
一种用于高强钢车轮轮辋直缝的闪光焊接方法.pdf

黛娥****ak


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于高强钢车轮轮辋直缝的闪光焊接方法.pdf
本发明公开了一种用于高强钢车轮轮辋直缝的闪光焊接方法,主要解决现有高强钢车轮轮辋直缝焊接加工困难、焊接质量差、焊接成本高的技术问题。本发明提供的一种用于高强钢车轮轮辋直缝的闪光焊接方法,包括:1)清理钢板待焊表面;2)制备车轮轮辋毛坯,控制对接间隙为1.0‑2.0mm;3)对车轮轮辋毛坯进行焊接加工,先用二氧化碳气体保护焊对车轮轮辋毛坯的对接直缝进行定位预焊接;接着用闪光焊焊接工艺,对车轮轮辋毛坯的对接直缝进行焊接,顶锻距离为3‑7mm,顶锻时间为0.4‑0.6s。本发明方法焊接效率高,焊接质量好,形成的
一种用于薄壁圆筒状钢壳体直缝的等离子焊接方法.pdf
本发明公开了一种用于薄壁圆筒状钢壳体直缝的等离子焊接方法,主要解决现有用等离子焊接空调压缩机壳直缝、热水器内胆直缝等圆筒状钢壳体直缝时对接边的引弧部、收弧部存在的焊接质量差、补焊工作量大的技术问题。本发明提供的一种用于薄壁圆筒状钢壳体直缝的等离子焊接方法,包括:1)制备薄壁圆筒状钢壳体的平板板料;2)制备薄壁圆筒状钢壳体毛坯;3)采用等离子焊接工艺对薄壁圆筒状钢壳体毛坯进行焊接加工;4)将薄壁圆筒状钢壳体机加工至设计尺寸。本发明方法提高了薄壁圆筒状钢壳体直缝的焊接质量,焊接效率高,操作简便,焊接成本低。
一种汽车轮辋钢.pdf
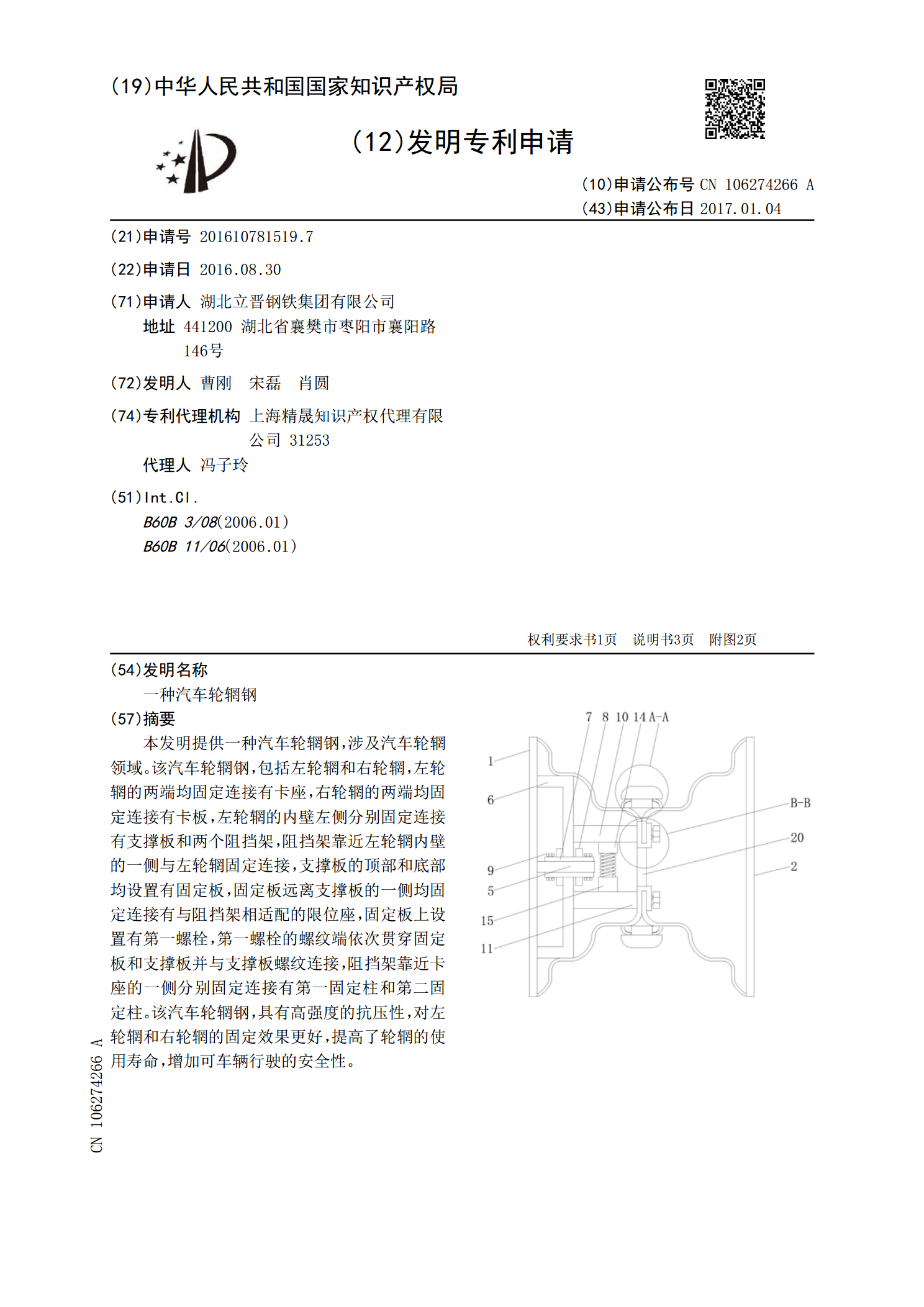
本发明提供一种汽车轮辋钢,涉及汽车轮辋领域。该汽车轮辋钢,包括左轮辋和右轮辋,左轮辋的两端均固定连接有卡座,右轮辋的两端均固定连接有卡板,左轮辋的内壁左侧分别固定连接有支撑板和两个阻挡架,阻挡架靠近左轮辋内壁的一侧与左轮辋固定连接,支撑板的顶部和底部均设置有固定板,固定板远离支撑板的一侧均固定连接有与阻挡架相适配的限位座,固定板上设置有第一螺栓,第一螺栓的螺纹端依次贯穿固定板和支撑板并与支撑板螺纹连接,阻挡架靠近卡座的一侧分别固定连接有第一固定柱和第二固定柱。该汽车轮辋钢,具有高强度的抗压性,对左轮辋和右

一种用于空调压缩机壳体直缝焊接的方法.pdf
本发明公开了一种用于空调压缩机壳体直缝焊接的方法,主要解决现有空调压缩机壳体的焊接直缝发生开裂和焊接接头存在气孔、咬边、未焊透、焊瘤等焊接质量问题。本发明提供的一种用于空调压缩机壳体直缝焊接的方法,包括:1)清理钢板待焊表面;2)制备空调压缩机壳体毛坯;3)对空调压缩机壳体毛坯进行焊接加工,将卷圆后的钢板的对接直缝进行焊接,采用等离子焊接工艺,电弧中心正对对接直缝的中心,控制焊枪沿焊缝中心进行移动焊接,焊接时焊枪与焊接前进水平方向的倾角为80~85度,焊接过程中焊缝正面采用气体保护,保护气体为Ar气,气体
一种用于汽车直缝焊管焊接装置.pdf
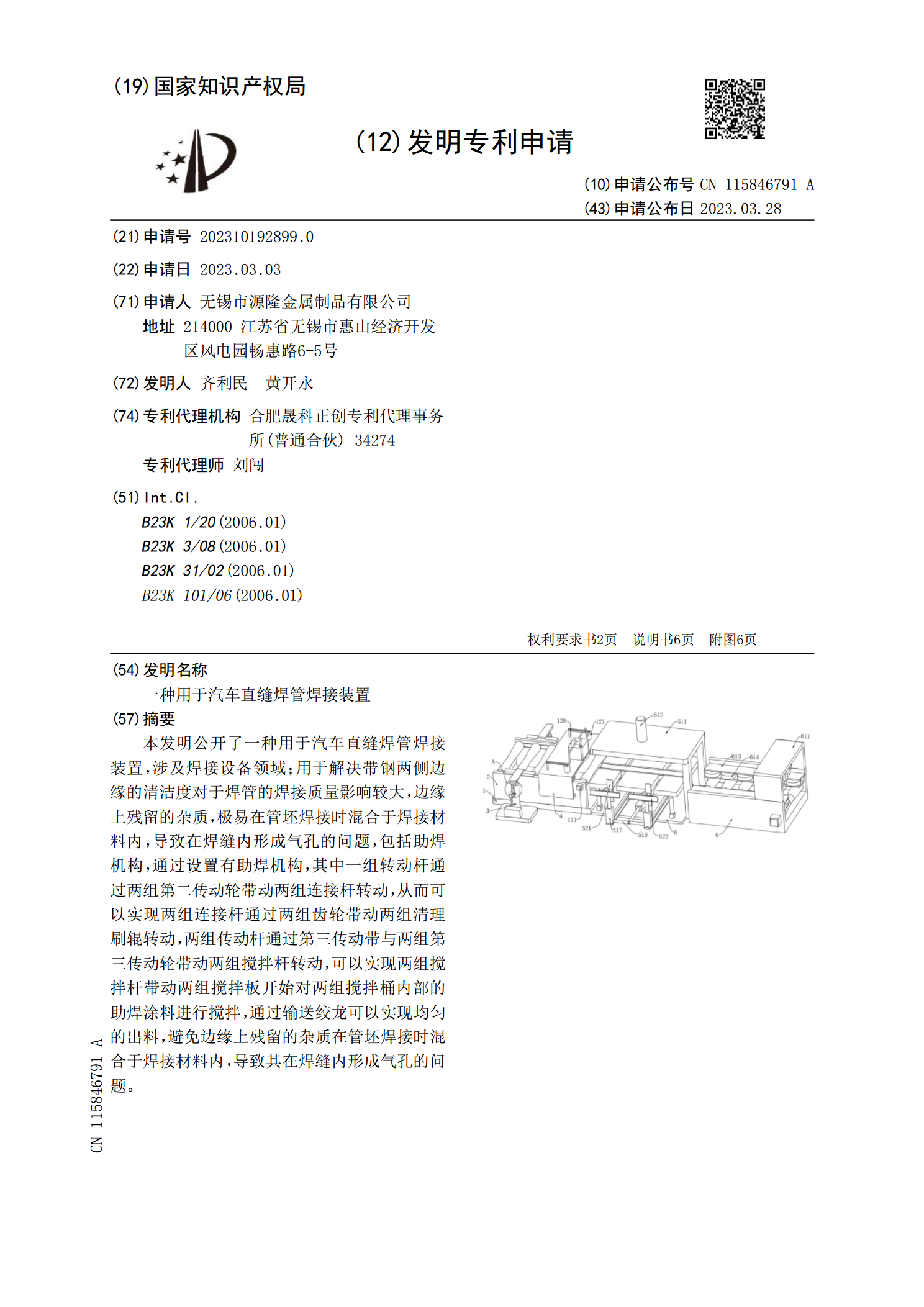
本发明公开了一种用于汽车直缝焊管焊接装置,涉及焊接设备领域;用于解决带钢两侧边缘的清洁度对于焊管的焊接质量影响较大,边缘上残留的杂质,极易在管坯焊接时混合于焊接材料内,导致在焊缝内形成气孔的问题,包括助焊机构,通过设置有助焊机构,其中一组转动杆通过两组第二传动轮带动两组连接杆转动,从而可以实现两组连接杆通过两组齿轮带动两组清理刷辊转动,两组传动杆通过第三传动带与两组第三传动轮带动两组搅拌杆转动,可以实现两组搅拌杆带动两组搅拌板开始对两组搅拌桶内部的助焊涂料进行搅拌,通过输送绞龙可以实现均匀的出料,避免边缘