
一种轻量化车厢板及其制备方法.pdf

茂学****23

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轻量化车厢板及其制备方法.pdf
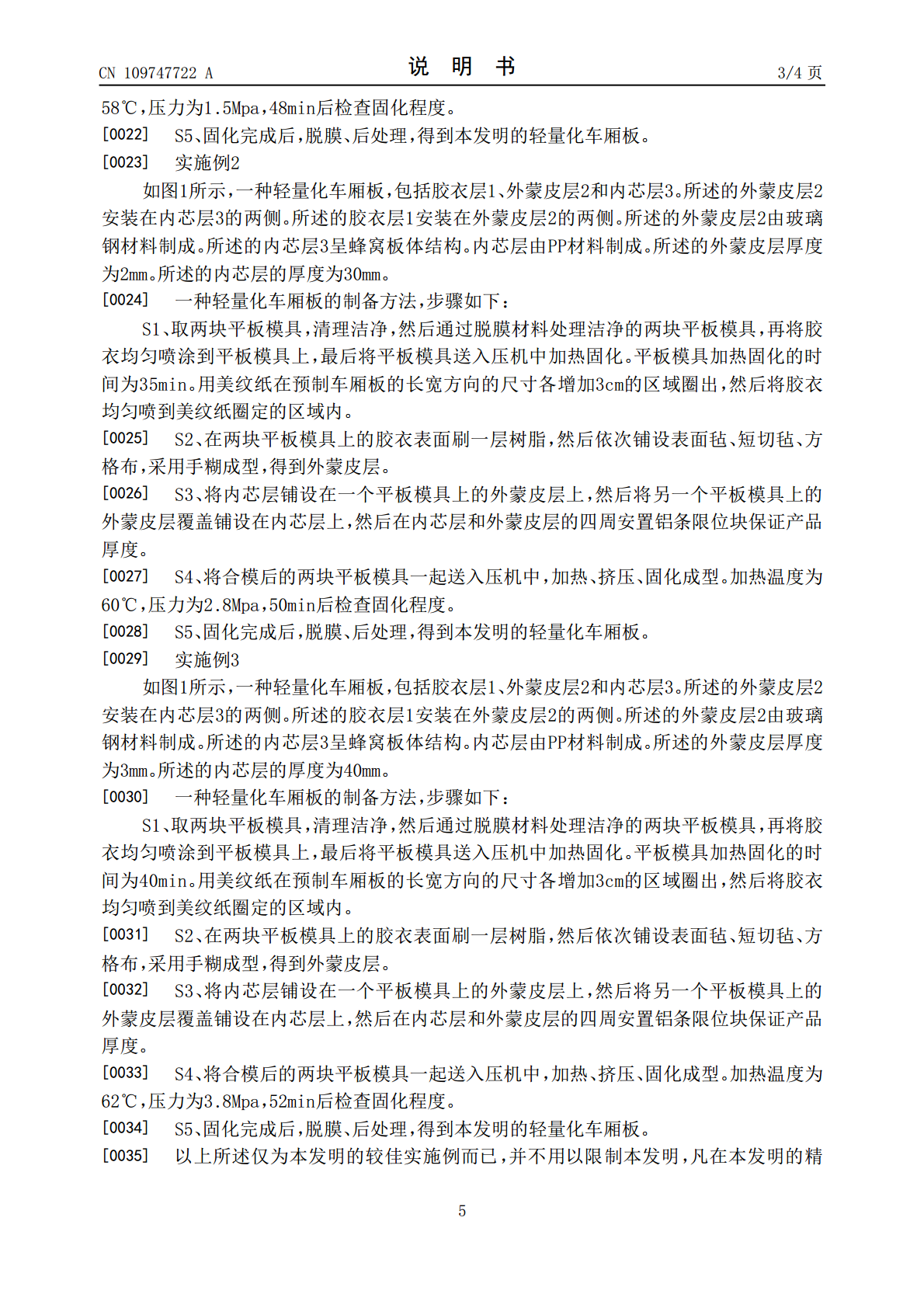
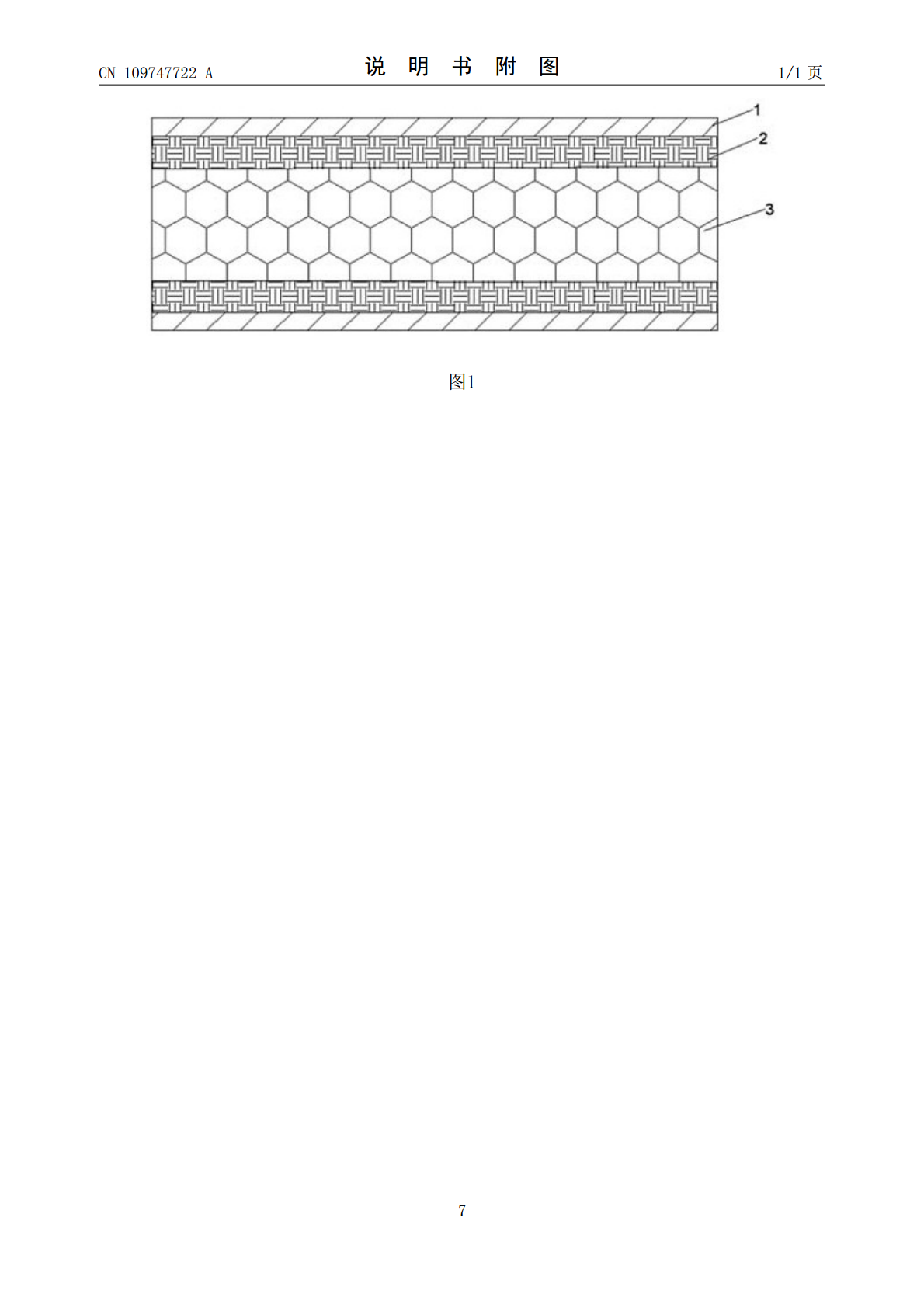
本发明公开了一种轻量化车厢板及其制备方法,包括胶衣层、外蒙皮层和内芯层;所述的外蒙皮层安装在内芯层的两侧;所述的胶衣层安装在外蒙皮层的两侧;所述的外蒙皮层由玻璃钢材料制成;所述的内芯层呈蜂窝板体结构,通过压机将各层进行压合固化,本发明质量轻、制备方法简单。
一种高强度轻量化车厢及其制备方法.pdf
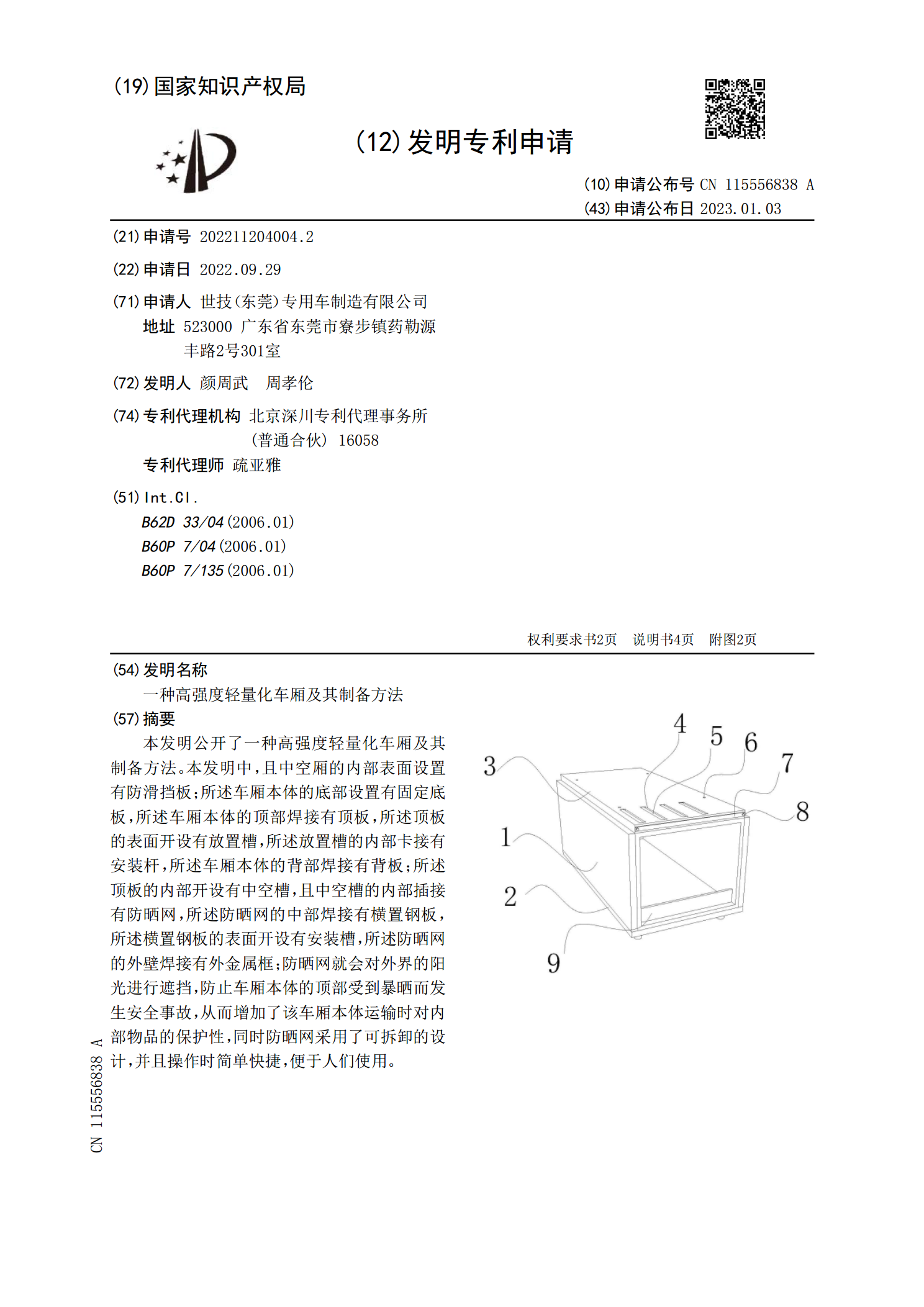
本发明公开了一种高强度轻量化车厢及其制备方法。本发明中,且中空厢的内部表面设置有防滑挡板;所述车厢本体的底部设置有固定底板,所述车厢本体的顶部焊接有顶板,所述顶板的表面开设有放置槽,所述放置槽的内部卡接有安装杆,所述车厢本体的背部焊接有背板;所述顶板的内部开设有中空槽,且中空槽的内部插接有防晒网,所述防晒网的中部焊接有横置钢板,所述横置钢板的表面开设有安装槽,所述防晒网的外壁焊接有外金属框;防晒网就会对外界的阳光进行遮挡,防止车厢本体的顶部受到暴晒而发生安全事故,从而增加了该车厢本体运输时对内部物品的保护
一种隔热型夹心车厢板及其制备方法.pdf
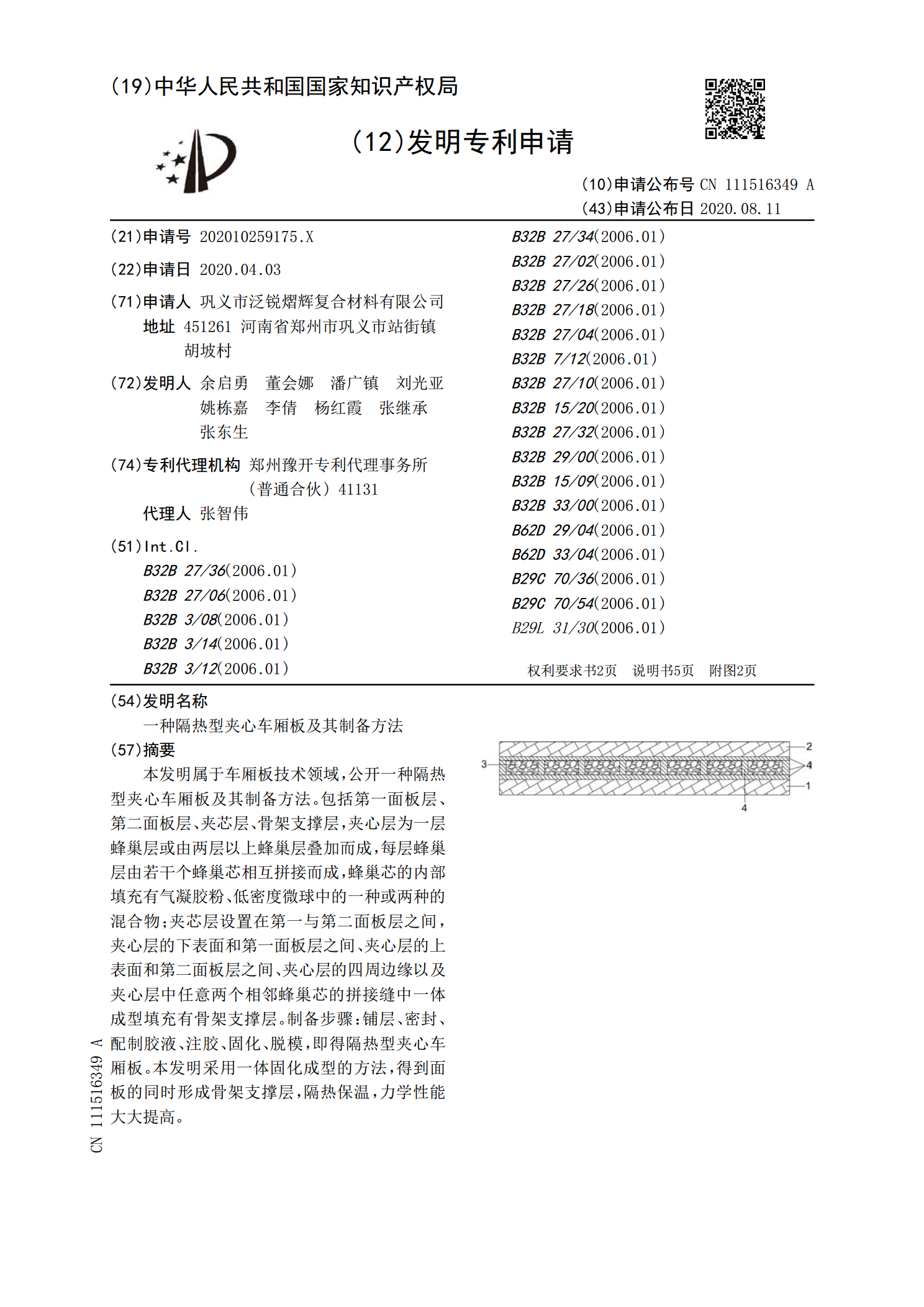
本发明属于车厢板技术领域,公开一种隔热型夹心车厢板及其制备方法。包括第一面板层、第二面板层、夹芯层、骨架支撑层,夹心层为一层蜂巢层或由两层以上蜂巢层叠加而成,每层蜂巢层由若干个蜂巢芯相互拼接而成,蜂巢芯的内部填充有气凝胶粉、低密度微球中的一种或两种的混合物;夹芯层设置在第一与第二面板层之间,夹心层的下表面和第一面板层之间、夹心层的上表面和第二面板层之间、夹心层的四周边缘以及夹心层中任意两个相邻蜂巢芯的拼接缝中一体成型填充有骨架支撑层。制备步骤:铺层、密封、配制胶液、注胶、固化、脱模,即得隔热型夹心车厢板。
一种集成轻量化车厢的方法以及轻量化的车厢.pdf
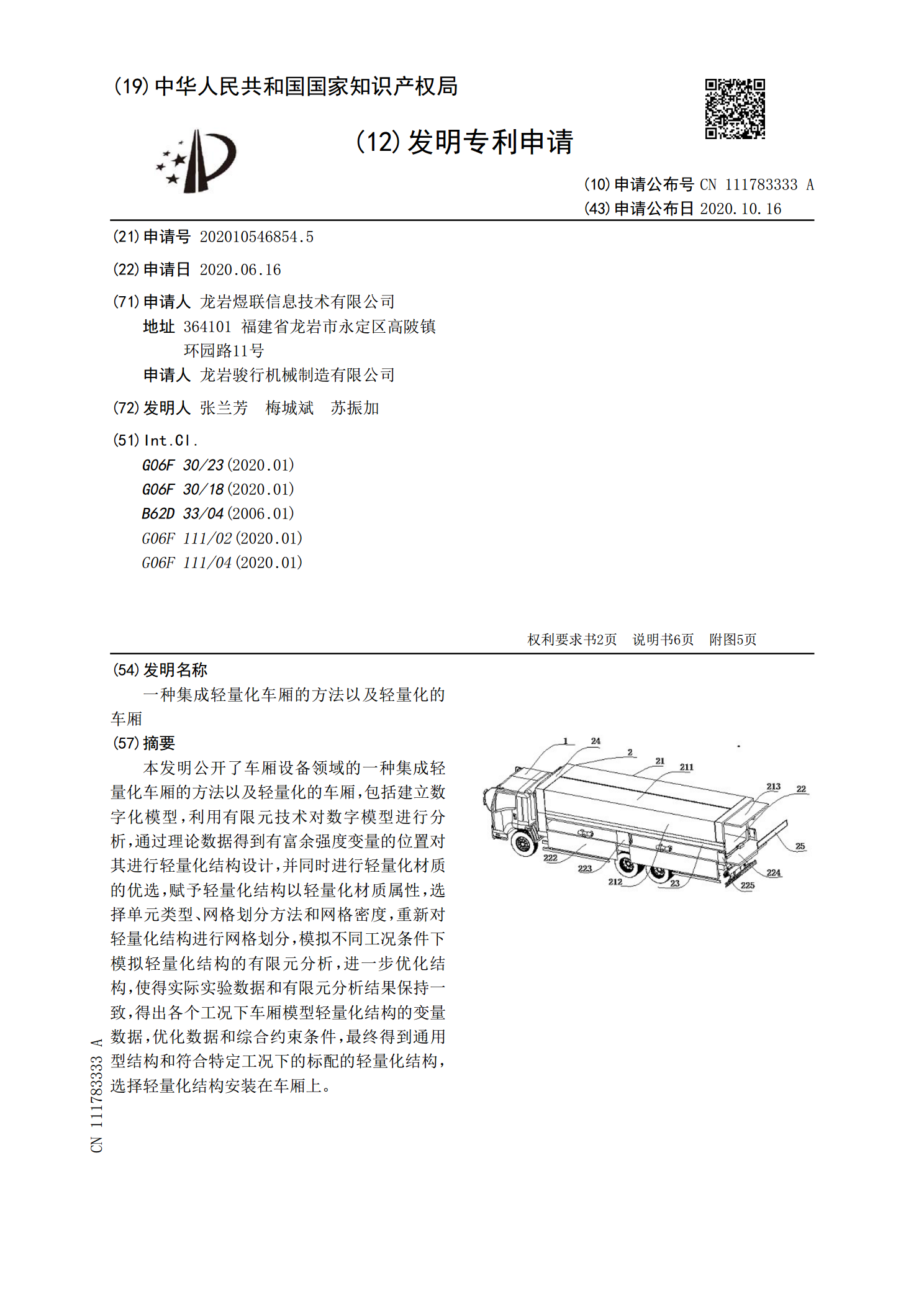
本发明公开了车厢设备领域的一种集成轻量化车厢的方法以及轻量化的车厢,包括建立数字化模型,利用有限元技术对数字模型进行分析,通过理论数据得到有富余强度变量的位置对其进行轻量化结构设计,并同时进行轻量化材质的优选,赋予轻量化结构以轻量化材质属性,选择单元类型、网格划分方法和网格密度,重新对轻量化结构进行网格划分,模拟不同工况条件下模拟轻量化结构的有限元分析,进一步优化结构,使得实际实验数据和有限元分析结果保持一致,得出各个工况下车厢模型轻量化结构的变量数据,优化数据和综合约束条件,最终得到通用型结构和符合特定
一种轻量化球磨机耐磨衬板及其制备方法.pdf
本发明公开了一种轻量化球磨机耐磨衬板及其制备方法,所述的轻量化球磨机耐磨衬板经过电弧炉冶炼、LF炉精炼、VD炉真空精炼、模铸浇铸及热处理制备而成,具有以下质量比的化学成分:C1.50~1.80wt%,Si0.15~0.40wt%,Mn28.6~30.6wt%,Al10.0~12.6wt%,S≤0.010wt%,P≤0.015wt%,(C+Mn):Al=2.5~3.0,其余为Fe及不可避免的不纯物。本发明采用碱性炉衬电弧炉冶炼,LF精炼、VD真空精炼确保成分的均匀稳定,钢中的气体含量低;模铸采用金属