
非晶合金带.pdf

书生****专家

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
非晶合金带.pdf
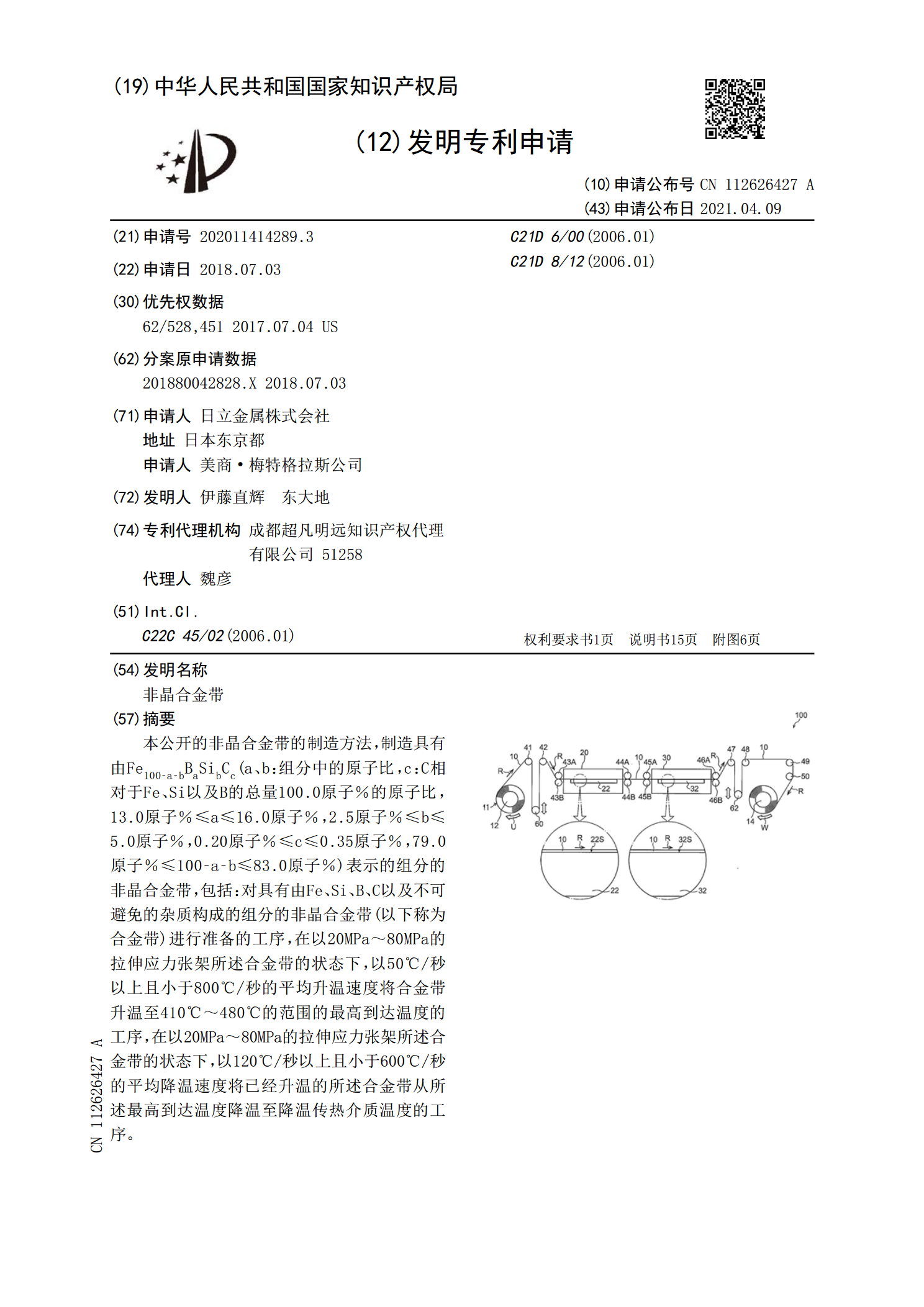
本公开的非晶合金带的制造方法,制造具有由Fe
非晶合金带及其制造方法、非晶合金带片.pdf
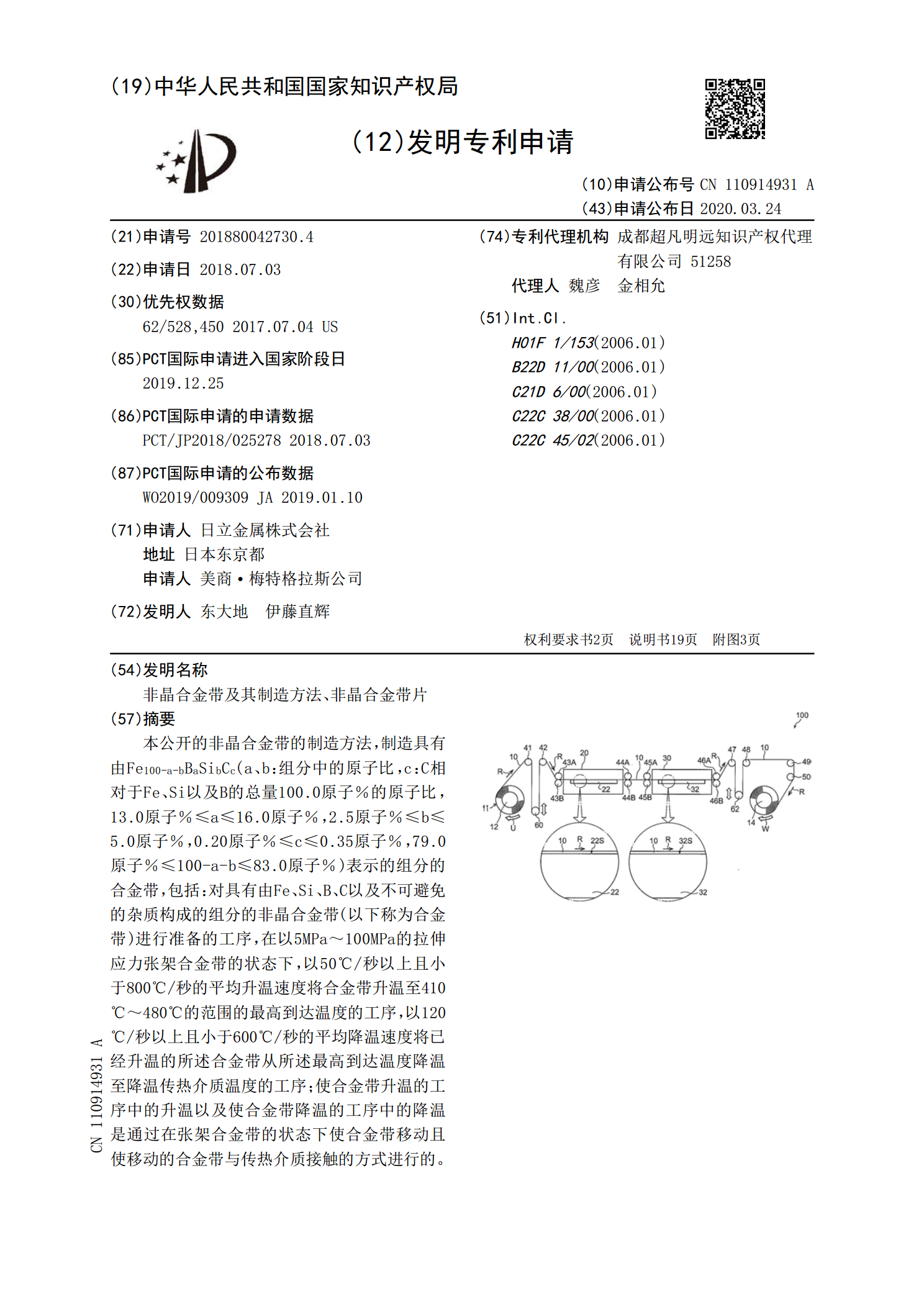
本公开的非晶合金带的制造方法,制造具有由Fe
非晶合金带及其制造方法.pdf
本公开的非晶合金带的制造方法,制造具有由Fe

一种非晶合金带材表面清洗方法及非晶合金带材.pdf
本发明公开了一种非晶合金带材表面清洗方法及非晶合金带材,属于非晶合金带材加工处理领域。其技术方案包括依次包括碱洗步骤和酸洗步骤,清洗时利用超声进行清洗,碱洗步骤的PH值为7‑10,碱洗液温度为40‑60℃,酸洗步骤PH值为4‑7,酸洗液温度为10‑25℃。本发明应用于非晶合金带材表面清洗方面,解决现有非晶合金带材表面因除残留切削液或油污而导致涂层涂敷工艺受到影响的问题,具有清洗效果好、清洗彻底且能够增加表面摩擦力,增强对涂层的附着力的特点。

非晶合金铁心支撑结构及非晶合金铁心加工方法.pdf
本发明涉及一种非晶合金铁心支撑结构及非晶合金铁心加工方法,所述非晶合金铁心支撑结构包括:外支撑框,所述外支撑框的外壁用于卷绕非晶合金带;内支撑框,所述内支撑框嵌设于所述外支撑框中,所述内支撑框包括第一支撑块与第二支撑块,所述第一支撑块的相对两端分别设有两个第一连接部,所述第二支撑块的相对两端分别设有两个第二连接部,两个所述第一连接部分别与两个所述第二连接部分别连接并围成矩形结构。如此结构,通过内支撑框和外支撑框的组合,有利于提高整体结构强度,避免长边的变形,保证大尺寸下的结构稳定性,同时加工过程简单,并且