
蜂窝结构体的制造方法以及蜂窝成形体.pdf

一条****淑淑


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
蜂窝结构体的制造方法以及蜂窝成形体.pdf
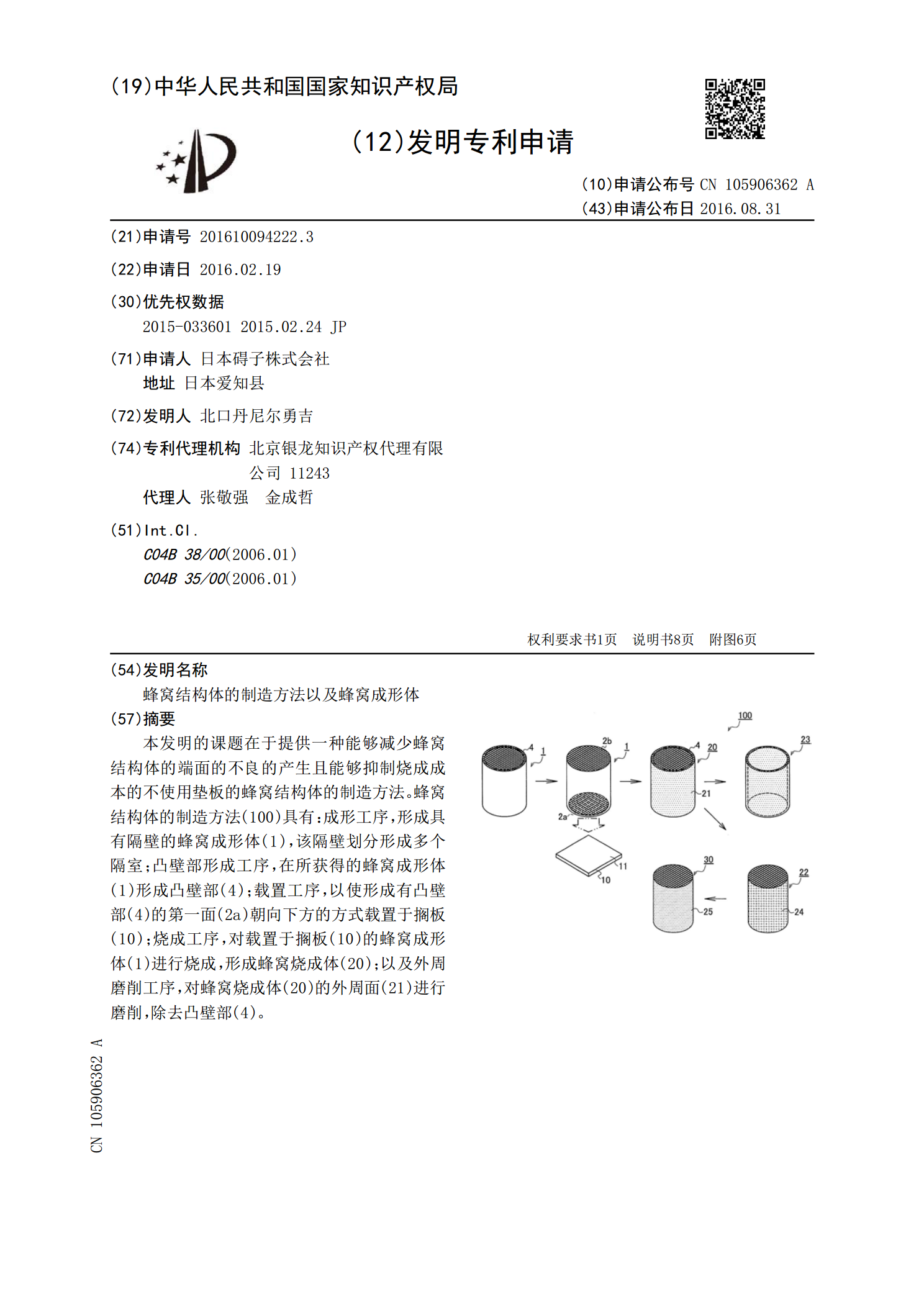
本发明的课题在于提供一种能够减少蜂窝结构体的端面的不良的产生且能够抑制烧成成本的不使用垫板的蜂窝结构体的制造方法。蜂窝结构体的制造方法(100)具有:成形工序,形成具有隔壁的蜂窝成形体(1),该隔壁划分形成多个隔室;凸壁部形成工序,在所获得的蜂窝成形体(1)形成凸壁部(4);载置工序,以使形成有凸壁部(4)的第一面(2a)朝向下方的方式载置于搁板(10);烧成工序,对载置于搁板(10)的蜂窝成形体(1)进行烧成,形成蜂窝烧成体(20);以及外周磨削工序,对蜂窝烧成体(20)的外周面(21)进行磨削,除去凸
蜂窝结构体的制造方法以及蜂窝成形体.pdf
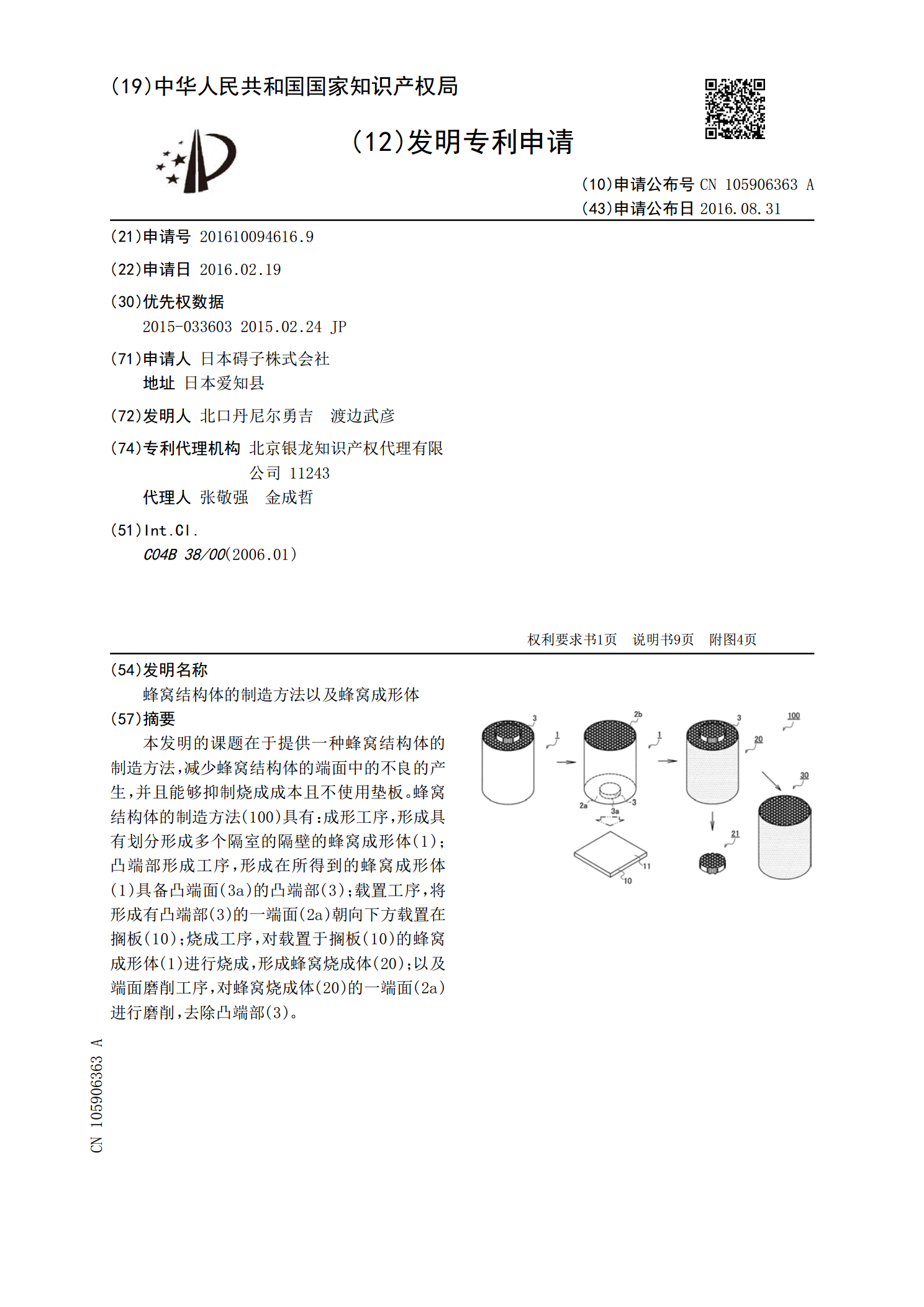
本发明的课题在于提供一种蜂窝结构体的制造方法,减少蜂窝结构体的端面中的不良的产生,并且能够抑制烧成成本且不使用垫板。蜂窝结构体的制造方法(100)具有:成形工序,形成具有划分形成多个隔室的隔壁的蜂窝成形体(1);凸端部形成工序,形成在所得到的蜂窝成形体(1)具备凸端面(3a)的凸端部(3);载置工序,将形成有凸端部(3)的一端面(2a)朝向下方载置在搁板(10);烧成工序,对载置于搁板(10)的蜂窝成形体(1)进行烧成,形成蜂窝烧成体(20);以及端面磨削工序,对蜂窝烧成体(20)的一端面(2a)进行磨削
蜂窝成形体的制造方法以及蜂窝结构体的制造方法.pdf
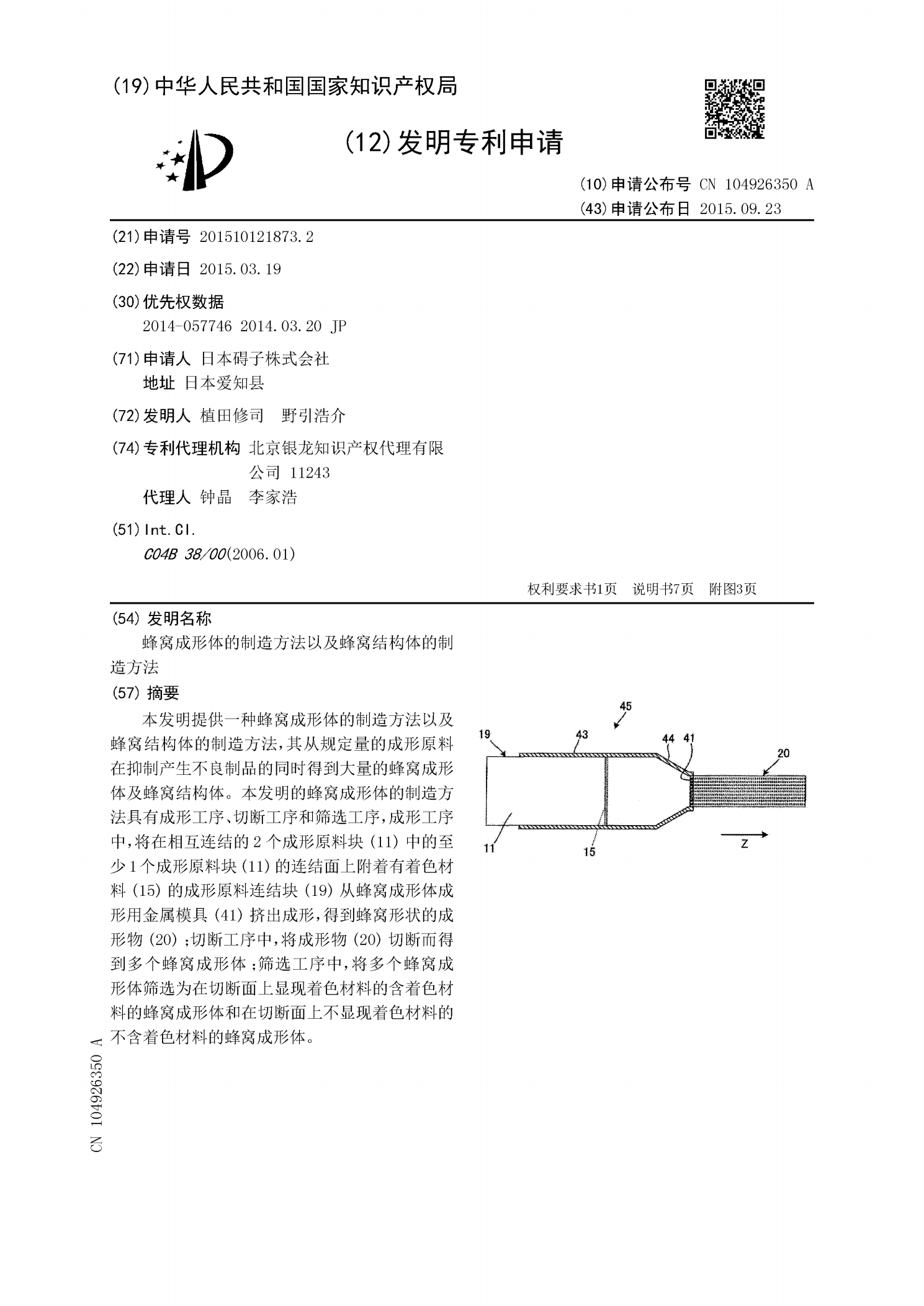
本发明提供一种蜂窝成形体的制造方法以及蜂窝结构体的制造方法,其从规定量的成形原料在抑制产生不良制品的同时得到大量的蜂窝成形体及蜂窝结构体。本发明的蜂窝成形体的制造方法具有成形工序、切断工序和筛选工序,成形工序中,将在相互连结的2个成形原料块(11)中的至少1个成形原料块(11)的连结面上附着有着色材料(15)的成形原料连结块(19)从蜂窝成形体成形用金属模具(41)挤出成形,得到蜂窝形状的成形物(20);切断工序中,将成形物(20)切断而得到多个蜂窝成形体;筛选工序中,将多个蜂窝成形体筛选为在切断面上显现
蜂窝结构体、以及蜂窝结构体的制造方法.pdf
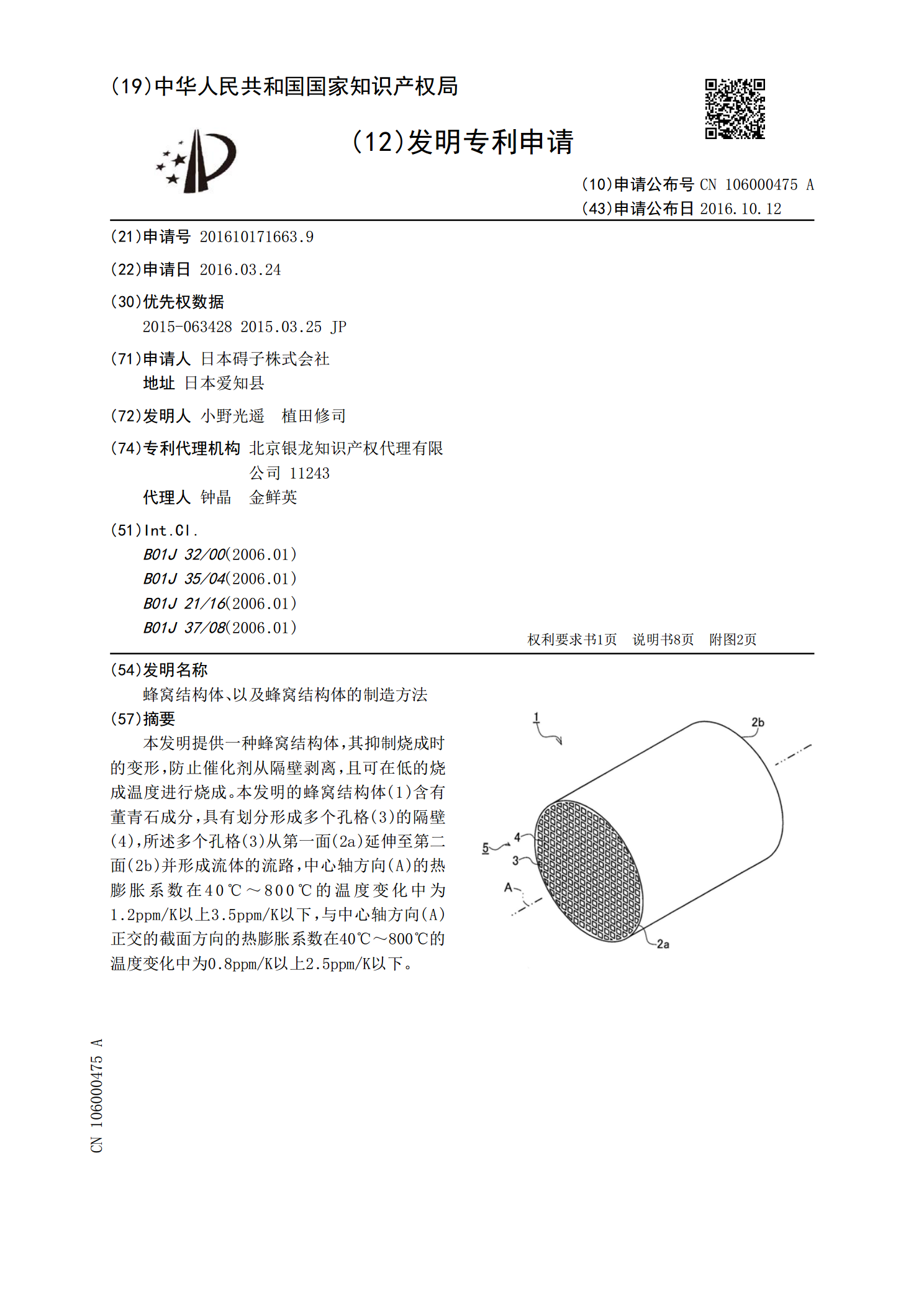
本发明提供一种蜂窝结构体,其抑制烧成时的变形,防止催化剂从隔壁剥离,且可在低的烧成温度进行烧成。本发明的蜂窝结构体(1)含有董青石成分,具有划分形成多个孔格(3)的隔壁(4),所述多个孔格(3)从第一面(2a)延伸至第二面(2b)并形成流体的流路,中心轴方向(A)的热膨胀系数在40℃~800℃的温度变化中为1.2ppm/K以上3.5ppm/K以下,与中心轴方向(A)正交的截面方向的热膨胀系数在40℃~800℃的温度变化中为0.8ppm/K以上2.5ppm/K以下。
蜂窝成形体的切断方法及蜂窝结构体的制造方法.pdf
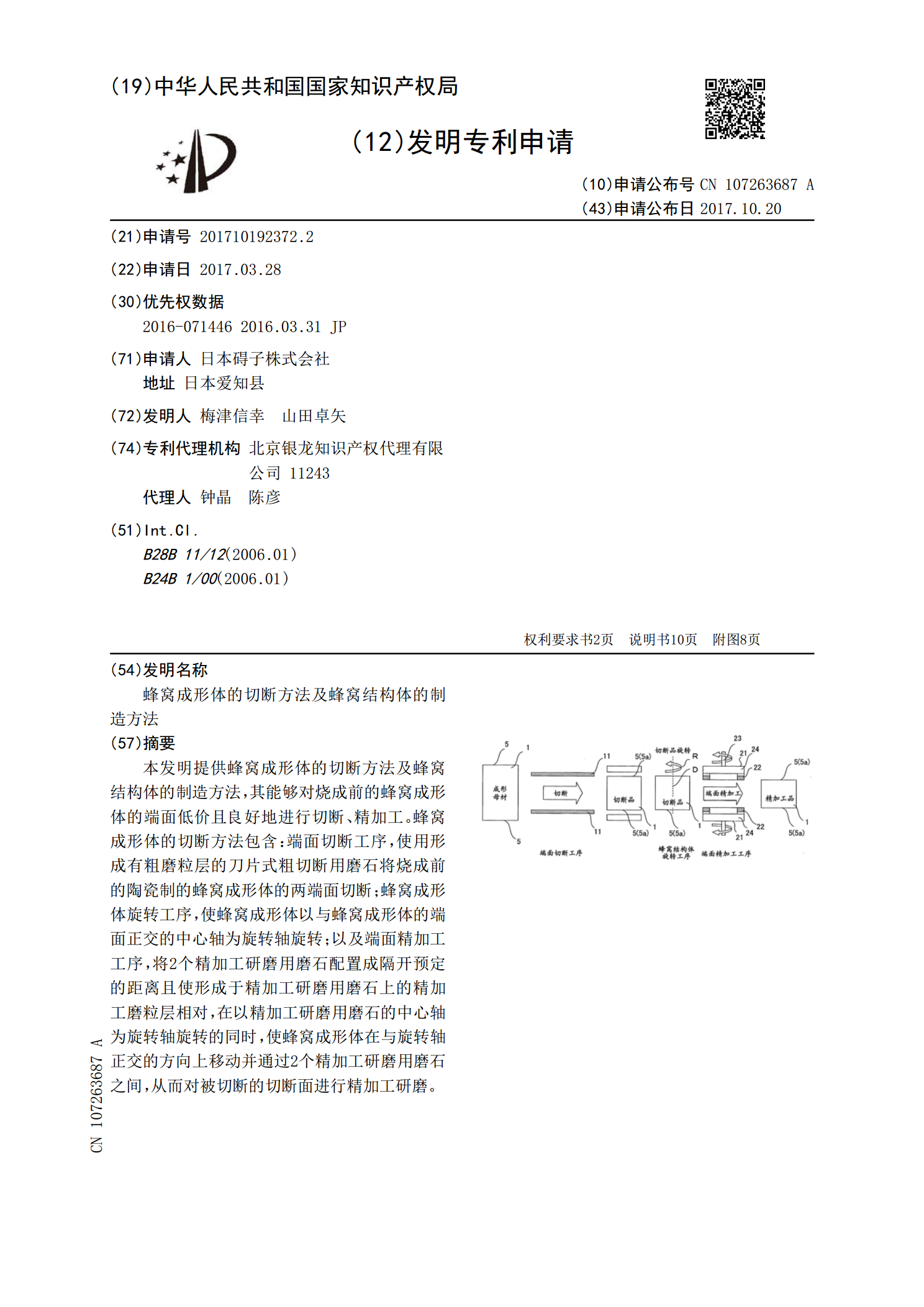
本发明提供蜂窝成形体的切断方法及蜂窝结构体的制造方法,其能够对烧成前的蜂窝成形体的端面低价且良好地进行切断、精加工。蜂窝成形体的切断方法包含:端面切断工序,使用形成有粗磨粒层的刀片式粗切断用磨石将烧成前的陶瓷制的蜂窝成形体的两端面切断;蜂窝成形体旋转工序,使蜂窝成形体以与蜂窝成形体的端面正交的中心轴为旋转轴旋转;以及端面精加工工序,将2个精加工研磨用磨石配置成隔开预定的距离且使形成于精加工研磨用磨石上的精加工磨粒层相对,在以精加工研磨用磨石的中心轴为旋转轴旋转的同时,使蜂窝成形体在与旋转轴正交的方向上移动