
一种金属蜂窝芯体的制备方法.pdf

努力****恨风

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属蜂窝芯体的制备方法.pdf
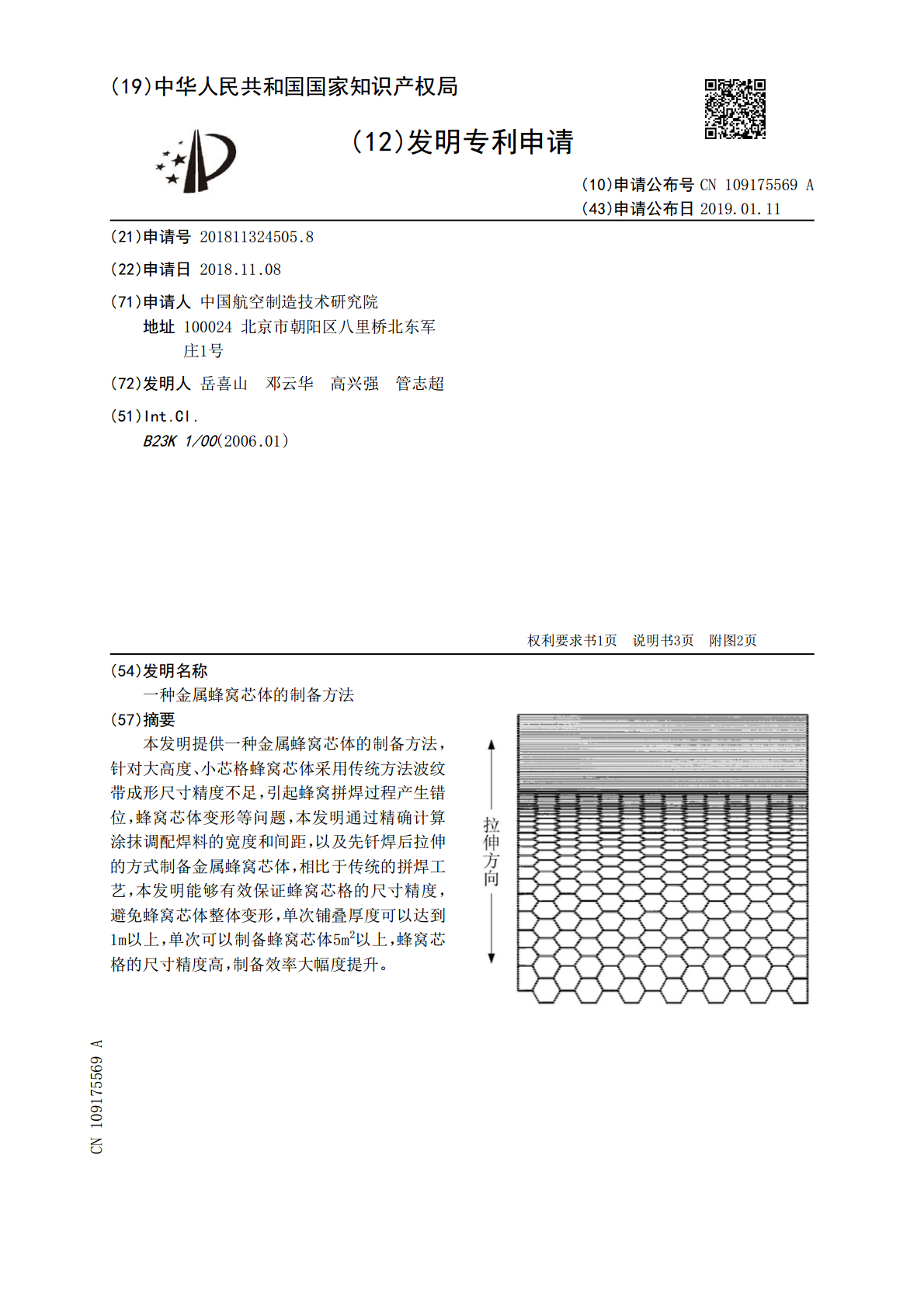
本发明提供一种金属蜂窝芯体的制备方法,针对大高度、小芯格蜂窝芯体采用传统方法波纹带成形尺寸精度不足,引起蜂窝拼焊过程产生错位,蜂窝芯体变形等问题,本发明通过精确计算涂抹调配焊料的宽度和间距,以及先钎焊后拉伸的方式制备金属蜂窝芯体,相比于传统的拼焊工艺,本发明能够有效保证蜂窝芯格的尺寸精度,避免蜂窝芯体整体变形,单次铺叠厚度可以达到1m以上,单次可以制备蜂窝芯体5m

一种金属蜂窝芯的制备方法及金属蜂窝板的制备方法.pdf
本发明属于铝制蜂窝芯的加工技术领域,尤其是一种金属蜂窝芯的制备方法及金属蜂窝板的制备方法。金属蜂窝芯的制备方法包括如下步骤:S1、准备焊料和阻焊支撑料置于涂布机中;S2、将箔材送入涂布机;S3、利用涂布机在箔材表面以等间距间隔涂布阻焊支撑料和焊料,箔材上涂布焊料的区域为结合区,涂布阻焊支撑料的区域为支撑区,结合区和支撑区一一交错排布;S4、将箔材按需要的长度进行裁切然后叠层;S5、炉内钎焊或扩散焊;S6、焊后拉伸成金属蜂窝芯成品。它解决了现有金属蜂窝芯制备工艺中钎焊材料漫流后箔材结合无法分开的技术缺陷。阻
金属蜂窝芯材及金属蜂窝板的制备方法.pdf
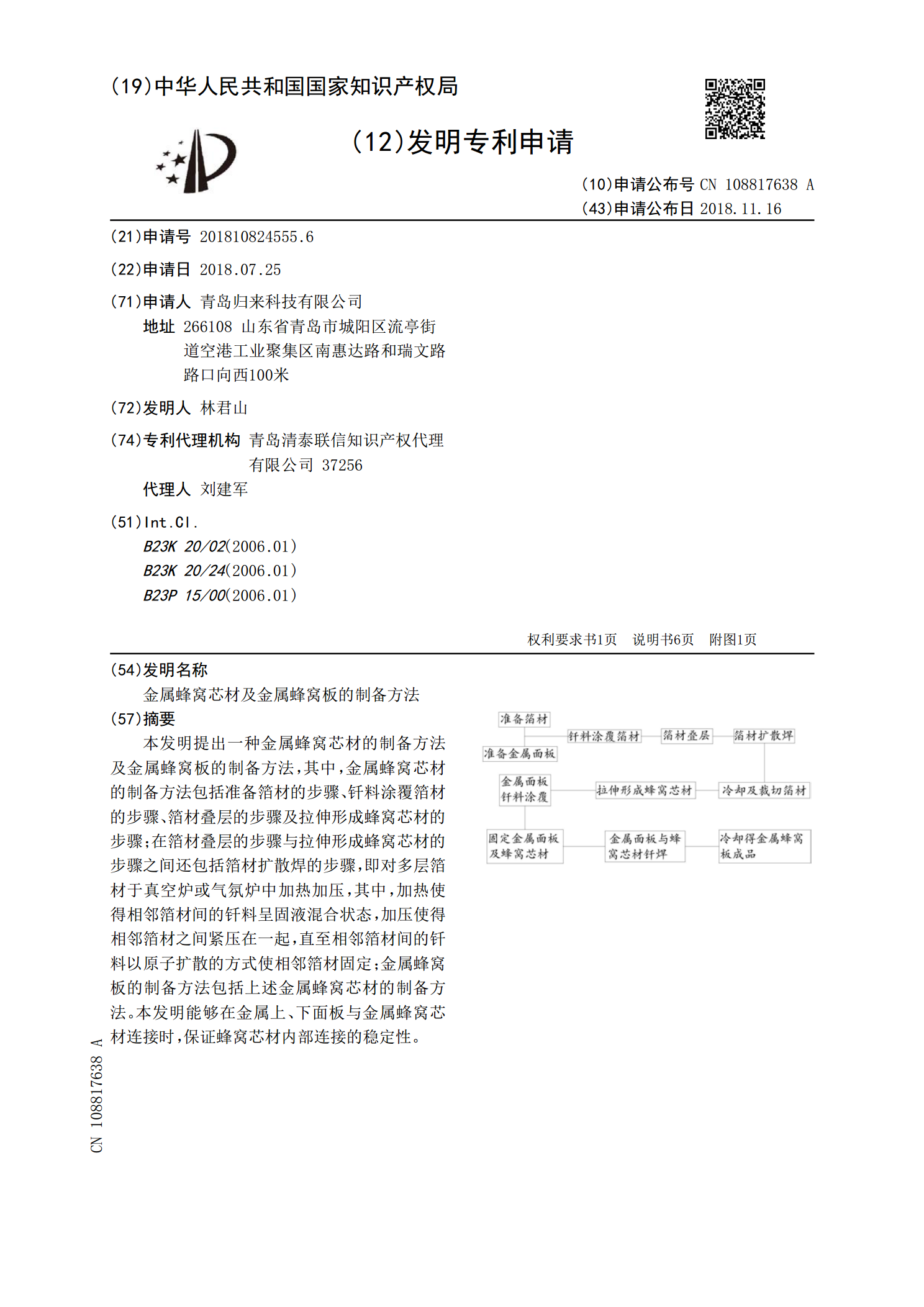
本发明提出一种金属蜂窝芯材的制备方法及金属蜂窝板的制备方法,其中,金属蜂窝芯材的制备方法包括准备箔材的步骤、钎料涂覆箔材的步骤、箔材叠层的步骤及拉伸形成蜂窝芯材的步骤;在箔材叠层的步骤与拉伸形成蜂窝芯材的步骤之间还包括箔材扩散焊的步骤,即对多层箔材于真空炉或气氛炉中加热加压,其中,加热使得相邻箔材间的钎料呈固液混合状态,加压使得相邻箔材之间紧压在一起,直至相邻箔材间的钎料以原子扩散的方式使相邻箔材固定;金属蜂窝板的制备方法包括上述金属蜂窝芯材的制备方法。本发明能够在金属上、下面板与金属蜂窝芯材连接时,保证
一种金属蜂窝芯的制备方法及实现该方法的装置.pdf
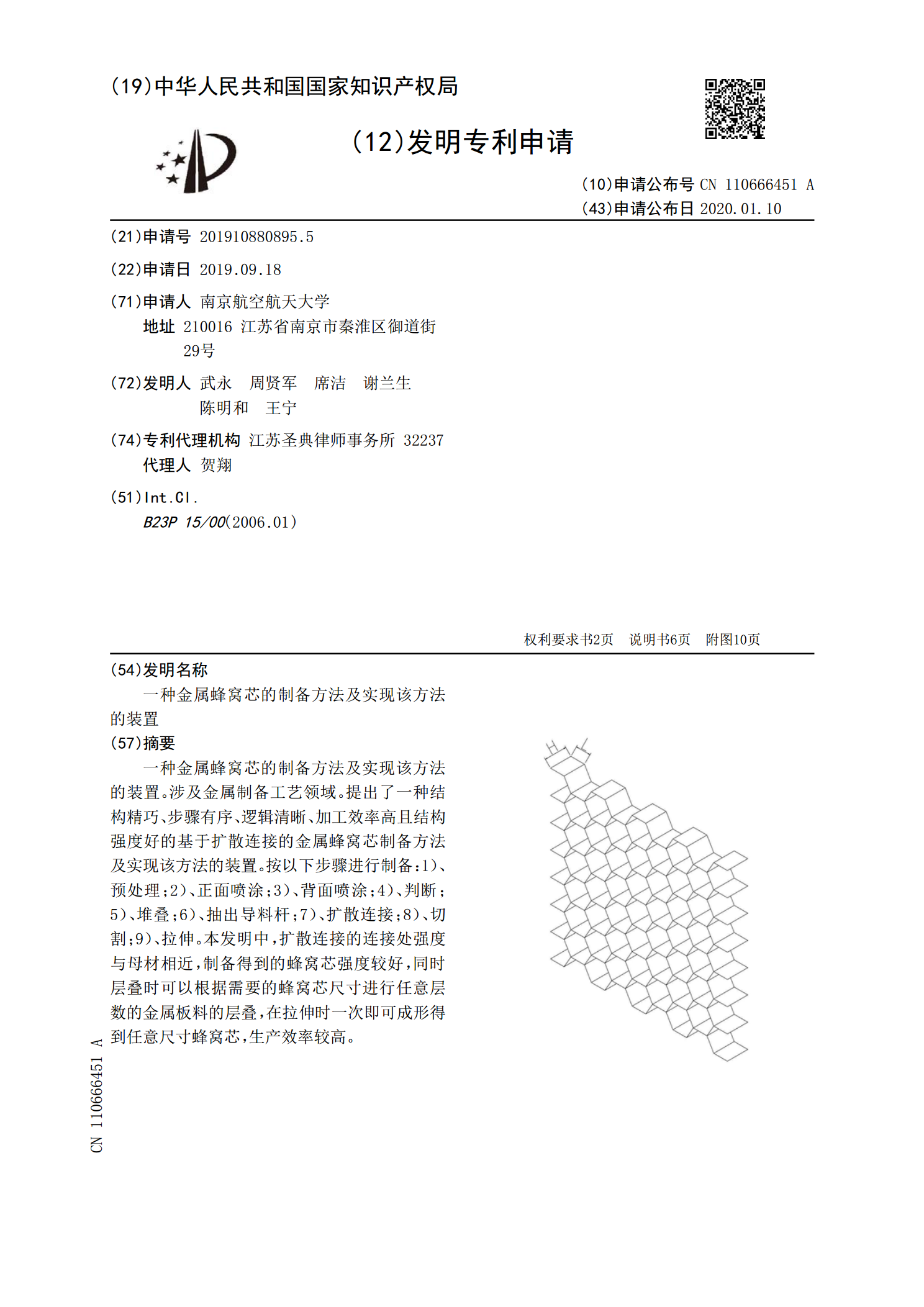
一种金属蜂窝芯的制备方法及实现该方法的装置。涉及金属制备工艺领域。提出了一种结构精巧、步骤有序、逻辑清晰、加工效率高且结构强度好的基于扩散连接的金属蜂窝芯制备方法及实现该方法的装置。按以下步骤进行制备:1)、预处理;2)、正面喷涂;3)、背面喷涂;4)、判断;5)、堆叠;6)、抽出导料杆;7)、扩散连接;8)、切割;9)、拉伸。本发明中,扩散连接的连接处强度与母材相近,制备得到的蜂窝芯强度较好,同时层叠时可以根据需要的蜂窝芯尺寸进行任意层数的金属板料的层叠,在拉伸时一次即可成形得到任意尺寸蜂窝芯,生产效率
一种蜂窝芯体制备方法.pdf
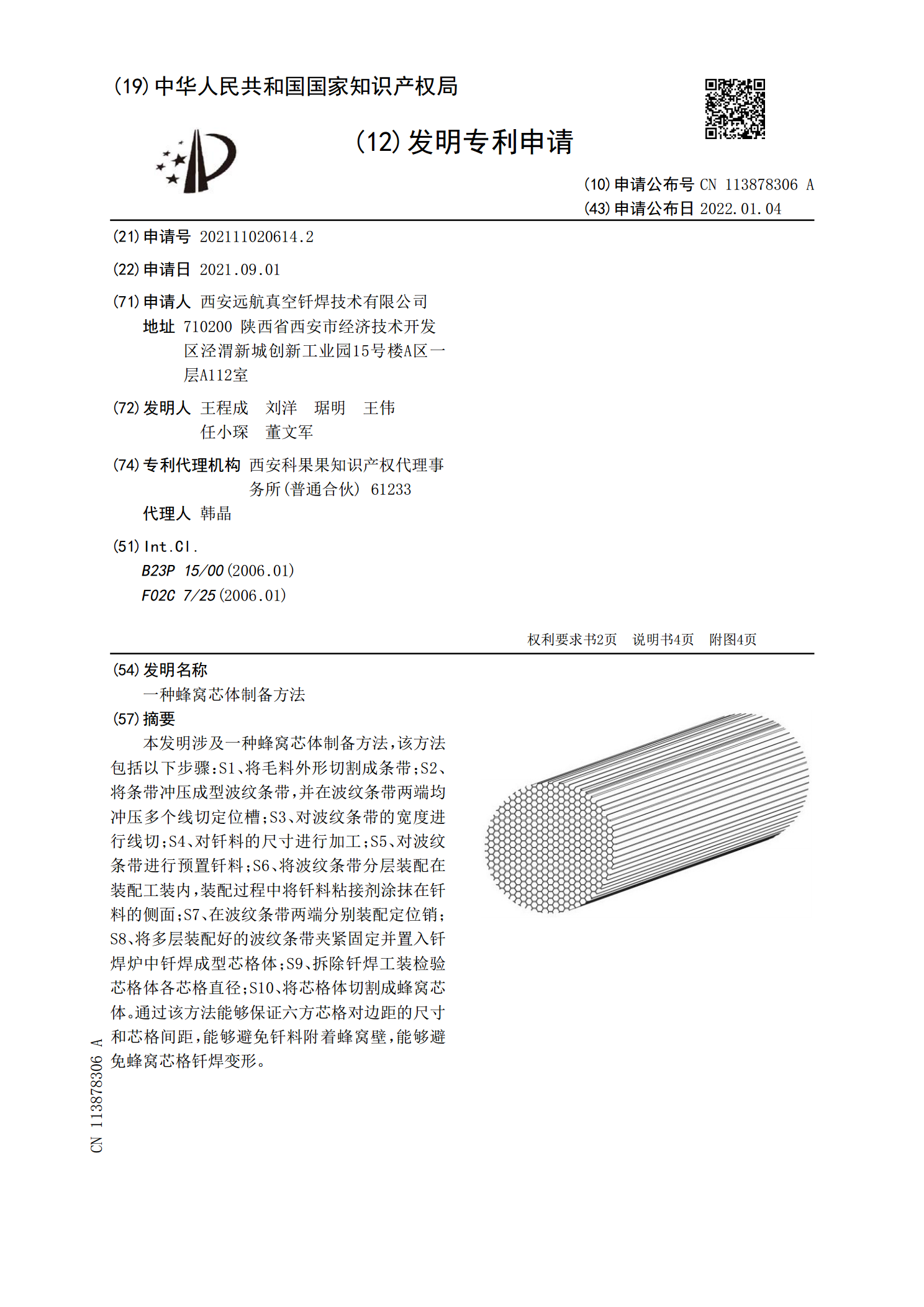
本发明涉及一种蜂窝芯体制备方法,该方法包括以下步骤:S1、将毛料外形切割成条带;S2、将条带冲压成型波纹条带,并在波纹条带两端均冲压多个线切定位槽;S3、对波纹条带的宽度进行线切;S4、对钎料的尺寸进行加工;S5、对波纹条带进行预置钎料;S6、将波纹条带分层装配在装配工装内,装配过程中将钎料粘接剂涂抹在钎料的侧面;S7、在波纹条带两端分别装配定位销;S8、将多层装配好的波纹条带夹紧固定并置入钎焊炉中钎焊成型芯格体;S9、拆除钎焊工装检验芯格体各芯格直径;S10、将芯格体切割成蜂窝芯体。通过该方法能够保证六