
金属蜂窝芯材及金属蜂窝板的制备方法.pdf

小云****66

1/9
2/9
3/9
4/9

5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金属蜂窝芯材及金属蜂窝板的制备方法.pdf
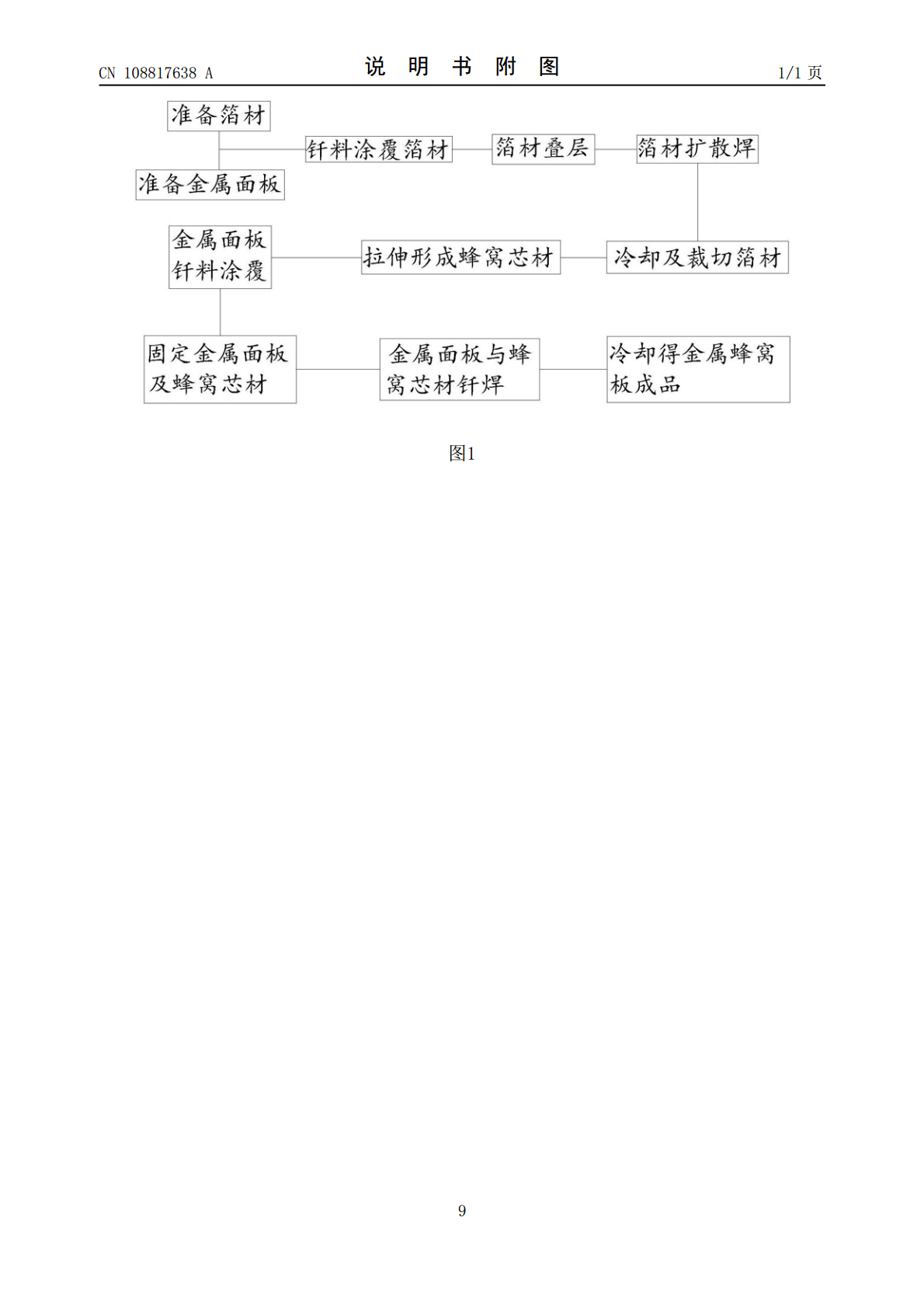
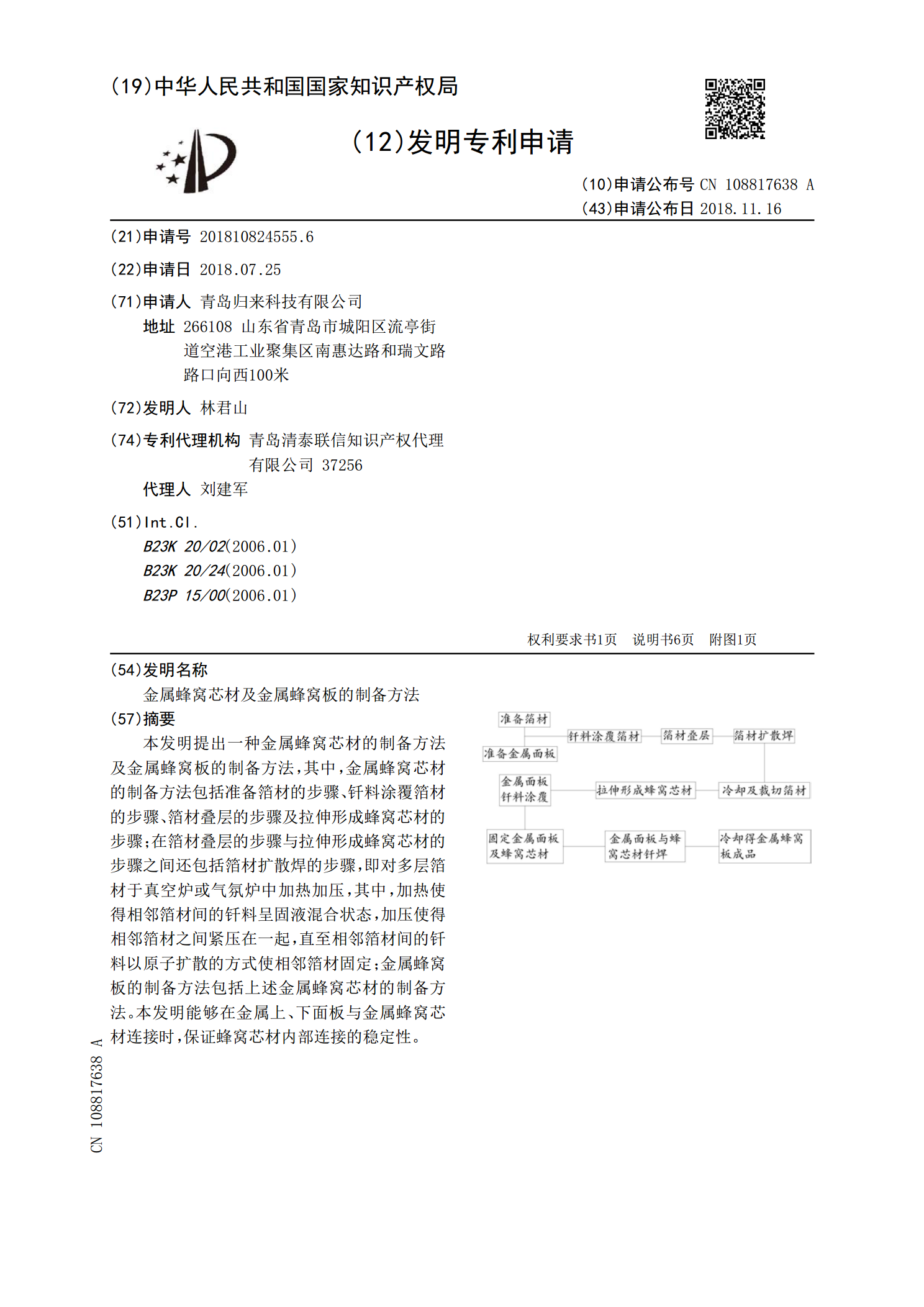
本发明提出一种金属蜂窝芯材的制备方法及金属蜂窝板的制备方法,其中,金属蜂窝芯材的制备方法包括准备箔材的步骤、钎料涂覆箔材的步骤、箔材叠层的步骤及拉伸形成蜂窝芯材的步骤;在箔材叠层的步骤与拉伸形成蜂窝芯材的步骤之间还包括箔材扩散焊的步骤,即对多层箔材于真空炉或气氛炉中加热加压,其中,加热使得相邻箔材间的钎料呈固液混合状态,加压使得相邻箔材之间紧压在一起,直至相邻箔材间的钎料以原子扩散的方式使相邻箔材固定;金属蜂窝板的制备方法包括上述金属蜂窝芯材的制备方法。本发明能够在金属上、下面板与金属蜂窝芯材连接时,保证
金属蜂窝芯材及蜂窝三明治板的制备方法.pdf
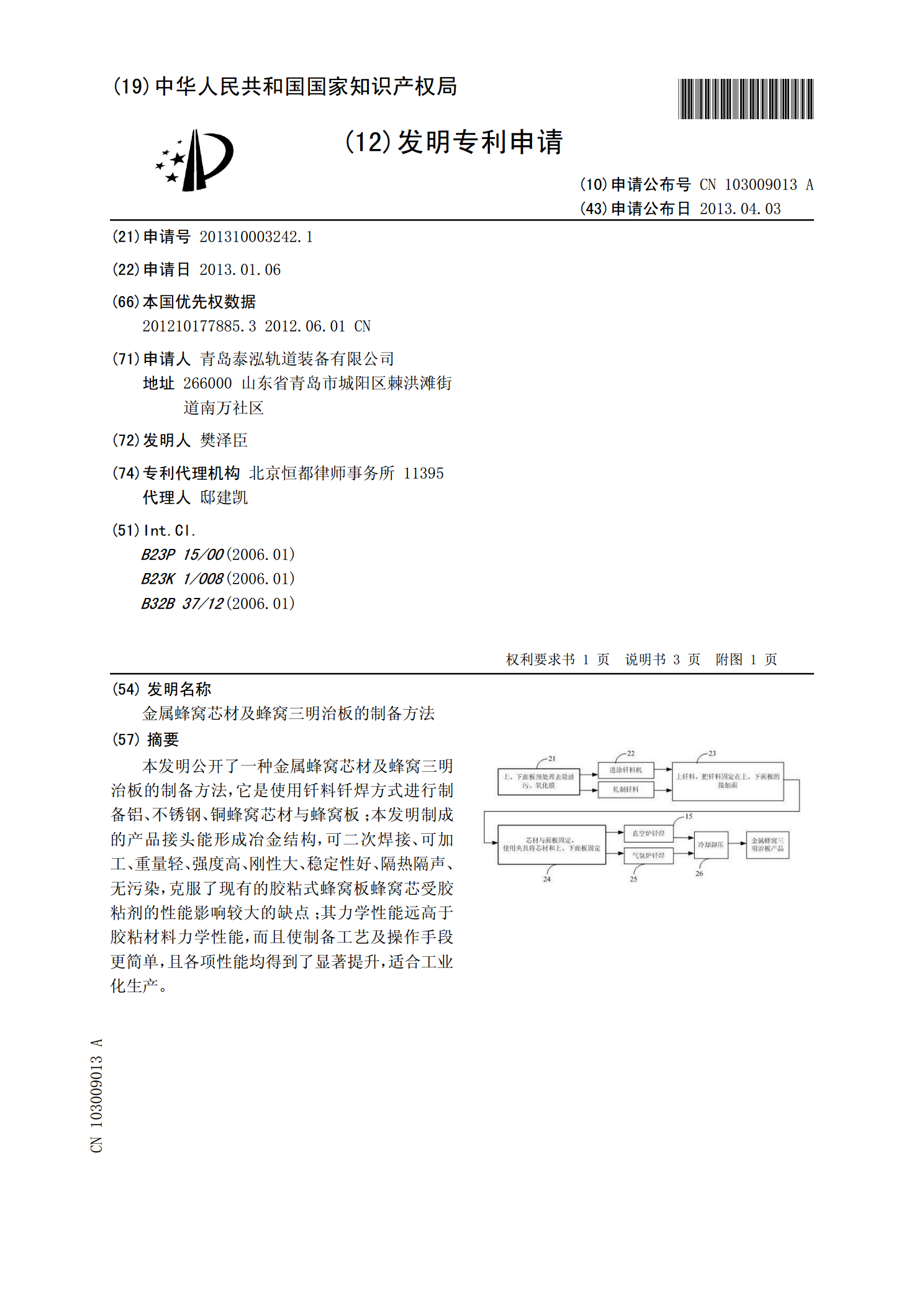
本发明公开了一种金属蜂窝芯材及蜂窝三明治板的制备方法,它是使用钎料钎焊方式进行制备铝、不锈钢、铜蜂窝芯材与蜂窝板;本发明制成的产品接头能形成冶金结构,可二次焊接、可加工、重量轻、强度高、刚性大、稳定性好、隔热隔声、无污染,克服了现有的胶粘式蜂窝板蜂窝芯受胶粘剂的性能影响较大的缺点;其力学性能远高于胶粘材料力学性能,而且使制备工艺及操作手段更简单,且各项性能均得到了显著提升,适合工业化生产。

一种金属蜂窝芯的制备方法及金属蜂窝板的制备方法.pdf
本发明属于铝制蜂窝芯的加工技术领域,尤其是一种金属蜂窝芯的制备方法及金属蜂窝板的制备方法。金属蜂窝芯的制备方法包括如下步骤:S1、准备焊料和阻焊支撑料置于涂布机中;S2、将箔材送入涂布机;S3、利用涂布机在箔材表面以等间距间隔涂布阻焊支撑料和焊料,箔材上涂布焊料的区域为结合区,涂布阻焊支撑料的区域为支撑区,结合区和支撑区一一交错排布;S4、将箔材按需要的长度进行裁切然后叠层;S5、炉内钎焊或扩散焊;S6、焊后拉伸成金属蜂窝芯成品。它解决了现有金属蜂窝芯制备工艺中钎焊材料漫流后箔材结合无法分开的技术缺陷。阻
金属蜂窝吸能芯材的制备方法.pdf
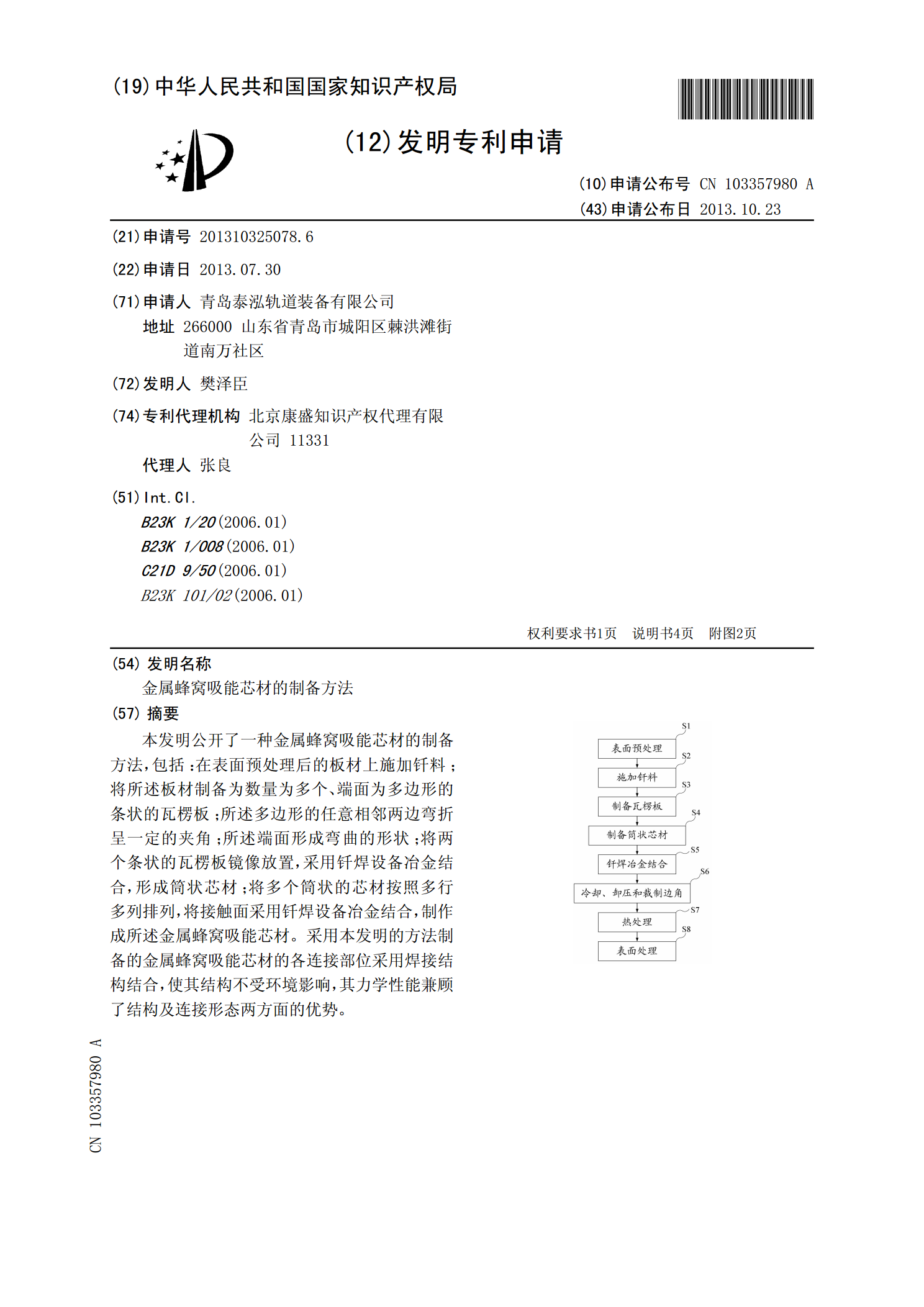
本发明公开了一种金属蜂窝吸能芯材的制备方法,包括:在表面预处理后的板材上施加钎料;将所述板材制备为数量为多个、端面为多边形的条状的瓦楞板;所述多边形的任意相邻两边弯折呈一定的夹角;所述端面形成弯曲的形状;将两个条状的瓦楞板镜像放置,采用钎焊设备冶金结合,形成筒状芯材;将多个筒状的芯材按照多行多列排列,将接触面采用钎焊设备冶金结合,制作成所述金属蜂窝吸能芯材。采用本发明的方法制备的金属蜂窝吸能芯材的各连接部位采用焊接结构结合,使其结构不受环境影响,其力学性能兼顾了结构及连接形态两方面的优势。
一种铝蜂窝芯材及蜂窝板的制备方法.pdf
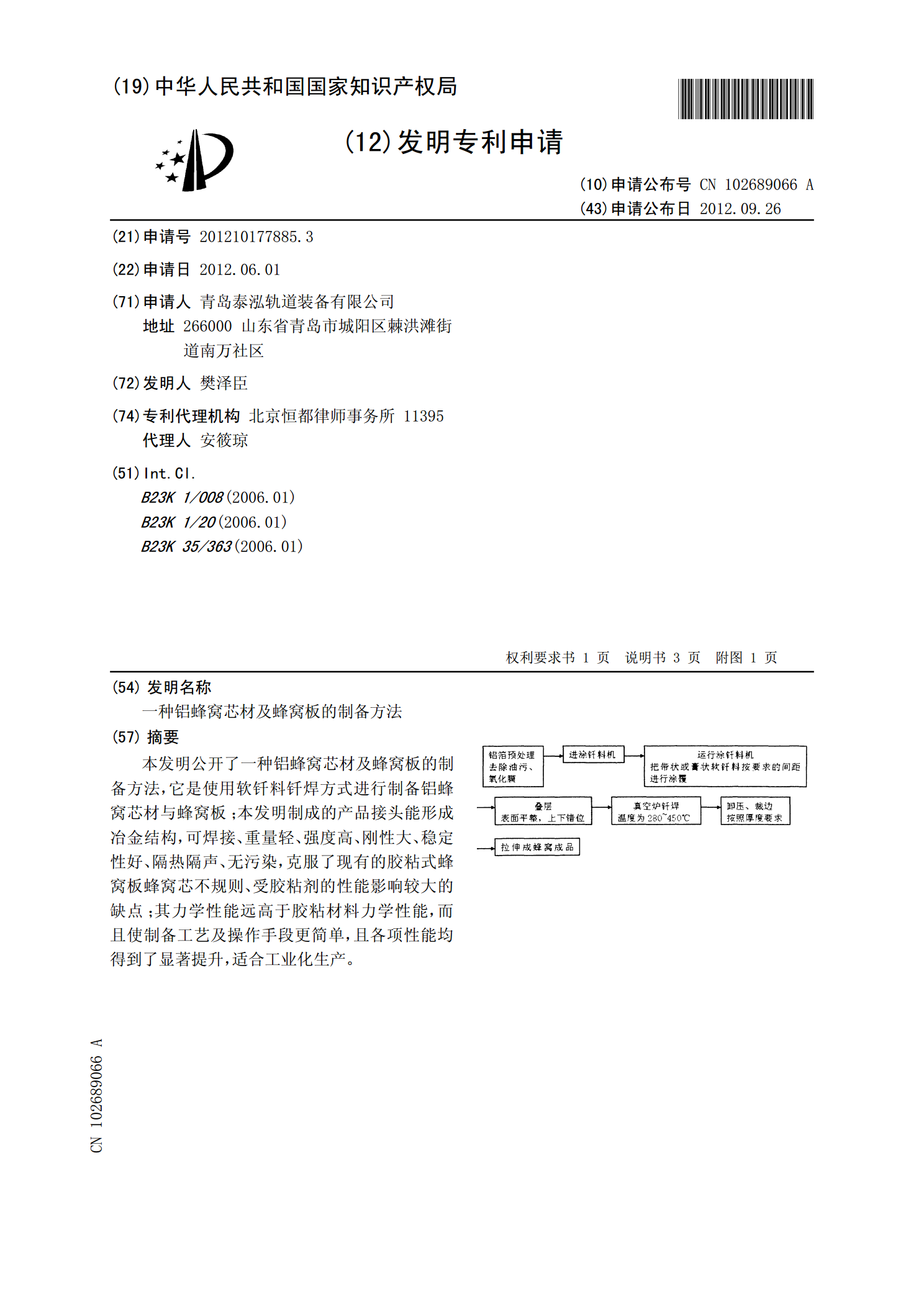
本发明公开了一种铝蜂窝芯材及蜂窝板的制备方法,它是使用软钎料钎焊方式进行制备铝蜂窝芯材与蜂窝板;本发明制成的产品接头能形成冶金结构,可焊接、重量轻、强度高、刚性大、稳定性好、隔热隔声、无污染,克服了现有的胶粘式蜂窝板蜂窝芯不规则、受胶粘剂的性能影响较大的缺点;其力学性能远高于胶粘材料力学性能,而且使制备工艺及操作手段更简单,且各项性能均得到了显著提升,适合工业化生产。