带钢全长厚度精度的控制方法.pdf
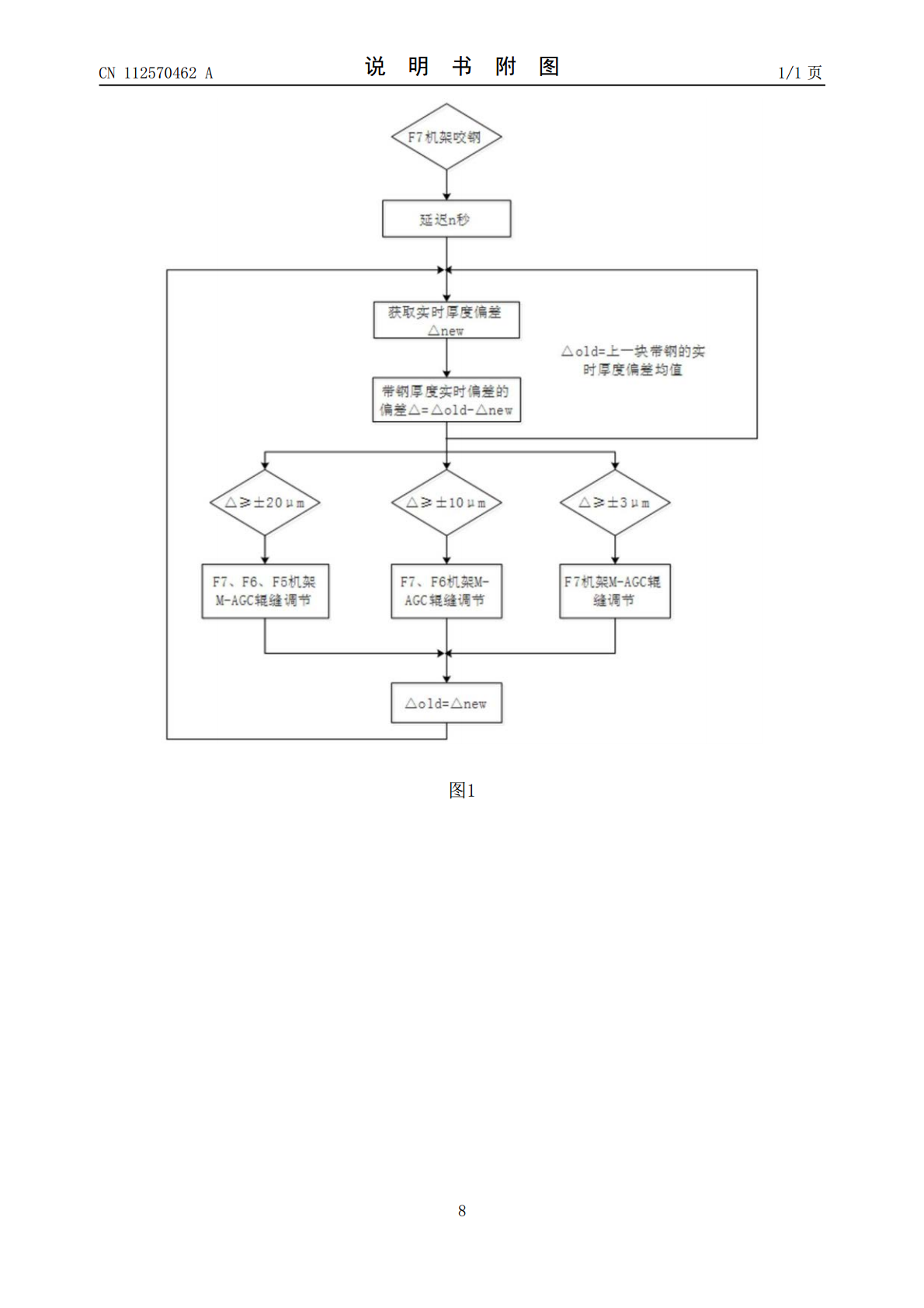
本发明涉及一种种提高带钢全长厚度精度的控制方法,所述控制方法包括以下步骤:步骤1:带钢厚度数据采样模块采样;步骤2:带钢厚度数据计算模块计算步骤3:辊缝调节模块带钢厚度实时偏差的偏差△,转换为不同机架的辊缝调节量;本发明根据测厚仪实际厚度和带钢目标厚度偏差,根据偏差大小,启用不同机架快速调节辊缝,改变带钢头部厚度。由于多机架同时作用,提高了监控AGC控制系统的响应速度,提高精轧带钢头部厚度精度。属于热轧生产技术领域。
一种提高桥梁用钢钢板的厚度精度的方法.pdf
本发明公开了一种提高桥梁用钢钢板的厚度精度的方法,特别适合于生产14~40mm厚的桥梁用钢钢板,生产时采用250mm厚的板坯,板坯加热时采用步进式加热炉,通过控制移动速度、温度、咬入速度、轧制速度以及前后摆动的距离、摆动速度为0.1m/s,不需要任何额外的投资或技术改造,在实际生产中容易实现,且能有效提高桥梁用钢的厚度精度。

提高板材轧机厚度控制精度的研究.docx
提高板材轧机厚度控制精度的研究提高板材轧机厚度控制精度的研究摘要:近年来,随着工业技术的快速发展,板材在各个行业的应用越来越广泛。而板材的厚度控制精度直接影响到产品的质量和性能,因此,提高板材轧机厚度控制精度成为了一个重要的研究课题。本文以板材轧机厚度控制精度为研究对象,综述了目前研究的进展,并针对其中存在的问题进行了分析和探讨。通过对传统的厚度控制方法进行改进和创新,提出了一种新的控制方案,并进行了实验验证。关键词:板材轧机,厚度控制,精度,方法改进,实验验证引言随着工业化进程的不断推进,越来越多的行业

一种提高超高强冷轧双相钢厚度精度的方法.pdf
本发明公开了一种提高超高强冷轧双相钢厚度精度的方法,层流冷却工序采用前段空冷后段水冷,水冷开始温度≥先共析铁素体的相变开始温度;且卷取工序的卷取温度≤先共析铁素体的相变结束温度。采用上述方法能够使先共析铁素体在较高冷速下相变,极大地缩短了铁素体中的碳向过冷奥氏体转变的量,降低了过冷奥氏体的淬透性,从而降低了卷取后应力诱导相变的发生,从而提高冷轧双相钢厚度精度;同时前段空冷增大了奥氏体的晶粒尺寸,降低了热轧带钢的屈服强度,可抵消部分后段先共析铁素体区水冷产生的增量,从而提供冷轧轧制通过率。
带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法.pdf
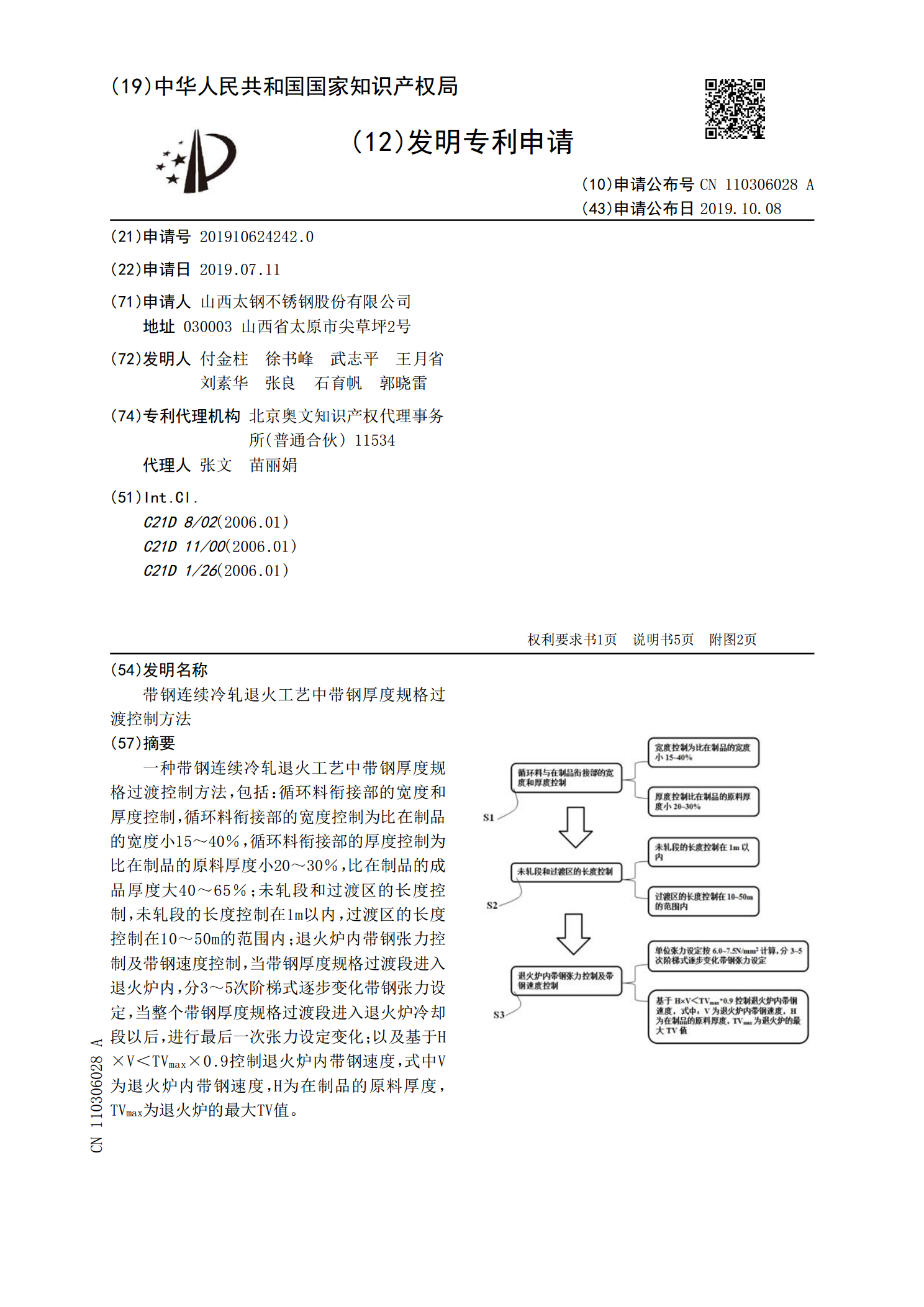
一种带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法,包括:循环料衔接部的宽度和厚度控制,循环料衔接部的宽度控制为比在制品的宽度小15~40%,循环料衔接部的厚度控制为比在制品的原料厚度小20~30%,比在制品的成品厚度大40~65%;未轧段和过渡区的长度控制,未轧段的长度控制在1m以内,过渡区的长度控制在10~50m的范围内;退火炉内带钢张力控制及带钢速度控制,当带钢厚度规格过渡段进入退火炉内,分3~5次阶梯式逐步变化带钢张力设定,当整个带钢厚度规格过渡段进入退火炉冷却段以后,进行最后一次张力设定变化;以