
蜂窝板制备方法及蜂窝板钎焊用夹具.pdf

书生****aa

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

蜂窝板制备方法及蜂窝板钎焊用夹具.pdf
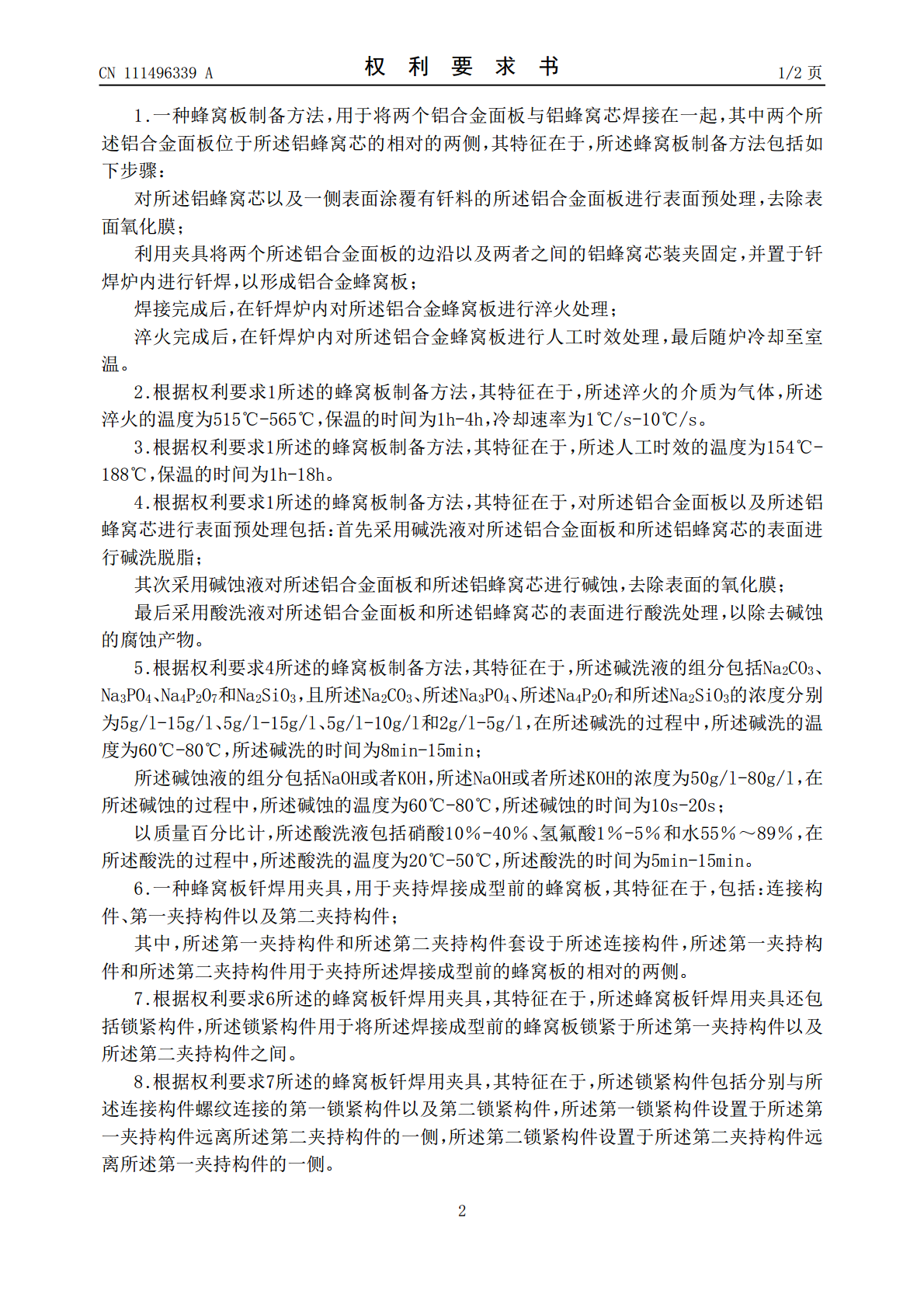
本申请涉及铝蜂窝板钎焊技术领域,尤其是涉及一种蜂窝板制备方法及蜂窝板钎焊用夹具,蜂窝板制备方法包括如下步骤:对铝蜂窝芯以及一侧表面涂覆有钎料的铝合金面板进行表面预处理,去除表面氧化膜;利用夹具将两个铝合金面板的边沿和两者之间的铝蜂窝芯装配固定,并置于钎焊炉内进行钎焊,形成铝合金蜂窝板;焊接完成后,在钎焊炉内对铝合金蜂窝板进行淬火处理;淬火完成后,在钎焊炉内对铝合金蜂窝板进行人工时效,最后随炉冷却至室温。在保证铝蜂窝板强度的同时,由于钎焊、淬火、时效在同一炉内一体化顺次进行,降低了能耗,且实现了可热处理强化
一种钎焊蜂窝板的制造方法及蜂窝板.pdf
本申请实施例中提供了一种钎焊蜂窝板的制造方法,该方法的步骤包括:将预先涂胶堆叠黏结成型的具有钎料层的复合铝箔拉伸成蜂窝状的铝蜂窝芯;对蜂窝状的铝蜂窝芯进行脱胶处理;将脱胶处理后的铝蜂窝芯固定在两块具有钎料层的胚板之间进行钎焊处理,获得蜂窝板。本申请采用拉伸法将胶合的铝箔拉伸成蜂窝状,进行胶裂解处理后再与铝板直接进行一次钎焊,使蜂窝芯材之间、芯材与铝板之间完全冶金结合,高效、低能耗。
一种钎焊蜂窝板的制造方法及蜂窝板.pdf
本申请实施例中提供了一种钎焊蜂窝板的制造方法,该方法的步骤包括:将预先涂胶堆叠黏结成型的具有钎料层的复合铝箔拉伸成蜂窝状的铝蜂窝芯;将铝蜂窝芯固定在两块具有钎料层的胚板之间进行钎焊处理,获得蜂窝板。本申请采用拉伸法将胶合的铝箔拉伸成蜂窝状,再与铝板直接进行一次钎焊,使蜂窝芯材之间、芯材与铝板之间完全冶金结合,高效、低能耗。
一种钎焊蜂窝板的制造方法及蜂窝板.pdf
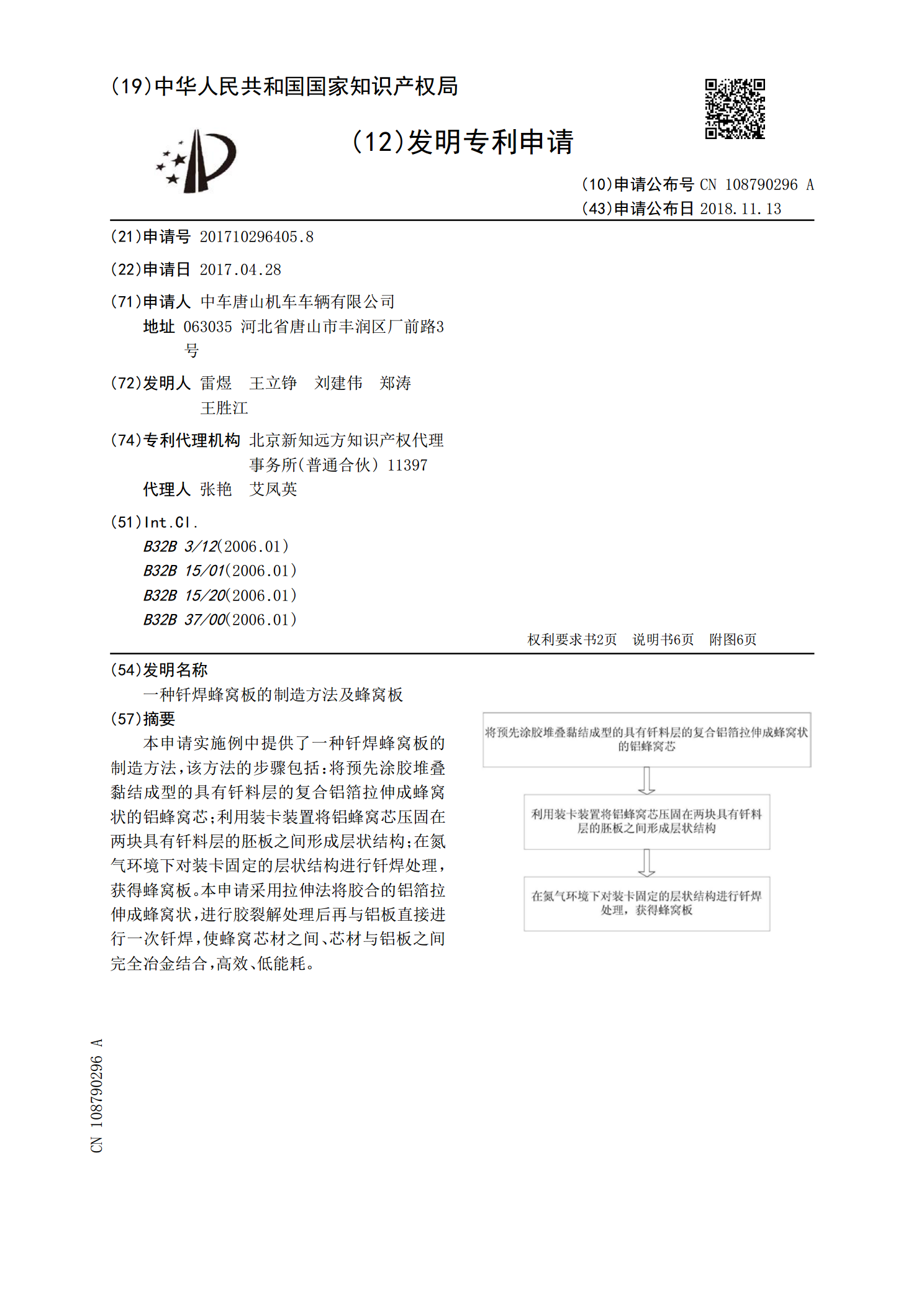
本申请实施例中提供了一种钎焊蜂窝板的制造方法,该方法的步骤包括:将预先涂胶堆叠黏结成型的具有钎料层的复合铝箔拉伸成蜂窝状的铝蜂窝芯;利用装卡装置将铝蜂窝芯压固在两块具有钎料层的胚板之间形成层状结构;在氮气环境下对装卡固定的层状结构进行钎焊处理,获得蜂窝板。本申请采用拉伸法将胶合的铝箔拉伸成蜂窝状,进行胶裂解处理后再与铝板直接进行一次钎焊,使蜂窝芯材之间、芯材与铝板之间完全冶金结合,高效、低能耗。
一种铝蜂窝板钎焊用夹具及钎焊工艺.pdf
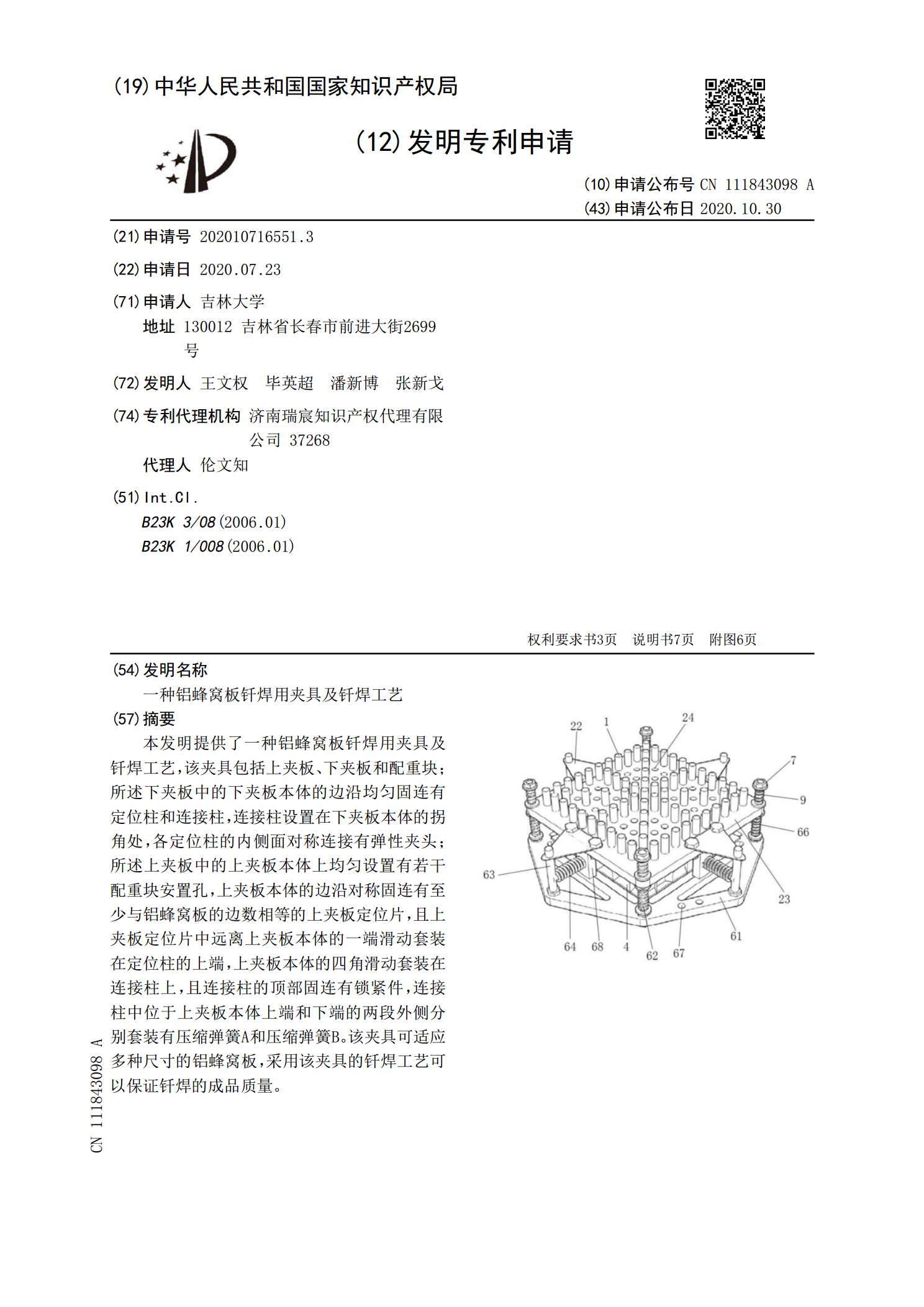
本发明提供了一种铝蜂窝板钎焊用夹具及钎焊工艺,该夹具包括上夹板、下夹板和配重块;所述下夹板中的下夹板本体的边沿均匀固连有定位柱和连接柱,连接柱设置在下夹板本体的拐角处,各定位柱的内侧面对称连接有弹性夹头;所述上夹板中的上夹板本体上均匀设置有若干配重块安置孔,上夹板本体的边沿对称固连有至少与铝蜂窝板的边数相等的上夹板定位片,且上夹板定位片中远离上夹板本体的一端滑动套装在定位柱的上端,上夹板本体的四角滑动套装在连接柱上,且连接柱的顶部固连有锁紧件,连接柱中位于上夹板本体上端和下端的两段外侧分别套装有压缩弹簧A