
成形体密度的预测方法和陶瓷烧成体的制造方法.pdf

梅雪****67


1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
成形体密度的预测方法和陶瓷烧成体的制造方法.pdf
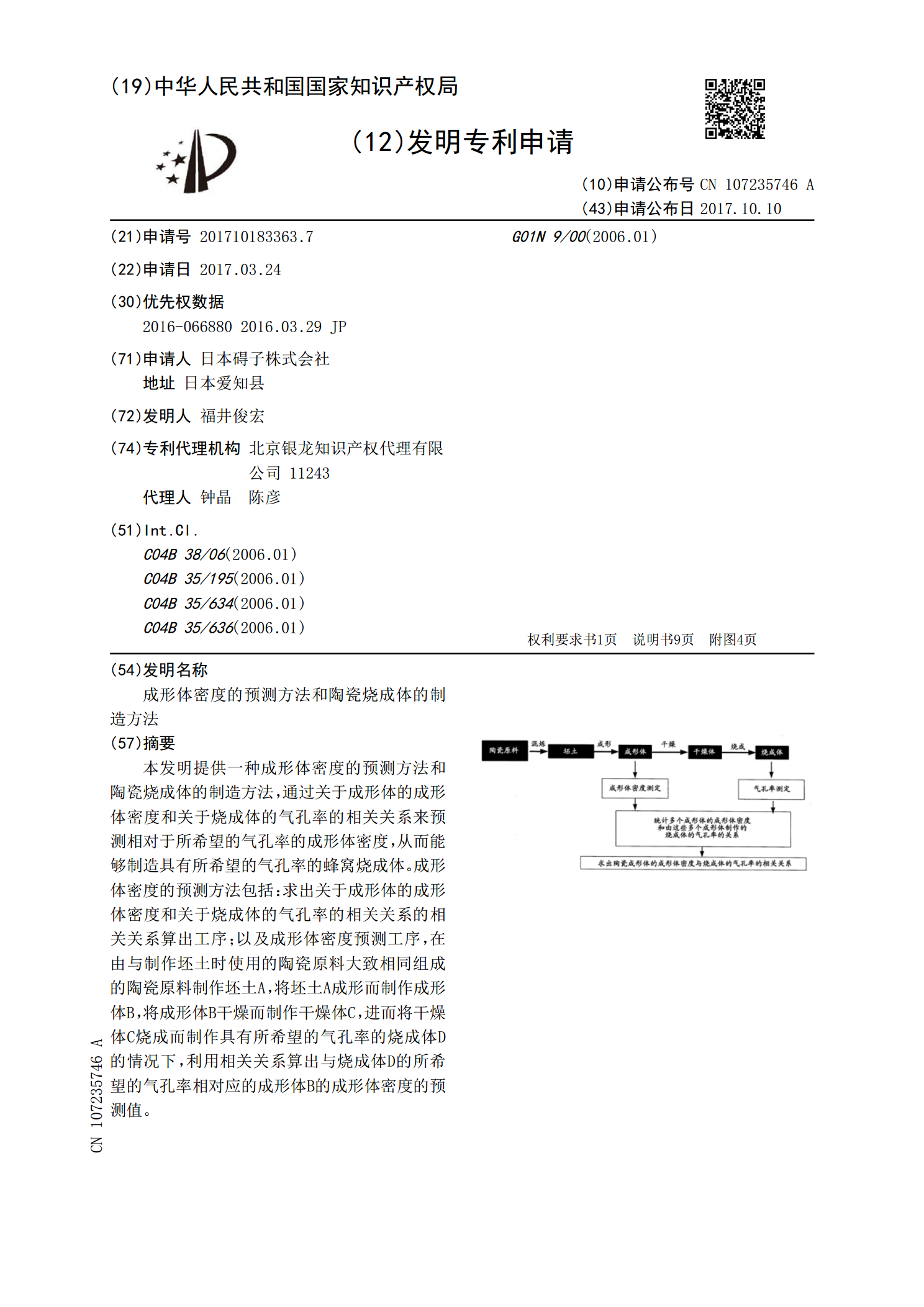
本发明提供一种成形体密度的预测方法和陶瓷烧成体的制造方法,通过关于成形体的成形体密度和关于烧成体的气孔率的相关关系来预测相对于所希望的气孔率的成形体密度,从而能够制造具有所希望的气孔率的蜂窝烧成体。成形体密度的预测方法包括:求出关于成形体的成形体密度和关于烧成体的气孔率的相关关系的相关关系算出工序;以及成形体密度预测工序,在由与制作坯土时使用的陶瓷原料大致相同组成的陶瓷原料制作坯土A,将坯土A成形而制作成形体B,将成形体B干燥而制作干燥体C,进而将干燥体C烧成而制作具有所希望的气孔率的烧成体D的情况下,利

陶瓷烧成体的制造方法.pdf
本发明涉及一种陶瓷烧成体的制造方法。随着框架经过烧成炉的次数增加,有时会在框架中积蓄变形。陶瓷烧成体的制造方法包括以下工序:收纳架(3)经过烧成炉(4)的工序;从经过了烧成炉(4)的收纳架(3)取出框架(2)的工序;使用所取出的框架(2)来构建待经过烧成炉(4)的新的收纳架(3)的工序;以及,按经过烧成炉(4)时的新的收纳架(3)中所包括的框架(2)的周向位置与经过了烧成炉(4)时被取出的框架(2)的周向位置不同的方式使框架(2)旋转的工序。

陶瓷蜂窝烧成体的制造方法.pdf
本发明为一种陶瓷蜂窝烧成体的制造方法,具备将生坯成形体(1)载置在烧成台(5)上的工序以及将烧成台(5)和生坯成形体(1)烧成的工序。烧成台(5)和生坯成形体(1)分别包含陶瓷原料且为具有隔壁的柱体,该隔壁形成多个流路,从流路的延伸方向观看时,两者的隔壁的端面的图案相互相同,在载置工序中,以生坯成形体(1)的隔壁(3)的下侧端面的全部与烧成台(5)的隔壁(3)的上侧端面接触的状态作为基准位置,使生坯成形体(1)在沿水平方向偏移规定距离的状态下,或者,在绕着生坯成形体(1)的铅垂轴(V)旋转规定角度(θ)的
封口材料和陶瓷蜂窝烧成体的制造方法.pdf
提供在低温(例如100~300℃)下固化,可得到与陶瓷蜂窝烧成体的间壁的优异的粘附性,并且可得到优异的耐热性的封口材料。含有水系的无机胶粘剂和钛酸铝系陶瓷粒子的封口材料。

陶瓷烧成体的制造方法、以及陶瓷成型体的烧成方法.pdf
本发明涉及一种陶瓷烧成体的制造方法、以及陶瓷成型体的烧成方法。本发明希望除去陶瓷成型体内的源自于有机粘合剂的碳成分,以免导致陶瓷烧成体发生开裂。陶瓷烧成体的制造方法包括以下工序:在烧成炉内对陶瓷成型体进行加热的工序;以及对氧浓度进行控制以使在陶瓷成型体的加热中烧成炉内的氧浓度发生波动的工序。