
一种钎焊蜂窝板的制造方法及蜂窝板.pdf

一只****ua


1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钎焊蜂窝板的制造方法及蜂窝板.pdf
本申请实施例中提供了一种钎焊蜂窝板的制造方法,该方法的步骤包括:将预先涂胶堆叠黏结成型的具有钎料层的复合铝箔拉伸成蜂窝状的铝蜂窝芯;将铝蜂窝芯固定在两块具有钎料层的胚板之间进行钎焊处理,获得蜂窝板。本申请采用拉伸法将胶合的铝箔拉伸成蜂窝状,再与铝板直接进行一次钎焊,使蜂窝芯材之间、芯材与铝板之间完全冶金结合,高效、低能耗。
一种钎焊蜂窝板的制造方法及蜂窝板.pdf
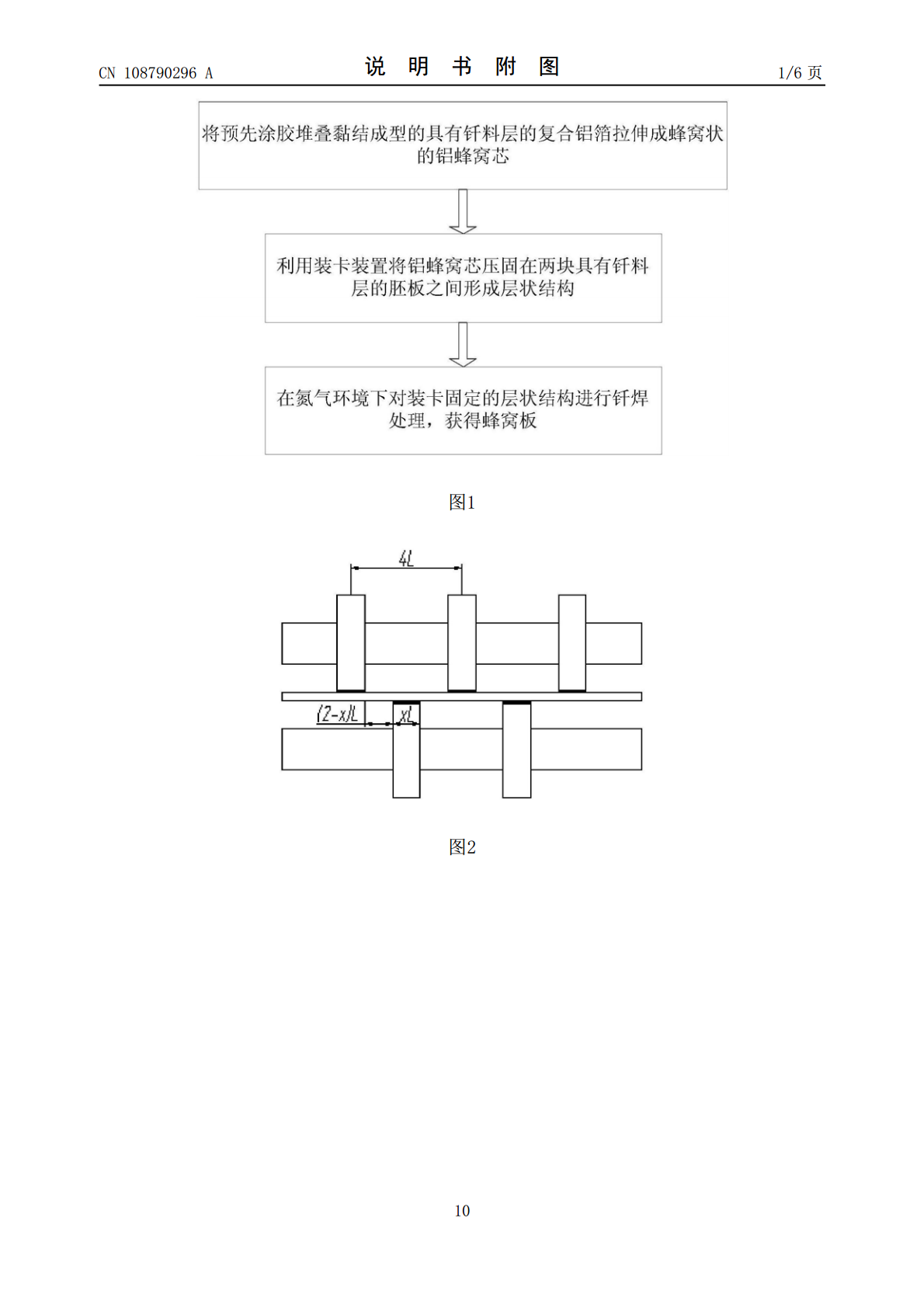
本申请实施例中提供了一种钎焊蜂窝板的制造方法,该方法的步骤包括:将预先涂胶堆叠黏结成型的具有钎料层的复合铝箔拉伸成蜂窝状的铝蜂窝芯;利用装卡装置将铝蜂窝芯压固在两块具有钎料层的胚板之间形成层状结构;在氮气环境下对装卡固定的层状结构进行钎焊处理,获得蜂窝板。本申请采用拉伸法将胶合的铝箔拉伸成蜂窝状,进行胶裂解处理后再与铝板直接进行一次钎焊,使蜂窝芯材之间、芯材与铝板之间完全冶金结合,高效、低能耗。
一种钎焊蜂窝板的制造方法及蜂窝板.pdf
本申请实施例中提供了一种钎焊蜂窝板的制造方法,该方法的步骤包括:将预先涂胶堆叠黏结成型的具有钎料层的复合铝箔拉伸成蜂窝状的铝蜂窝芯;对蜂窝状的铝蜂窝芯进行脱胶处理;将脱胶处理后的铝蜂窝芯固定在两块具有钎料层的胚板之间进行钎焊处理,获得蜂窝板。本申请采用拉伸法将胶合的铝箔拉伸成蜂窝状,进行胶裂解处理后再与铝板直接进行一次钎焊,使蜂窝芯材之间、芯材与铝板之间完全冶金结合,高效、低能耗。

蜂窝板制备方法及蜂窝板钎焊用夹具.pdf
本申请涉及铝蜂窝板钎焊技术领域,尤其是涉及一种蜂窝板制备方法及蜂窝板钎焊用夹具,蜂窝板制备方法包括如下步骤:对铝蜂窝芯以及一侧表面涂覆有钎料的铝合金面板进行表面预处理,去除表面氧化膜;利用夹具将两个铝合金面板的边沿和两者之间的铝蜂窝芯装配固定,并置于钎焊炉内进行钎焊,形成铝合金蜂窝板;焊接完成后,在钎焊炉内对铝合金蜂窝板进行淬火处理;淬火完成后,在钎焊炉内对铝合金蜂窝板进行人工时效,最后随炉冷却至室温。在保证铝蜂窝板强度的同时,由于钎焊、淬火、时效在同一炉内一体化顺次进行,降低了能耗,且实现了可热处理强化
一种钎焊蜂窝板的方法.pdf
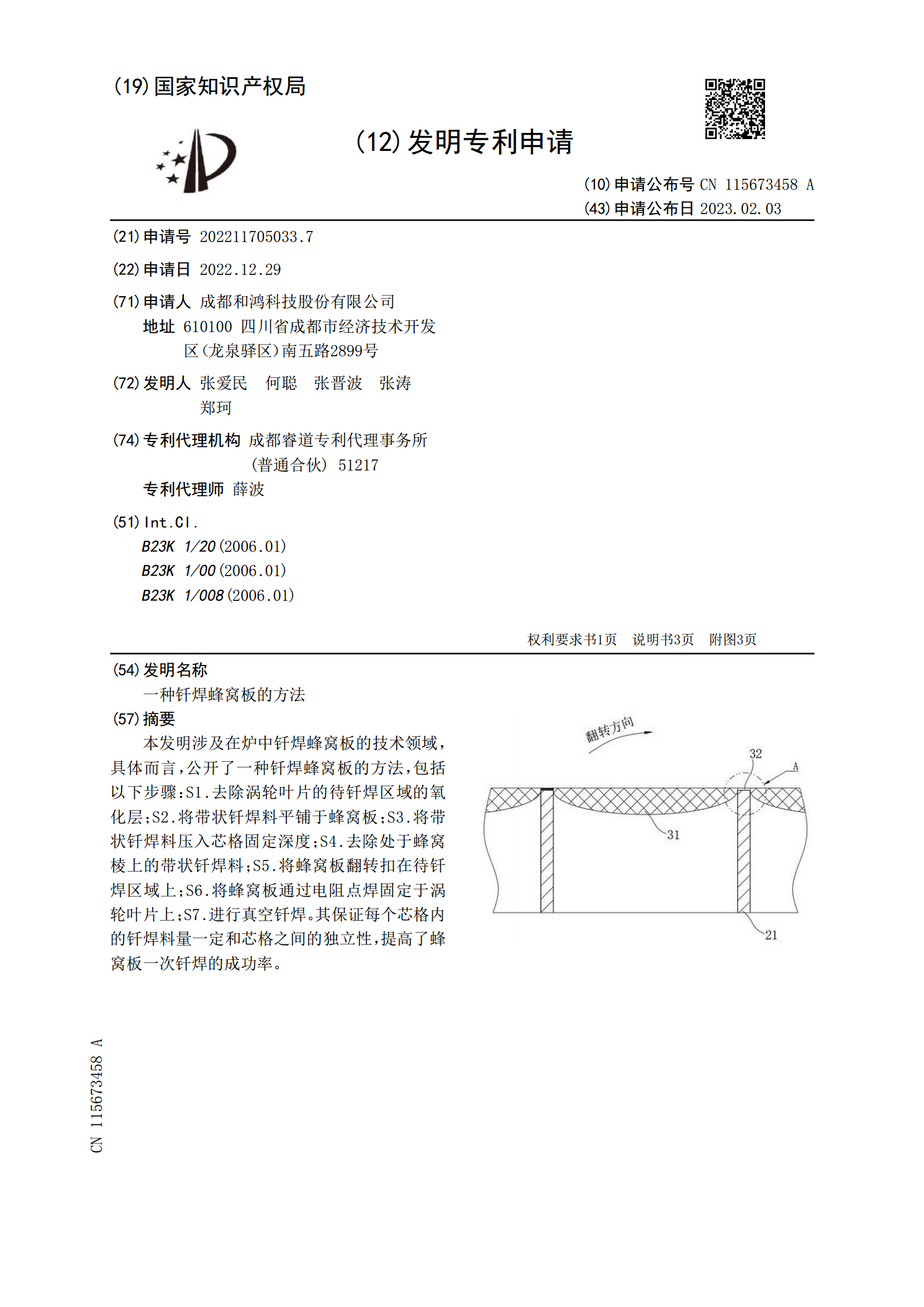
本发明涉及在炉中钎焊蜂窝板的技术领域,具体而言,公开了一种钎焊蜂窝板的方法,包括以下步骤:S1.去除涡轮叶片的待钎焊区域的氧化层;S2.将带状钎焊料平铺于蜂窝板;S3.将带状钎焊料压入芯格固定深度;S4.去除处于蜂窝棱上的带状钎焊料;S5.将蜂窝板翻转扣在待钎焊区域上;S6.将蜂窝板通过电阻点焊固定于涡轮叶片上;S7.进行真空钎焊。其保证每个芯格内的钎焊料量一定和芯格之间的独立性,提高了蜂窝板一次钎焊的成功率。